技术特征:
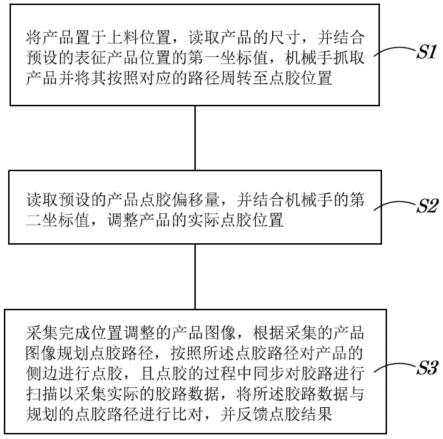
1.一种侧边点胶方法,其特征在于,所述侧边点胶方法包括如下步骤:s1、将产品置于上料位置,读取产品的尺寸,并结合预设的表征产品位置的第一坐标值,机械手抓取产品并将其按照对应的路径周转至点胶位置;s2、读取预设的产品点胶偏移量,并结合机械手的第二坐标值,调整产品的实际点胶位置;s3、采集完成位置调整的产品图像,根据采集的产品图像规划点胶路径,按照所述点胶路径对产品的侧边进行点胶,且点胶的过程中同步对胶路进行扫描以采集实际的胶路数据,将所述胶路数据与规划的点胶路径进行比对,并反馈点胶结果。2.根据权利要求1所述的侧边点胶方法,其特征在于,所述步骤s1还包括:以产品上的基准点和/或基准边为参照,对上料位置上的产品进行定位。3.根据权利要求1所述的侧边点胶方法,其特征在于,所述第一坐标值被表达为:(x1,y1,z1,u1,v1,w1);其中,x1为x轴坐标值;y1为y轴坐标值;z1为z轴坐标值;u1为产品相对x、y平面坐标系的角度,v1为产品相对x、z平面坐标系的角度,w1为产品相对y、z坐标系的角度。4.根据权利要求2所述的侧边点胶方法,其特征在于,当产品连续上料时,所述步骤s1包括:对比当前上料产品的尺寸与上一个上料产品的尺寸,当二者尺寸不一致时,则当前上料产品所在位置的坐标值被表达为:(x1-(a1-a2)/2,y1-(b1-b2)/2,z1,u1,v1,w1);其中,a1为上一个上料产品的长度,a2为当前上料产品的长度,b1为上一个上料产品的宽度,b2为当前上料产品的宽度;x1为x轴坐标值;y1为y轴坐标值;z1为z轴坐标值;u1为产品相对x、y平面坐标系的角度,v1为产品相对x、z平面坐标系的角度,w1为产品相对y、z坐标系的角度。5.根据权利要求1所述的侧边点胶方法,其特征在于,所述第二坐标值被表达为:(x2,y2,z2,u2,v2,w2);其中,x2为x轴坐标值;y2为y轴坐标值;z2为z轴坐标值;u2为产品相对x、y平面坐标系的角度,v2为产品相对x、z平面坐标系的角度,w2为产品相对y、z坐标系的角度。6.根据权利要求1所述的侧边点胶方法,其特征在于,当产品连续上料时,所述步骤s2包括:对比当前点胶产品的尺寸与上一个点胶产品的尺寸,当二者尺寸不一致时,则当前点胶产品所在位置的坐标值被表达为:(x2-(a1-a2)/2,y2-b1*sin(v2) b2*sin(v2),z2-b1*cos(v2) b2*cos(v2),u2,v2,w2);其中,a1为上一个点胶产品的长度,a2为当前点胶产品的长度,b1为上一个上料产品的宽度,b2为当前上料产品的宽度;x2为x轴坐标值;y2为y轴坐标值;z2为z轴坐标值;u2为产品相对x、y平面坐标系的角度,v2为产品相对x、z平面坐标系的角度,w2为产品相对y、z坐标系的角度。7.根据权利要求1所述的侧边点胶方法,其特征在于,根据采集的产品图像规划点胶路径包括:将采集的产品点胶区域数据的中心位置作为点胶路径。
8.根据权利要求7所述的侧边点胶方法,其特征在于,所述偏移量表征产品需求的点胶路径与中心点胶路径之间的差值,此时通过偏移量辅助算法对点胶路径进行规划。9.根据权利要求1所述的侧边点胶方法,其特征在于,所述步骤s3中,通过扫描相机采集产品图像,通过点胶头进行产品点胶,且所述扫描相机的激光中心与所述点胶头中心所在直线,均平行于点胶运动的方向;在执行点胶方向上,所述扫描相机的位置始终位于所述点胶头的后方;且点胶结束后,所述扫描相机仍行进一段路径,该路径不小于所述点胶头与扫描相机的间距。10.根据权利要求1所述的侧边点胶方法,其特征在于,当置换点胶头时,所述步骤s3还包括对点胶头的点胶高度进行校准的步骤:设置一接触传感器;将扫描相机移动至接触传感器的上方,且保持扫描相机处于工作高度,此时扫描相机的z轴坐标为z3;扫描相机测得接触传感器的高度数据h1;将点胶头移动至接触传感器的上方,并使得点胶头下降至与所述接触传感器的上表面接触,接触传感器测得点胶头的z轴坐标为z4;得到扫描相机与点胶头之间的高度差为z
′
=z4-z3-h1;基于所述高度差,所述点胶高度z6=z5 z
′
,其中,z5为扫描相机测得的产品高度。
技术总结
本发明提供一种侧边点胶方法,其包括如下步骤:S1、将产品置于上料位置,读取产品的尺寸,并结合预设的表征产品位置的第一坐标值,机械手抓取产品并将其按照对应的路径周转至点胶位置;S2、读取预设的产品点胶偏移量,并结合机械手的第二坐标值,调整产品的实际点胶位置;S3、采集完成调整产品的图像,根据采集的产品图像规划点胶路径,按照点胶路径对产品进行点胶并同步扫描,将实际胶路数据与规划的点胶路径进行比对,并反馈点胶结果。本发明在对产品进行侧边点胶的同时,同步对胶路进行扫描的方式,提高了整体的生产效率。无需等待点胶完成才进行胶路扫描的步骤,不占用额外的扫描检测时间,且无需另行设置检测工位。且无需另行设置检测工位。且无需另行设置检测工位。
技术研发人员:孙洋 李颖 殷强
受保护的技术使用者:飓蜂科技(苏州)有限公司
技术研发日:2022.03.25
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。