1.本实用新型属于检测设备技术领域,具体涉及一种硬币类产品表面质量检测系统。
背景技术:
2.据了解,现有的硬币自动检测装置一般是采用正、背面分开检测的方式进行检测,工作效率低,外廊尺寸大,往往需要配备结构复杂的翻面机构,容易出现故障。针对以上问题,专利cn101339144b提供一种硬币双面自动检测装置,采用平行光源配合正面和背面反光镜,对经过成像窄缝处的硬币进行成像,被线阵相机摄取,输送到图像处理系统中,实现硬币双面的同时自动检测。然而,现有的硬币自动检测装置,其传输或翻面过程中硬币会出现机械损伤或其它缺陷,而贵金属精制币具有明确纪念主题和精美图案,主要用作收藏,可视的表面损伤会降低其商业价值。
3.同时,对于贵金属精制币表面质量检测,其检测要求和级别更高,至今尚未见针对精制币的检测的装置。
技术实现要素:
4.本实用新型的目的在于:针对现有技术存在的缺陷,提出一种硬币类产品的表面质量检测系统,其设备自动化程度高、运行可靠、检测精准,能够完成硬币类产品无损传输,避免检测过程中对硬币造成二次损伤。
5.为了达到以上目的,本实用新型提供了一种硬币类产品的表面质量检测系统,包括环形轨道输送部件以及依次沿环形轨道输送部件设置的进料队列输送部件、正反面视觉检测部件一、凸轮翻板翻面部件、正反面视觉检测部件二和出料分拣输送部件;所述凸轮翻板翻面部件包括凸轮板、从动轴承和翻面机构,所述从动轴承的外圈可与凸轮板的外凸曲面形成配合,所述从动轴承安装在翻面机构的翻板上并可带动所述翻面机构的翻板转动,所述翻面机构设置在环形轨道输送部件的运载小车上。
6.本实用新型提供一种针对硬币的表面质量检测和造币质量统计分析的专用设备,集硬币类成品产品队列输送、正面表面质量检测、产品逐一翻面、反面表面质量检测、产品好坏分拣、产品队列输出等功能于一体。采用本实用新型的系统,除了能够检测流通币、纪念币、金银币外,还能检测要求和级别更高的贵金属精制硬币。
7.本实用新型进一步细化的技术方案如下:
8.优选地,所述环形轨道输送部件包括安装在机架上的环形轨道,在所述环形轨道上设有一组可沿环形轨道作往复运动的运载小车,所述运载小车由驱动电机驱动运行,在所述运载小车上设有翻面机构。
9.这样,在驱动电机的驱动下,运载小车可带着翻面机构沿环形轨道运动。
10.优选地,所述驱动电机的输出端与主动轮连接,所述主动轮通过环形输送带与从动轮相连,在所述环形输送带的外侧设有一组分布均匀的t形连接块,所述t 形连接块与运
载小车相连,以带动运载小车沿环形轨道运动。
11.上述结构中,驱动电机通过主动轮、从动轮与环形输送带连接,驱动环形输送带运动,环形输送带通过t形连接块带动运载小车运行。
12.优选地,所述翻面机构由左翻板和右翻板组成,所述左翻板与右翻板转动连接,并且所述左翻板、右翻板之一上设有从动轴,所述从动轴承套在从动轴上并可绕从动轴旋转。
13.本实用新型采用凸轮结构的机械原理实现硬币翻面,本实用新型通过凸轮板、从动轴承、运载小车三者的相互配合,用于对运动到凸轮板处的翻面机构进行翻面,从而对硬币进行精确、无损的翻面。上述的运载小车,将翻面机构运送至凸轮板位置并带着翻面机构继续向前移动,使得连接在翻面机构翻板上的从动轴承沿凸轮板轮廓线移动,进而带着翻板翻转,实现硬币翻面。
14.优选地,所述凸轮板安装在位于环形轨道外侧的高度调节机构上,由高度调节机构对凸轮板的安装高度进行调节。所述高度调节机构包括立柱、滑块、弹簧和调节板,所述调节板、弹簧、滑块、限位螺母从下至上依次套在立柱上,所述滑块与凸轮板连接,并且所述滑块、调节板均与立柱滑动连接。
