1.本发明涉及锂电池制造领域,具体涉及一种圆柱电池及其制造方法。
背景技术:
2.作为新能源汽车的最核心部件之一,锂离子具有能量密度高、循环寿命长、安全环保等优势,所以锂电池逐渐成为电动化时代的主流方向。
3.锂离子电池从形态上分为硬壳电池、软包电池和圆柱电池,其中圆柱电池具有体积能量密度高、结构简单、易于成组、便于标准化等优势。随着技术的发展,大圆柱电池逐渐成为市场的主流方向。
4.圆柱电池包括壳体和圆柱电芯。其中,壳体包括顶盖、底盖和圆筒形侧壁,圆柱电芯安装于壳体内,圆柱电芯的正极靠近底盖,负极靠近顶盖。另外,圆柱电芯的正极一般通过铆钉输出,铆钉设置于底盖的上且和底盖绝缘,负极通过壳体输出。
5.目前负极和壳体之间的电连接一般采用类似cn110311065b中的负极设计。具体来说,在cn110311065b描述的实施例中,负极引线(相当于负极转接件)的一端与负极极耳电连接,另一端通过点焊等的焊接手段而接合于壳体的圆筒形侧壁。但是,cn110311065b采用的负极引线需要连接至壳体的圆筒形侧壁上,导致负极引线只能连接至部分的负极极耳,而不能实现全极耳导电,从而使得负极引线的过流面积受限,进而造成圆柱电池运行的过程中内阻增大,使得圆柱电池的能量消耗增加,降低了圆柱电池的使用寿命短,而且使得圆柱电池的输出大电流能力减弱。
技术实现要素:
6.本发明的目的是提供一种圆柱电池及其制造方法,以解决上述现有技术中存在的问题。
7.为了解决上述问题,根据本发明的一个方面,提供了一种圆柱电池的制造方法,所述圆柱电池包括壳体和圆柱电芯,所述壳体包括圆筒形侧壁和顶盖,所述顶盖的一侧具有焊接位,所述圆柱电芯的一端具有极耳揉平面,所述圆柱电芯安装于所述壳体内且所述极耳揉平面靠近所述圆筒形侧壁的顶部,包括步骤:
8.将所述顶盖放置于所述圆筒形侧壁内且与所述圆柱电芯的所述极耳揉平面电连接;
9.将所述圆筒形侧壁的顶部沿径向向内弯折形成弯折部,并使得所述弯折部覆盖所述顶盖的边缘;
10.通过激光焊接的方式将所述弯折部焊接至所述顶盖的边缘。
11.在一个实施例中,所述圆柱电池还包括转接件,所述转接件包括集流盘和连接件,所述连接件的一端电连接至所述集流盘的一侧,另一端朝向偏离所述集流盘的方向延伸;
12.将所述顶盖放置于所述圆筒形侧壁内嵌,将所述转接件放置于所述壳体内,并将所述集流盘连接至所述极耳揉平面,使得所述连接件的所述另一端伸出于所述圆筒形侧壁
的顶部;
13.将所述连接件的所述另一端叠置所述顶盖的焊接位并焊接至所述焊接位,再将所述连接件弯折至所述壳体内。
14.在一个实施例中,所述集流盘为圆盘形且所述集流盘的外周抵靠所述圆筒形侧壁。
15.在一个实施例中,将所述连接件叠置所述顶盖的焊接位前,还包括步骤:通过滚压方式将所述圆筒形侧壁的部分外周朝向壳体内部径向滚压,形成滚槽,并使得所述集流盘的边缘位于所述滚槽的侧壁和所述极耳揉平面之间。
16.在一个实施例中,所述集流盘的底部连接至所述极耳揉平面后,还包括步骤:将所述滚槽的侧壁焊接至所述集流盘的边缘。
17.在一个实施例中,所述连接件为片状,且将所述连接件弯折前,将所述连接件弯折成垂直于所述集流盘。
18.在一个实施例中,所述连接件连接至所述集流盘的偏离所述圆柱电芯的轴线的位置,且和所述滚槽内壁间隔设置。
19.在一个实施例中,将所述顶盖连接至所述圆筒形侧壁的顶部之前,还包括步骤:
20.提供密封件,所述密封件包括筒状部和环状部;
21.将所述密封件放置于所述圆筒形侧壁的内部,且使得所述筒状部抵靠所述圆筒形侧壁,所述环状部位于所述滚槽的顶部,再将所述顶盖放置于所述圆筒形侧壁内,并使其外周抵靠所述筒状部;
