1.本发明涉及锂电池隔膜技术领域,更具体的说是涉及一种湿法高强度锂电池隔膜及其制备方法。
背景技术:
2.隔膜是锂电池的结构中关键的内层组件之一,是一种具备高附加值的工业产品。隔膜的作用是分离回收电池的正负极,防止发生短路,同时电解液中的离子可通过隔膜形成通路。
3.隔膜的性能主要有透过率、厚度和机械强度等,这些性能将会影响电池的充放电性能以及安全性能等特性,对电池总体性能的贡献极大。
4.目前,隔膜生产行业产品湿法双向纵向拉伸隔膜强度通常在100mpa以上,横向拉伸隔膜强度在60mpa以上。但是,随着电极材料和储能技术的发展,电池正负极能量密度增加,且充电速度大幅提高,电池释放热量逐渐提升,电池受到外力发生爆炸的能量也在增大。所以,目前锂电池市场对高应力和高强度隔膜的需求逐渐升高。
5.因此,如何提供一种具有高应力和高强度的锂电池隔膜是本领域技术人员亟需解决的问题。
技术实现要素:
6.有鉴于此,本发明的目的在于提供一种湿法高强度锂电池隔膜及其制备方法,以解决现有技术中的不足。
7.为了实现上述目的,本发明采用如下技术方案:一种湿法高强度锂电池隔膜,包括以下重量份的原料:超高分子量聚烯烃21-34份和白油67-76份。
8.进一步,上述超高分子量聚烯烃的分子量为170万-200万。
9.进一步,上述白油为工业级白油。
10.采用上述进一步技术方案的有益效果在于,本发明选择工业级白油作为增塑剂,能够使得产品厚度更均匀,拉伸强度更大。
11.一种湿法高强度锂电池隔膜的制备方法,具体包括以下步骤:(1)称取按上述湿法高强度锂电池隔膜的重量份数称取超高分子量聚烯烃和白油;(2)挤出将超高分子量聚烯烃和白油进行升温,混合均匀后加入双螺杆挤出机中挤出,得到挤出料;(3)冷却成型将挤出料加入压延机中进行冷却成型,得到铸片;(4)异步横向拉伸
将铸片送入异步横向拉伸机中进行横向拉伸,得到拉伸铸片,并回收横向拉伸过程中挤出的白油;(5)异步纵向拉伸将拉伸铸片送入异步纵向拉伸机中进行纵向拉伸,得到薄膜,并回收纵向拉伸过程中挤出的白油;(6)牵引将薄膜送入牵引机冷却锟中进行冷却,然后切边收卷,得到薄膜卷;(7)萃取将薄膜卷送入萃取槽中使用二氯甲烷作为萃取液进行白油萃取,得到半成品隔膜,并将表面多余白油回收液送入萃取液液相回收系统中进行分离回收;(8)干燥将半成品隔膜通过流转加热辊,结合高温气流进行烘干,得到干燥隔膜;(9)收卷将干燥隔膜送入双位转塔式收卷机中进行收卷,即得湿法高强度锂电池隔膜。
12.进一步,上述步骤(2)中,升温至160-300℃;双螺杆挤出机的进料量为100-2000kg/h,进料过程中的熔体泵入口压力为50-80bar,挤出温度为180-260℃。
13.采用上述进一步技术方案的有益效果在于,本发明双螺杆挤出机挤出效果稳定,产品加工质量高,且具有高效的操作效率,能够使得产品结构更加均匀,加工效率更高。
14.进一步,上述步骤(3)中,压延机的膜片宽度为650-1000mm;压延机采用水循环进行热交换,且水循环的速度高于2m/s。
15.采用上述进一步技术方案的有益效果在于,本发明通过压延机对铸片快速均匀冷却控制结构晶体化,以保障铸片在后续步骤中可光滑拉伸。
16.进一步,上述步骤(4)中,异步横向拉伸机的进料宽度为650-1000mm,拉伸速度为20-70m/min,出料宽度为2800-5400mm;进一步,上述步骤(5)中,异步纵向拉伸机的进料长度为450-750mm,拉伸速度为20-70m/min,出料长度为2000-4600mm;采用上述进一步技术方案的有益效果在于,本发明将横向拉伸与纵向拉伸异步进行,在保证产品厚度均匀性的同时,能够使隔膜中粗纤维结构数更多,提升了隔膜的拉伸强度。