15.采用上述结构的高度调节机构可实现凸轮板安装高度的调节,具体是通过调整调节板的位置,来调节弹簧和滑块的安装位置,进而实现凸轮板安装高度调节。凸轮板的安装高度以翻板翻转90
°
时从动轴承与凸轮板最高点相切为高度基准。在翻板翻转过程中,弹簧用来形成弹性支撑,起吸收能量和释放能量的作用。从动轴承通过凸轮板的弹簧位置时压迫弹簧,弹簧通过吸收能量可避免刚性冲击,从动轴承离开凸轮板的弹簧位置后,弹簧通过释放能量可转换为右翻板转动的动能。
16.优选地,所述限位螺母上设有挡杆,用来复位翻板。
17.优选地,所述进料队列输送部件包括第一进料输送皮带机和第二进料输送皮带机,第一进料输送皮带机作为设备进料口与前端设备衔接用来进料,第二进料输送皮带机与环形轨道输送部件衔接,在所述第一进料输送皮带机与第二进料输送皮带机之间设有双面自动检测装置,双面自动检测装置用来检测输送的硬币是否是转模合格品,若是转模不合格品直接剔除硬币,若是转模合格品则继续输送到第二进料输送皮带机;在所述第二进料输送皮带机上设有硬币队列输出装置。
18.优选地,所述双面自动检测装置包括用来承载硬币的检测板、相对于检测板上下对称分布的两组环形光源以及与图像处理系统连接的两组相机,检测板设置在第一进料输送皮带机的输送皮带与第二进料输送皮带机的输送皮带之间,第一进料输送皮带机的输送皮带、检测板沿硬币输送方向向下倾斜布置,以方便硬币运输;所述硬币队列输出装置包括理币条和设置在理币条尾部、用来进行硬币队列输出的组合气缸,所述理币条设置在所述第二进料输送皮带机上,所述气缸与挡板连接,气缸驱动挡板上下动作,可以使理币条出口打开或封闭。
19.优选地,所述出料分拣输送部件包括第一出料输送皮带机和第二出料输送皮带机,第一出料输送皮带机、第二出料输送皮带机作为设备出料口,第一出料输送皮带机输出合格品,第二出料输送皮带机输出不合格品,在所述第一出料输送皮带机的进口设有第一落币滑道,在所述第二出料输送皮带机的进口设有第二落币滑道,在所述第一落币滑道、第二落币滑道的进口端分别设有可转动的挡条,用来挡住检测品。
20.本实用新型的硬币传输采用无损传输设计,能够避免运输过程中精制币磨损,硬币翻面采用可靠、无损的翻面方式,自适应性更广,不仅对圆形类硬币有效,而且对多边形等其它类型的异形币具有同样的可靠性。
21.优选地,所述正反面视觉检测部件一、正反面视觉检测部件二均包括检测相机和对应的光源,所述检测相机、光源从上至下依次安装在支撑柱上,检测相机与图像处理系统连接。所述支撑柱通过支架安装在机架上。
22.本实用新型的如下:一是填补了造币行业精制币生产质量检测自动化的空白;
23.二是在硬币传输方面,不管是从输入、翻面还是到输出,都采用了最优化设计,即满足硬币传输磨损最小化的目标;
24.三是满足高精度的视觉检测要求和生产效率,其机电平台的动态精度、视觉检测内容和检测精度都是以往机检设备所达不到的。
25.总之,本实用新型的检测系统采用无损传输、翻面方式,对硬币正反面连续成像,同时对硬币类产品侧面图纹质量、正面图纹质量、层次纹理图案、隐形微缩图案等参数进行检测。
附图说明
26.下面结合附图对本实用新型作进一步的说明。
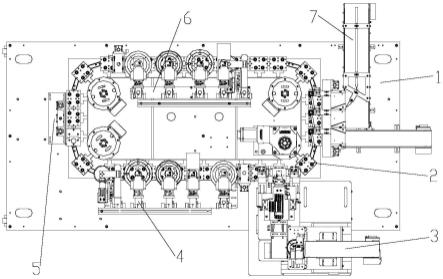
27.图1为本实用新型的俯视图;图2为本实用新型的仰视图;图3为本实用新型的主视图;图4为本实用新型的后视图;图5为本实用新型的左视图;图6为本实用新型的右视图。
28.图7为本实用新型中机架的结构示意图。