22.将所述圆筒形侧壁的顶端沿径向向内弯折,形成环状的弯折部,并将所述弯折部覆盖至所述顶盖的部分顶部,将所述弯折部焊接至所述顶盖。
23.在一个实施例中,在将所述顶盖放置于所述圆筒形侧壁内,并使其外周抵靠所述筒状部后,还包括步骤:使得所述筒状部的顶部超出所述顶盖的顶部;
24.将所述圆筒形侧壁的顶部沿径向向内弯折形成弯折部前,还包括步骤:将所述筒状部的顶部同时沿径向向内弯折。
25.本发明还涉及一种圆柱电池,包括:
26.壳体,所述壳体包括圆筒形侧壁和顶盖,所述圆筒形侧壁设有朝向内部凹陷的滚槽,所述滚槽沿周向延伸,且所示圆筒形侧壁的顶部朝向内部弯折且形成弯折部,所述顶盖的边缘通过焊接方式连接至所述弯折部的底部;
27.圆柱电芯,所述圆柱电芯安装于所述壳体内,所述圆柱电芯的一端具有极耳揉平面,所述极耳揉平面靠近所述顶盖且位于所述滚槽的下方;
28.转接件,所述转接件包括集流盘和连接件,所述集流盘电连接至所述极耳揉平面,且所述集流盘边缘电连接至所述滚槽的侧壁,所述连接件为片状,所述连接件的两端朝向彼此弯折且分别连接所述集流盘和所述顶盖。
29.本发明的转接件包括集流盘和连接件,将集流盘连接至圆柱电芯的极耳揉平面后,连接件伸出于圆筒形侧壁的顶部,可通过焊接方式将连接件焊接至顶盖,方便操作,而且可以根据需要控制连接件和顶盖连接的面积,可减少连接件与顶盖之间的内阻,并增加连接件的过流能力,提高圆柱电池的使用寿命。另外本发明的顶盖和圆筒形侧壁的弯折部连接,可以增加顶盖和圆筒形侧壁的连接强度,并防止顶盖变形。
附图说明
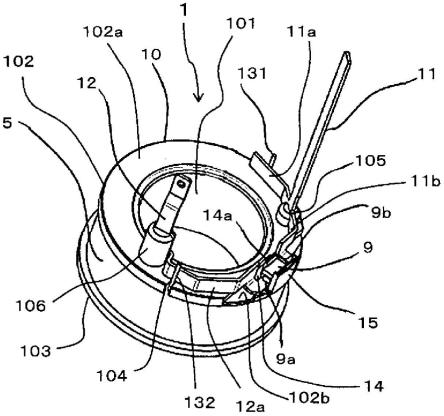
30.图1至图3是本发明的一个实施例的圆柱电池的制造方法中转接件和顶盖的连接方式。
31.图4是图1所示实施例中转接件的示意图。
32.图5是本发明的一个实施例的密封件示意图。
33.图6是图5所示实施例的密封件沿轴向剖视图。
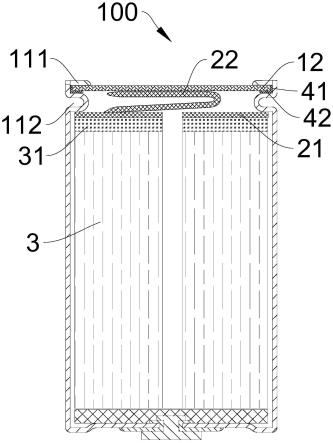
34.图7是本发明的一个实施例的密封件安装于圆柱电池内的示意图。
35.图8是本发明的另一个实施例的密封件安装于圆柱电池内的示意图。
36.附图标记:100、圆柱电池;1、壳体;11、圆筒形侧壁;111、弯折部;112、滚槽;113、滚槽的侧壁;12、顶盖;2、转接件;21、集流盘;22、连接件;3、圆柱电芯;31、极耳揉平面;4、密封件;41、筒状部;42、环状部;43、管状延伸部。
具体实施方式
37.以下将结合附图对本发明的较佳实施例进行详细说明,以便更清楚理解本发明的目的、特点和优点。应理解的是,附图所示的实施例并不是对本发明范围的限制,而只是为了说明本发明技术方案的实质精神。
38.在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况下来实践实施例。在其它情形下,与本技术相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
39.在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
40.在以下描述中,为了清楚展示本发明的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
