1.本发明涉及一种微波炉用袋,其通过对重叠的层叠膜进行热粘接而成型为袋状,具备在加热时使内部的蒸汽自动释放的自动蒸汽排出机构。
背景技术:
2.以往,如下的包装食品已经上市:在通过对重叠的层叠膜进行热粘接而成型为袋状的袋内容纳烹调好的或者半成品的食品,在食用该食品时,通过微波炉进行加热烹调。
3.对于这样的袋,当由微波炉进行加热时,由于从食品产生的蒸汽、内部空气的热膨胀,袋的内压升高,袋可能会发生破损、变形,此外,袋内的食品可能会由于破损而飞散。
4.因此,近年来,在微波炉用的袋中通常设有在加热时自动释放内部的蒸汽的自动蒸汽排出机构。作为具备这样的自动蒸汽排出机构的袋,已知有如下袋:对重叠的层叠膜的一部分进行热粘接而设置环状的蒸汽排出密封部,在被环状的蒸汽排出密封部包围的蒸汽开放部设有蒸汽排出孔(例如参照专利文献1、2)。
5.对于该专利文献1的袋,当袋的内压随着由微波炉进行的加热而升高时,蒸汽排出密封部的一部分开始断裂,由于袋的内压上升引起的应力集中,蒸汽排出密封部后退,当剥离到达弱化部时,水蒸气等排出至外部。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2002-249176号公报
9.专利文献2:日本特开2005-187079号公报
技术实现要素:
10.发明要解决的问题
11.另一方面,在袋中,已知有实施了使得使用者在取出内容物时不使用剪刀等便能用手开封的加工的袋。作为这样的加工,存在在膜上形成例如线状的切痕加工部的半切加工。
12.然而,若在微波炉用袋中实施上述这样的半切加工,则在袋的内压随着由微波炉进行的加热而升高时,可能会从该加工部位发生断裂。
13.本发明是解决上述的问题的发明,其目的在于提供一种能得到优异的开封性,并且在加热时切痕加工部不会意外断裂的微波炉用袋。
14.技术方案
15.本发明的微波炉用袋通过对层叠膜进行热粘接而成型为袋状,具备在加热时自动释放容纳部内的蒸汽的自动蒸汽排出机构,其中,
16.所述自动蒸汽排出机构具备:蒸汽排出密封部,构成为由于在加热时容纳部的内压上升而开始剥离;以及蒸汽开放部,被所述蒸汽排出密封部包围,
17.所述层叠膜由聚丁烯对苯二甲酸酯层/蒸镀聚对苯二甲酸乙二醇酯层/无延伸聚
丙烯层构成,或者由蒸镀聚对苯二甲酸乙二醇酯层/聚丁烯对苯二甲酸酯层/无延伸聚丙烯层构成,
18.所述微波炉用袋在所述层叠膜的中间层的至少一部分具有切痕加工部,由此解决上述问题。
19.有益效果
20.根据本发明的微波炉用袋,基本上通过具有在加热时使容纳部内的蒸汽自动释放的自动蒸汽排出机构,而能够可靠地进行蒸汽排出,而且,构成微波炉用袋的层叠膜在外层或者中间层具有聚丁烯对苯二甲酸酯层,且在层叠膜的中间层的至少一部分具有切痕加工部,由此使聚丁烯对苯二甲酸酯层的厚度方向的至少一部分为没有切痕加工的状态,因此能使聚丁烯对苯二甲酸酯在高温时有伸展而不易断裂的特性得到发挥,得到优异的开封性,并且能在加热时避免切痕加工部意外断裂。
附图说明
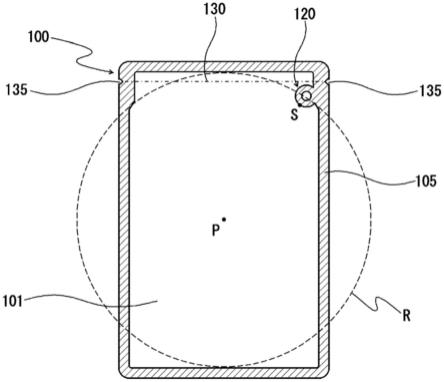
21.图1是表示本发明的一个实施方式的微波炉用袋的俯视图。
22.图2是表示图1所示的微波炉用袋的自动蒸汽排出机构的结构的放大图。
23.图3是用于对袋的蒸汽排出状况进行说明的图,是概略地表示沿连结袋的中心点与密封剥离起始点的直线的截面的示意图。
具体实施方式
24.本发明的微波炉用袋以使层叠配置的层叠膜形成袋状的方式热封而形成,成为设有在加热时将袋内的蒸汽自动释放至外部的自动蒸汽排出机构的结构。
25.以下基于附图对本发明的一个实施方式的微波炉用袋进行说明。
26.图1是表示本发明的一个实施方式的微波炉用袋的俯视图。
27.该微波炉用袋(以下简称为“袋”)100构成为:在俯视时外形形状例如呈矩形形状,对表面侧层叠膜110(参照图3)与背面侧层叠膜115(参照图3)进行热粘接而成的周缘密封部105形成为包围位于袋100的中央部的容纳部101的四边。