29.图8为本实用新型中正反面视觉检测部件的结构示意图。
30.图9为本实用新型中环形轨道输送部件的结构示意图;图10为本实用新型中环形轨道输送部件的俯视图;图11为本实用新型中环形轨道输送部件的主视图;图12为本实用新型中左视图;图13为图11的a-a剖视图。
31.图14为本实用新型中进料队列输送部件的结构示意图;图15为图14的俯视图;图16为图14的后视图;图17为图14的右视图。
32.图18为本实用新型中出料分拣输送部件的结构示意图;图19为图18的俯视图;图20为图18的主视图;图21为图18的右视图。
33.图22为本实用新型中凸轮翻板翻面部件的结构示意图;图23为图22的主视图;图24为图22的后视图;图25为图22的俯视图;图26为图22的侧视图。
34.图27为本实用新型中凸轮板轮廓线的示意图。
35.图28为本实用新型中翻板转角的x-θ曲线图。
36.图中:1.机架,101.矩形框架,102.安装面板,103.支撑腿,104.脚轮,2. 环形轨道输送部件,201.环形轨道,202.运载小车,203.驱动电机,204.主动轮,205.环形输送带,206.从动轮,207.t形连接块,208.基板,3.进料队列输送部件,301.第一进料输送皮带机,302.第二进料输送皮带机,303.检测板,304. 环形光源,305.自动检测电机,306.理币条,307.组合气缸,4.正面视觉检测部,5.凸轮翻板翻面部件,501.凸轮板,502.从动轴承,503.从动轴,504.硬币,505.右翻板,506.左翻板,507.挡杆,508.立柱,509.限位螺母,510.滑块,511.弹簧,512.调节板,513.底座,514.底板,515.支撑柱,6.反面视觉检测部,7.出料分
拣输送部件,701.第一出料输送皮带机,702.第二出料输送皮带机,703.第一落币滑道,704.第二落币滑道,705.第一旋转气缸,706.第二旋转气缸,707.第一挡条,708.第二挡条,8.侧面检测相机,9.侧面检测光源,10.平面检测相机,11.平面检测光源,12.层次纹理检测相机,13.层次纹理检测光源,14.隐形微缩检测相机,15.隐形微缩检测光源,16.表面色差检测相机,17.表面色差检测光源。
具体实施方式
37.实施例一
38.如图1至图6所述,一种硬币类产品的表面质量检测系统,包括机架1以及设置在机架1上的环形轨道输送部件2、进料队列输送部件3、正面视觉检测部件 4、凸轮翻板翻面部件5、反面视觉检测部6和出料分拣输送部件7,进料队列输送部件3、正面视觉检测部4、凸轮翻板翻面部件5、反面视觉检测部6、出料分拣输送部件7沿环形轨道输送部件2的输送方向依次布置。
39.如图7所示,机架1包括矩形框架101、安装面板102、支撑腿103和脚轮 104,安装面板102采用铝板,用来安装环形轨道输送部件2、进料队列输送部件 3、正面视觉检测部件4、凸轮翻板翻面部件5、反面视觉检测部件6和出料分拣输送部件7,脚轮104安装在巨型框架101的底部,方便机器移动。