41.本发明涉及一种圆柱电池100的制造方法,如图1、图2和图3所示,该圆柱电池100包括壳体1和圆柱电芯3,壳体1包括圆筒形侧壁11和顶盖12,顶盖12的一侧具有焊接位,圆柱电芯3的一端具有极耳揉平面31,圆柱电芯3安装于壳体1内且极耳揉平面31靠近圆筒形侧壁11的顶部,该圆柱电池100的制造方法包括步骤:将顶盖12放置于圆筒形侧壁11内且与圆柱电芯3的极耳揉平面31电连接;将圆筒形侧壁11的顶部沿径向向内弯折形成弯折部111,并使得该弯折部覆盖顶盖12的边缘,通过激光焊接的方式将弯折部111焊接至顶盖12的边缘。本发明将圆筒形侧壁11的顶部朝向壳体内部弯折形成弯折部111,再通过焊接方式将弯折部111连接至顶盖12的边缘,可以增加顶盖12和圆筒形侧壁11的焊接牢度,防止顶盖12在使用过程中出现变形的现象。
42.可选地,圆柱电池100还包括转接件2,该转接件2包括集流盘21和连接件22,且连接件22的一端电连接至集流盘21的一侧,另一端朝向偏离集流盘21的方向延伸;将顶盖12放置于圆筒形侧壁11内前,包括步骤:将该转接件2放置于圆柱电池100的壳体1内,并且将
集流盘21连接至极耳揉平面31,使得连接件22的另一端伸出于圆筒形侧壁11的顶部;将连接件22的另一端叠置顶盖12的焊接位并焊接至该焊接位;将连接件22弯折至壳体1内,然后再将顶盖12和弯折部111连接。本发明的转接件2包括集流盘21和连接件22,将集流盘21连接至圆柱电芯3的极耳揉平面31后,连接件22伸出于圆筒形侧壁11的顶部,可通过焊接方式将连接件22焊接至顶盖12,方便操作,而且可以根据需要控制连接件22和顶盖12连接的面积,可减少连接件22与顶盖12之间的内阻,增加连接件22的过流能力,提高圆柱电池100的使用寿命。
43.可选地,如图4所示,集流盘21为圆盘形,且该集流盘21的外周抵靠圆筒形侧壁11。圆柱电芯3的极耳揉平面31位于圆柱电芯3的一端,且极耳揉平面31为圆形。圆盘形的集流盘21可匹配圆形的极耳揉平面31,并可覆盖整个极耳揉平面31,还可根据需要将集流盘21的多处焊接至极耳揉平面31,以减小极耳揉平面31与集流盘21之间的内阻,并提高极耳揉平面31的过流能力。另外,集流盘21的外周抵靠圆筒形侧壁11,还可以通过焊接方式将集流盘21焊接至圆筒形侧壁11上,以增大连接件22和壳体1之间的过流能力。
44.可选地,将连接件22叠置顶盖12的焊接位前,还包括步骤:通过滚压方式将圆筒形侧壁11的部分外周朝向壳体1内部径向滚压,形成滚槽112,并使得集流盘21的边缘位于滚槽的侧壁113和极耳揉平面31之间。滚槽112为圆筒形侧壁11经过滚压朝向壳体1凹陷形成,滚槽的侧壁113为沿壳体轴向的侧部。滚槽112朝向壳体1外部开口,如图3所示,将集流盘21放置于滚槽112的侧部,可以使用焊接设备对加热滚槽的侧壁113,并使得滚槽的侧壁113连接至集流盘21的边缘处。另外,焊接方式可以激光焊接或电阻焊,可以根据需要选择,具有较强的灵活性。应理解,滚槽112的深度可以根据圆柱电池100的规格以及集流盘21的过流能力设计,例如对于型号4680的圆柱电池100,可以相应增加滚槽112的深度,以保证集流盘21足够的过流能力。
45.可选地,集流盘21的底部连接至极耳揉平面31后,还包括步骤:将滚槽的侧壁113焊接至集流盘21的边缘。应理解,也可以将顶盖12焊接至圆筒形侧壁11后,再将滚槽的侧壁113焊接之集流盘21的边缘。
46.可选地,连接件22为片状,且将连接件22弯折前,将连接件22弯折成垂直于集流盘21。连接件22在弯折前垂直于集流盘21,且延伸出圆筒形侧壁11的顶部,可以将连接件22和竖直放置的盖体叠置,再将连接件22焊接盖体上,连接件22垂直于盖体后,可最大程度伸出于圆筒形侧壁11,方便焊接。应注意,连接件22和集流盘21之间也可以设计成其他角度,只需保证连接件22伸出于圆筒形侧壁11的顶部,方便将连接件22焊接之顶盖12上即可。