28.层叠膜具有(1)聚丁烯对苯二甲酸酯层(pbt层)/蒸镀聚对苯二甲酸乙二醇酯层(蒸镀pet层)/无延伸聚丙烯层(cpp层)的层结构,或者具有(2)蒸镀聚对苯二甲酸乙二醇酯层(蒸镀pet层)/聚丁烯对苯二甲酸酯层(pbt层)/无延伸聚丙烯层(cpp层)的层结构。
29.聚丁烯对苯二甲酸酯层的厚度例如设为10μm以上且50μm以下。
30.蒸镀聚对苯二甲酸乙二醇酯层为在聚对苯二甲酸乙二醇酯膜上形成有由氧化铝、氧化硅等金属氧化物形成的蒸镀膜的含蒸镀膜的膜。蒸镀聚对苯二甲酸乙二醇酯层的厚度例如设为10μm以上且50μm以下。
31.无延伸聚丙烯层是作为密封剂层而发挥功能的内层。无延伸聚丙烯层的厚度例如设为20μm以上且150μm以下。
32.在层叠膜中,在其中间层(在具有上述(1)的层结构的情况下为蒸镀pet层,在具有上述(2)的层结构的情况下为pbt层)的至少一部分形成有切痕加工部130。切痕加工部130为形成于层叠膜的、沿面方向的一个方向上延伸的直线状的结构,配置为连结形成于周缘密封部105的两侧的两个槽口135,横穿容纳部101。
33.在层叠膜具有上述(1)的层结构的情况下,切痕加工部130可以是将作为中间层的蒸镀聚对苯二甲酸乙二醇酯层沿厚度方向完全贯通的切痕,而且也可以切断内层(密封剂层)的厚度方向的一部分。在层叠膜具有上述(2)的层结构的情况下,优选的是,仅切断pbt层的厚度方向的一部分而成的切痕,在切痕加工部130为仅切断了pbt层的厚度方向的一部分而成的切痕的情况下,该切断的深度只要为确保未被切断而残留的pbt层的厚度为例如2μm以上的深度即可。
34.切痕加工部130例如能通过半切加工等形成。
35.切痕加工部130并不限于直线状,也可以是曲线状或弯曲线状。此外,切痕加工部130也可以不是连续的线状。例如,可以在假想直线上断续地形成为虚线状。
36.在袋100设有在加热时将容纳部101内的蒸汽自动释放至外部的自动蒸汽排出机构120。
37.如图2和图3所示,自动蒸汽排出机构120具备:蒸汽排出密封部121,构成为由于容纳部101的内压在加热时上升而表面侧层叠膜110与背面侧层叠膜115开始剥离;蒸汽开放部122,其周围被蒸汽排出密封部121包围;以及蒸汽排出部123,形成于蒸汽开放部122。
38.蒸汽排出密封部121通过表面侧层叠膜110与背面侧层叠膜115被热粘接而形成为例如呈环状,在外周缘中的最靠近容纳部101的中央的部位具有由于在由微波炉进行加热时在容纳部101内产生的水蒸气而开始剥离的密封剥离起始部s。
39.蒸汽排出密封部121的形成能与周缘密封部105的形成同时进行或者分别进行。
40.蒸汽开放部122例如形成为未对表面侧层叠膜110与背面侧层叠膜115进行热粘接的未密封部。
41.需要说明的是,蒸汽开放部122的具体的方案并不限于此,例如,也可以将蒸汽开放部形成为以密封强度低于周缘密封部105和蒸汽排出密封部121的方式实施热粘接的弱粘接部,或对表面侧层叠膜110和背面侧层叠膜115实施滚花密封等的图案状粘接部。
42.蒸汽排出部123形成为孔或者狭缝,在本实施方式中,例如形成为开口形状为圆形的贯通孔。
43.蒸汽排出部123可以仅设于表面侧层叠膜110和背面侧层叠膜115中任一方,也可以设于表面侧层叠膜110和背面侧层叠膜115两方。
44.优选的是,蒸汽排出密封部121的密封剥离起始部s位于与袋100的两个短边的周缘密封部105内端中央处内接的假想圆r的圆周上或该圆周的内侧。通过设为这样的结构,能使袋100内的水蒸气从弱化部排出,能更可靠地进行利用自动蒸汽排出机构120实现的自动开口。
45.在本实施方式的袋100中,设为在满足上述条件的状态下,蒸汽排出密封部121与周缘密封部105连续。