40.如图8所示,正面视觉检测部件4、反面视觉检测部件6的结构相同,均包括侧面检测组件、平面检测组件、层次纹理检测组件、隐形微缩检测组件和表面色差检测组件,侧面检测组件由侧面检测相机8和对应的侧面检测光源9组成,平面检测组件由平面检测相机10和对应的平面检测光源11组成,层次纹理检测组件由层次纹理检测相机12和对应的层次纹理检测光源13组成,隐形微缩检测组件由隐形微缩检测相机14和对应的隐形微缩检测光源15组成,表面色差检测组件由表面色差检测相机16和对应的表面色差检测光源17组成。每个组件的检测相机、光源从上至下依次安装在一根支撑柱上,支撑柱通过支架安装在机架1 上,上述的检测相机为面阵相机,用来采集图像信息,可与图像处理系统连接。正面视觉检测部件4、反面视觉检测部件6工作时,通过相机与对应的光源配合,依次对经过的硬币正面、反面进行侧面检测、平面检测、层次纹理检测、隐形微缩检测、表面色差检测,并将采集的数据信息输送至上位机的图像处理系统,进行图像处理,上位机判断处理后的图像是否符合预设要求,若符合预设要求则说明带检测品合格,否则说明不合格,然后根据检测结果控制出料分拣输送部件7 的动作。
41.如图9至图13所示,环形轨道输送部件2包括安装在机架1上的基板208以及安装在基板208上的环形轨道201,在环形轨道201上设有一组可沿环形轨道 201作往复运动的运载小车202,运载小车202由安装在基板208上的驱动电机 203驱动运行。驱动电机203的输出端与主动轮204连接,主动轮204通过布置在环形轨道201内侧的环形输送带205与三个安装在基板208上的从动轮206相连,在环形输送带205的外侧设有一组分布均匀的t形连接块207,t形连接块 207与运载小车202相连,以带动运载小车202沿环形轨道201运动。驱动电机 203工作时带动主动轮204旋转,主动轮204通过环形输送带205驱动从动轮206 旋转,环形输送带205在旋转时通过t形连接块207带动运载小车202沿环形轨道201移动。环形轨道201上依次设有进料工位、正面视觉检测工位、翻面工位、反面视觉检测工位和出料工位,进
料队列输送部件3安装在进料工位,正面视觉检测部件4安装在正面视觉检测工位,凸轮翻板翻面部件5安装在翻面工位,反面视觉检测部件6安装在反面视觉检测工位,出料分拣输送部件7安装在出料工位。
42.如图14至图17所示,进料队列输送部件3包括第一进料输送皮带机301和第二进料输送皮带机302,第一进料输送皮带机301作为设备进料口与前端设备衔接用来进料,第二进料输送皮带机302与环形轨道输送部件2衔接。其中,第一进料输送皮带机301的输送皮带与第二进料输送皮带机302的输送皮带呈l形布置,在第一进料输送皮带机301与第二进料输送皮带机302之间设有双面检测工位和硬币队列输出工位,该双面检测工位设有双面自动检测装置。双面自动检测装置用来检测输送的硬币是否是转模合格品,若是转模不合格品则直接通过剔币机构剔除硬币,若是转模合格品则继续输送到第二进料输送皮带机302。在第二进料输送皮带机302的输送皮带上设有硬币队列输出工位,该硬币队列输出工位设有硬币队列输出装置。双面自动检测装置包括用来承载硬币的检测板303、相对于检测板303上下对称分布的两组环形光源304以及与图像处理系统连接的两组自动检测相机305(采用面阵相机),检测板303为可拍照的透明板或者在检测板 303上设有用来拍照的窗口。检测板303设置在第一进料输送皮带机301的输送皮带与第二进料输送皮带机302的输送皮带之间,第一进料输送皮带机301的输送皮带、检测板303沿硬币输送方向向下倾斜布置,以方便硬币运输。硬币队列输出装置包括两根理币条306和设置在理币条306尾部、用来进行硬币队列输出的组合气缸307,两根理币条306设置在第二进料输送皮带机302的输送皮带上并且二者之间形成硬币通道,组合气缸307与截面为l形的挡板连接,组合气缸307 驱动挡板上下动作,可以使理币条306出口打开或封闭。进料队列输送部件3工作时,硬币从前端设备一枚枚排列进入第一进料输送皮带机301,第一进料输送皮带机301将硬币输送至检测板303,对硬币进行双面检测,检测合格的产品进入第二进料输送皮带即302,由理币条306进行理币,使得硬币呈队列式排布,组合气缸307动作控制理币条306通道出口的开闭,使得硬币一枚一枚队列式输出到设备进料口的运载小车202上。