47.可选地,集流盘21具有中心孔,圆柱电芯3具有沿轴向延伸的通道,集流盘21的中心孔与通道对中,即中心孔和通道的中心对齐。集流盘21的中心孔一方面可以方便集流盘21定位连接至极耳揉平面31,防止部分集流盘21和极耳揉平面31错位,从而减少集流盘21和极耳揉平面31之间的接触面积和过流能力,另一方面,圆柱电芯3的通道具有散热功能,中心孔和通道对中,可允许圆柱电芯3内部的热量通过通道流至顶部,并冲破安全阀,以增加圆柱电池100的安全性能。
48.可选地,如图1至图3所示,连接件22连接至集流盘21的偏离圆柱电芯3的轴线的位置,且和滚槽112内壁间隔设置。连接件22偏离圆柱电芯3的轴线,可更方便弯折至壳体1内,例如,在图1至图3的实施例中,连接件22连接至集流盘21沿径向的一侧,可以将连接件22朝
向相对的一侧弯折,可减小连接件22的弯折角度,防止连接件22因弯折过度而出现断裂的现象。
49.可选地,将顶盖12连接至圆筒形侧壁11的顶部之前,还包括步骤:提供密封件4,密封件4包括筒状部41和环状部42,如图3、图4和图5所示,筒状部41连接环状部42的外周;将密封件4放置于圆筒形侧壁11的内部,且使得筒状部41抵靠圆筒形侧壁11,环状部42位于滚槽112的顶部,再将顶盖12放置于圆筒形侧壁11内,并使其外周抵靠筒状部41;将圆筒形侧壁11的顶端沿径向向内弯折,形成环状的弯折部111,并将弯折部111覆盖至顶盖12的部分顶部,将弯折部111焊接至顶盖12。
50.需要注意的是,在图5和图6所示的实施例中,密封件4的环状部42的内周还设有沿轴向延伸的管状延伸部43,且该管状延伸部43位于所述筒状部41相反的一侧,可配合搭接至滚槽的侧壁113,进一步增加顶盖12和滚槽112之间的密封效果。
51.可选地,在一个实施例中,如图7所示,在将顶盖12放置于圆筒形侧壁11内,并使其外周抵靠筒状部41后,还包括步骤:使得筒状部41的顶部超出顶盖12的顶部;将圆筒形侧壁11的顶部沿径向向内弯折形成弯折部111前,还包括步骤:将筒状部41的顶部同时沿径向向内弯折,以加强筒装部41与顶盖12的密封性。
52.可选地,如图8所示,将顶盖12放置于圆筒形侧壁11后,也可以使得筒状部41沿径向且朝向壳体1内弯折的尺寸大于圆筒形侧壁11的弯折部111,此时,顶盖12搭接滚槽112的顶部,并通过弯折部111与圆筒形侧壁11连接。
53.本发明还涉及一种圆柱电池100,包括壳体1、圆柱电芯3和转接件2。具体来说,壳体1包括圆筒形侧壁11和顶盖12,圆筒形侧壁11设有朝向内部凹陷的滚槽112,滚槽112沿周向延伸,且圆筒形侧壁11的顶部朝向内部弯折且形成弯折部111,顶盖12的边缘通过焊接方式连接至弯折部111的底部。圆柱电芯3安装于壳体1内,圆柱电芯3的一端具有极耳揉平面31,极耳揉平面31靠近顶盖12且位于滚槽112的下方。转接件2包括集流盘21和连接件22,集流盘21电连接至极耳揉平面31,且集流盘21边缘电连接至滚槽的侧壁113,而连接件22为片状,且连接件22的两端朝向彼此弯折且分别连接集流盘21和顶盖12。
54.本发明的转接件2包括集流盘21和连接件22,集流盘21用于连接至圆柱电芯3的极耳揉平面31,而连接件22伸出于圆筒形侧壁11的顶部并可焊接至顶盖12,方便操作,而且可以根据需要控制连接件22和顶盖12连接的面积,可减少连接件22与顶盖12之间的内阻,并增加连接件22的过流能力,提高圆柱电池100的使用寿命。
55.以上已详细描述了本发明的较佳实施例,但应理解到,在阅读了本发明的上述讲授内容之后,本领域技术人员可以对本发明作各种改动或修改。这些等价形式同样落于本技术所附权利要求书所限定的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。