46.而且,在对袋100加热时由于从内容物产生的水蒸气等,使袋100从中心点p朝向周缘密封部105膨胀,如在图1中以从中心点p至短边的周缘密封部105内端的距离为半径的假想圆r所示,呈放射状地产生应力集中。通过该应力集中,在蒸汽排出密封部121中,从作为最靠近袋100的中心点p的部分的密封剥离起始部s开始表面侧层叠膜110与背面侧层叠膜115的剥离。而且,如图3所示,由于袋100的内压上升引起的应力集中,蒸汽排出密封部121后退,当剥离到达蒸汽开放部122时,袋100部分开口,水蒸气等经由蒸汽排出部123排出至
外部。
47.以上,详细描述了本发明的实施方式,但本发明并不限定于上述实施方式,在不脱离权利要求书中记载的本发明的情况下,可以进行各种设计变更。
48.例如本发明的袋不限定于上述的四边密封型,而能应用于立式袋、平袋、三边密封型、枕型、角撑型等各种类型的袋。
49.此外,袋的形状也可以设为除了上述的实施方式所示的矩形形状之外的,例如梯形、一部分存在凹凸的异形形状等任何形状。
50.此外,蒸汽排出密封部不需要设为与周缘密封部连续,也可以独立设于外缘密封部的内侧。此外,也可以将蒸汽排出密封部以矩形环状等其他形状形成,也可以适当选择其尺寸。
51.此外,在将蒸汽排出部形成为孔的情况下,孔的开口形状不需要为圆形,例如可以为椭圆形、三角形、四边形、梯形、饭团形等任意形状,其尺寸也可以适当选择。
52.以下,对为了确认本发明的效果而进行的实施例进行说明。
53.[实施例1]
[0054]
参照图1所示的结构,制作了具备自动蒸汽排出机构的四边密封型微波炉用袋(以下称为“样品a”)。在该样品a中,宽度尺寸(在图1中为左右方向尺寸)为130mm,长度(在图1中上下方向尺寸)为175mm。
[0055]
该样品a中使用的层叠膜为依次层叠厚度15μm的pbt层(外层)、厚度12μm的蒸镀pet层(中间层)、厚度70μm的cpp层(内层)而成的膜,在图1所示的位置形成有切痕加工部(130)。切痕加工部(130)沿厚度方向完全贯通中间层。
[0056]
作为加热试验,对于封装有180g水作为内容物的样品a,以额定功率500w,加热时间3分钟的加热条件进行加热,确认切痕加工部的断裂的有无和蒸汽排出密封部的自动开口(蒸汽通过)的有无。
[0057]
对于该样品a,确认到即使在袋的内压随着加热而升高时,也不会从切痕加工部发生断裂。此外,在该样品a中,还确认到适当地进行了由自动蒸汽排出机构实现的自动开口。
[0058]
[实施例2]
[0059]
在实施例1中,使用依次层叠有厚度12μm的蒸镀pet层(外层)、厚度15μm的pbt层(中间层)、厚度70μm的cpp层(内层)的膜作为层叠膜,作为切痕加工部(130),形成将中间层(pbt层)的厚度方向的一部分切至深度13μm的结构,除此之外,与样品a同样地制作样品b。
[0060]
对样品b与实施例1同样地进行加热试验,确认切痕加工部的断裂的有无和蒸汽排出密封部的自动开口(蒸汽通过)的有无,而在袋的内压随着加热而升高时,确认到未从切痕加工部发生断裂。此外,在样品b中,确认到适当地进行了由自动蒸汽排出机构实现的自动开口。
[0061]
符号说明
[0062]
100:微波炉用袋
[0063]
101:容纳部
[0064]
105:周缘密封部
[0065]
110:表面侧层叠膜
[0066]
115:背面侧层叠膜
[0067]
120:自动蒸汽排出机构
[0068]
121:蒸汽排出密封部
[0069]
122:蒸汽开放部
[0070]
123:蒸汽排出部
[0071]
130:切痕加工部
[0072]
135:槽口
[0073]
p:袋的中心点
[0074]
r:假想圆
[0075]
s:密封剥离起始部
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