43.如图18至图21所示,出料分拣输送部件7包括第一出料输送皮带机701和第二出料输送皮带机702,第一出料输送皮带机701、第二出料输送皮带机702均作为设备出料口,其中第一出料输送皮带机701输出合格品,第二出料输送皮带机702输出不合格品,第一出料输送皮带机的输送皮带701与第二出料输送皮带机702的输送皮带呈l形布置。在第一出料输送皮带机701的进口设有第一落币滑道703,在第二出料输送皮带机702的进口设有两个第二落币滑道704,第二出料输送皮带机702的输送皮带上设有一根理币条,将输送皮带分割为两条输币通道,第一落币滑道703、第二落币滑道704并排设置在环形轨道201的出料工位。在第一落币滑道703的进口端分别设有第一旋转气缸705,第二落币滑道704的进口端设有第二旋转气缸706,第一旋转气缸705的法兰端安装可转动的第一挡条 707,第二旋转气缸706的法兰端安装可转动的第二挡条708,第一挡条707、第二挡条708均用来挡住检测品,旋转气缸动作可带着挡条转动,实现落币滑道入口的打开和封闭。当合格品输送至出料分拣输送部件7位置时,第二挡条708挡住第二落币滑道704的入口,第一旋转气缸705动作以带动第一挡条707转动,使得第一落币滑道703的入口打开,合格品通过第一落币滑道703进入第一出料输送皮带机701进行出料,然后第一旋转气缸705再次动作使第一挡条707回复原位挡住第一落币滑道703的入口。当不合格品输送至出料分拣输送部件7位置时,第二旋
转气缸706动作以带动第二挡条708转动,使得第二落币滑道704的入口打开,不合格品通过第二落币滑道704进入第二出料输送皮带机702,将不合格币输送到废币箱,第二旋转气缸706再次动作使第二挡条708回复原位挡住第二落币滑道704的入口。
44.如图22至图26所示,凸轮翻板翻面部件5包括凸轮板501、从动轴承502、翻面机构和高度调节机构,凸轮板501的上端具有一外凸曲面,从动轴承502连接翻面机构的右翻板505,并且从动轴承502的外圈可与凸轮板501的外凸曲面形成配合。翻面机构设置在可沿环形轨道201运动的运载小车202上并可随运载小车202移动,凸轮板501和高度调节机构安装在一起后设置在环形轨道模组的硬币翻面工位处。其中,翻面机构由左翻板506和右翻板505组成,左翻板506与右翻板505之间通过转轴转动连接,右翻板505的外侧设有从动轴503,从动轴承 502套在从动轴503上并可绕从动轴503旋转。
45.在左翻板506的一侧设有开有凹槽,右翻板505的一侧具有与凹槽相配合的突起部,右翻板505的凸起部制有横向贯穿的穿孔,转轴与该穿孔过盈配合,在左翻板506的凹槽两侧壁上制有与转轴端部间隙配合的轴孔,转轴穿过凸起部的穿孔后安装在凹槽的轴孔内并可在轴孔内转动,这就使得右翻板505的凸起部通过转轴与左翻板506的凹槽两侧枢接,在左翻板506的凹槽内还设有用来防止硬币504 滑落的限位台阶。在左翻板506、右翻板505的表面均设有一层橡胶垫,能够增加硬币504的接触摩擦力,防止硬币504翻面后滑出左翻板506。翻转装置工作时,运载小车202沿环形轨道201运动,将翻面机构运输到环形轨道模组的硬币翻面工位,在运载小车202的驱动下,连接在右翻板505上的从动轴承502沿凸轮板501的外凸曲面移动,使得从动轴承502在凸轮板501的外凸曲面上移动时右翻板 505在凸轮板501的外廓线作用下绕着转轴中心转动,带动放置在右翻板505上的硬币504随之转动,实现了硬币504正反面翻转至左翻板506上,完成硬币504 翻面动作。
46.凸轮板501安装在高度调节机构上,由高度调节机构对凸轮板501的安装高度进行调节。高度调节机构分为左、右两部分,每一部分均包括立柱508和从上至下依次套在立柱508上的限位固定块509、滑块510、弹簧511、调节板512和底座513。滑块510与凸轮板501固定连接并且滑块510与立柱508滑动连接,滑块510可沿立柱508上下移动,通过滑块510带着凸轮板501沿立柱508上下移动能够调节凸轮板501的安装位置。滑块510下方设置弹簧511,弹簧511用来形成弹性支撑,起吸收和释放能量的作用,不仅能够避免刚性冲击,还能为右翻板 505转动提供动能。位于左侧高度调节机构上的限位固定块509上设有档杆507,用来阻拦翻转后的右翻板505,使其到此位置时复位。通常,左侧高度调节机构的限位固定块509与滑块510之间具有一定的距离,该限位固定块509用来安装挡板507;右侧高度调节机构的限位固定块509与滑块510之间不存在间隙,该限位固定块509直接与滑块510的上表面抵触,用来限定滑块510的位置。调节板512 为长方形板,其左右两侧分别制有可与立柱508下部相配合的通孔,中间制有可与调节柱515相配合的通孔,立柱508、调节柱515分别穿过调节板512上的通孔后安装在底座513中。其中,立柱508、调节柱515的下端与底座513固定连接,调节板512与立柱508通过转动调节柱515形成上下可滑动连接,调节柱515的上部具有外螺纹,使得调节板512与调节柱515螺纹连接,方便调节板512旋至调节柱515的适当位置后固定,转动调节柱515可控制调节板512的安装位置,进而实现滑块510向下微调,使得右翻板505的运行转角大于95
°
,保证硬币 504能顺利完成翻面动作。调节板512与立柱508滑动连接,旋转调节柱515能够上下移动调节板512使其沿立柱508、调节柱515上下移动以达
到合适位置,进而通过调节板512调节滑块510的安装高度,最终达到调节凸轮板501安装高度的目的。底座513安装在底板514上,底板514安装在硬币类产品表面质量检测系统的机架1上。
47.硬币翻面工位的长度(即左、右翻板的宽度之和)记为l,l=300,翻板转动半径记为r,r=40,从动轴承2的直径记为d,d=8,翻板水平方向移动范围记为 x,x取值[-150,150],上述单位均为mm。凸轮板501的最高点和最低点的垂直距离不小于右翻板505的转动半径,即凸轮板501的高度h(即凸轮板最高点与最低点之间的垂直距离)需要满足以下约束条件:
[0048][0049]
一般紧凑设计取值h=40。
[0050]
凸轮板外凸曲面的轮廓线由左右对称的升程轮廓线和回程轮廓线构成,这样使得右翻板均匀线性受力。如图27所示,升程轮廓线需要满足以下约束条件:
[0051][0052]
回程轮廓线需要满足以下约束条件:
[0053][0054]
凸轮板轮廓线满足公式f(x),一方面在低速轻载的工况下,满足结构设计的要求,即要求在300mm行程范围内完成硬币504的翻面;另一方面可保证右翻板505 实现等速运动,以防止速度波动对硬币位置的影响;凸轮板501的高度设计公式是为了满足右翻板505的翻转角度范围能够包含0~90
°
。同时,使凸轮板501最高点与最低点的垂直距离不小于右翻板505的转动半径,且右翻板505实现等速运动规律,进而使设置在右翻板505上的硬币504能够成功翻面,且翻面后硬币位置符合预设要求,不会滑出左翻板506。凸轮板501的安装高度可通过升降调节机构实现上下高度调节,凸轮板501的安装高度可在0.5~1mm范围内向下微调,导致右翻板505的运行转角大于95
°
,保证硬币504能顺利完成翻面动作。
[0055]
另外,凸轮板501的安装高度需要满足以下条件:右翻板505翻转90
°
时从动轴承502与凸轮板最高点相切为高度基准,在此基础上凸轮板501的安装高度可通过调节柱515进行微调,旋转调节柱515上下移动调节板512使其沿立柱 508、调节柱515上下移动达到合适位置,即可通过调节板512调节滑块510的安装高度,进而调节凸轮板501的安装高度,为减小载荷突变引起的震动,在基准高度的基础上向下微调0.5~1mm,使得右翻板505的运行转角大于95
°
,能确保硬币504成功翻面,且不会滑出左翻板506。
[0056]
如图28所示,为了满足在设计行程300mm范围内,翻板转角能够包含0~ 90
°
的范围,即保证了翻板的工作行程。右翻板505的转动角度符合x-θ曲线,右翻板505升程时曲线需要满足以下条件:
[0057]
[0058]
右翻板505回程时曲线需要满足以下条件:
[0059][0060]
另外,回程轮廓线、升程轮廓线各由一条直线段组成,右端升程轮廓线直线段的斜率为左端回程轮廓线直线段的斜率为
[0061]
本实施例的翻面装置处于初始位置时,凸轮板501及高度调节机构固定不动,左翻板506、右翻板505安装在环形轨道201上的运载小车202上,可以随运载小车202一起移动,同时左翻板506相对固定不动,右翻板505可以随转轴中心转动,此时硬币504置于右翻板505上。运载小车202移动,左翻板506、右翻板505在运载小车202上随其一起移动,当从动轴承502接触凸轮板501的上端外凸曲面时,右翻板505随着凸轮板501轮廓曲线的规律被抬起,使之绕转轴中心转动,在凸轮板501最高点时,右翻板505转动到最大角度(大于 90
°
),硬币504跟随右翻板505转动了大于90
°
的转角,然后在重力的作用下,硬币504顺着大于90
°
转角的方向继续翻转,在惯性和重力作用下最终实现了180
°
的翻转,硬币504从右翻板505翻转180
°
到左翻板506上。当从动轴承502过凸轮板501最高点后,右翻板505继续沿凸轮板1轮廓线移动,在挡杆 507作用下随着凸轮板501的回程外廓线恢复原位。这样翻转机构绕环形轨道 201一周后重复上述流程,进行周而复始的运动循环。
[0062]
在硬币504翻面过程中,为确保硬币504翻转成功,本实施例的装置需满足以下条件:(1)翻板移动线速度不超过17m/min;(2)右翻板505的转动角度不低于95
°
(可通过调节凸轮板501的安装高度保证此转动角度);(3)硬币 504以限位台阶为转动中心转动95
°
后,在重力和惯性力的作用下继续保持转动,直至落在左翻板上停止,至此硬币完成了180
°
的翻面。
[0063]
本实用新型设计了11个视觉检测工位,每个工位所采用的相机、镜头、光源等根据检测对象和要求不同,选型也不同。
[0064]
除上述实施外,本实用新型还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。