17.更进一步,上述横向拉伸和纵向拉伸过程中均采用烘箱加热;烘箱内的气流速度为20-30m/s,预热区温度为80-160℃,拉伸区温度为100-160℃,热定型区温度为100-160℃,冷却区温度为15-50℃。
18.进一步,上述步骤(6)中,牵引机冷却锟的表面宽度为3000-5500mm。
19.采用上述进一步技术方案的有益效果在于,本发明产品经过牵引机冷却锟时缓慢降温,从而削弱因产品薄膜冷却时收缩引起的变形带来的影响。
20.进一步,上述步骤(7)中,萃取的速度为6-60m/s,时间为2-4min;萃取液液相回收系统中白油和二氯甲烷的重量比为(16-25):(75-84);分离回收的具体操作为:将含有白油的二氯甲烷萃取液送入汽提塔,塔顶蒸出气相二氯甲烷,塔底出液相白油,将部分液相白油从塔顶送回汽提塔中,多次精制分离后白油的纯度为99%以上,二氯甲烷的纯度为99%以上。
21.采用上述进一步技术方案的有益效果在于,本发明萃取过程使得白油能够重复利用,在降低产品制造成本的同时,响应国家低碳排放理念。
22.进一步,上述步骤(8)中,加热辊的供热方式为热油加热,风机风量大于5000m3/h。
23.进一步,上述步骤(9)中,收卷的膜宽为3000-5000mm,膜长为2000-5000m,张力为3-8n/m。
24.经由上述的技术方案可知,与现有技术相比,本发明的有益效果如下:1、目前在已公开的生产锂电池隔膜的制备方法中,热拉伸过程均采用同步拉伸法,即经同步的纵向和横向工艺将初生膜拉展;而本发明采用新的方法
‑‑‑
异步拉伸机,且明确了两种拉伸过程的先后顺序和拉伸比例。本发明采用的热拉伸方法能够增加大分子链段的取向度,提高分子链的结晶度,同时使隔膜中粗纤维结构数更多,提升了隔膜的拉伸强度,并保证了厚度的均一性。
25.2、本发明将超高分子量聚烯烃和白油混合均匀后,用湿法异步的双向拉伸工艺分别实现了横向拉伸和纵向拉伸,然后萃取,再进行干燥和热定型。由本发明制得的锂电池隔膜强度高,厚度低,符合目前市场需求和未来发展;且热收缩低,增加了电池安全性,延长了电池寿命。
26.具体实施方式
27.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例1湿法高强度锂电池隔膜,包括以下重量的原料:分子量为170万的超高分子量聚烯烃30kg和工业级白油70kg;上述湿法高强度锂电池隔膜的制备方法,具体包括以下步骤:(1)称取称取30kg分子量为170万的超高分子量聚烯烃和70kg工业级白油;(2)挤出将超高分子量聚烯烃和工业级白油升温至200℃,混合均匀后以1000kg/h的进料量加入双螺杆挤出机中,进料过程中的熔体泵入口压力为60bar,在180℃的温度下挤出,得到挤出料;(3)冷却成型将挤出料加入膜片宽度为800mm的压延机中进行冷却成型,压延机采用速度为3m/s的高速水循环进行快速热交换,得到宽度为800mm的铸片;(4)异步横向拉伸将宽度为800mm的铸片送入异步横向拉伸机中以40m/min的速度进行横向拉伸至4倍宽度,得到宽度为3200mm的拉伸铸片,并回收横向拉伸过程中挤出的白油;其中,横向拉伸过程中均采用烘箱加热;烘箱内的气流速度为20m/s,预热区温度
为100℃,拉伸区温度为120℃,热定型区温度为120℃,冷却区温度为25℃;(5)异步纵向拉伸将长度为500mm的拉伸铸片送入异步纵向拉伸机中以40m/min的速度进行纵向拉伸至5倍长度,得到长度为2500mm的薄膜,并回收纵向拉伸过程中挤出的白油;其中,纵向拉伸过程中均采用烘箱加热;烘箱内的气流速度为20m/s,预热区温度为100℃,拉伸区温度为120℃,热定型区温度为120℃,冷却区温度为25℃;(6)牵引将薄膜送入表面宽度为3200mm的牵引机冷却锟中进行冷却,然后切边收卷,得到薄膜卷;(7)萃取将薄膜卷送入萃取槽中,使用二氯甲烷作为萃取液,以7m/s的速度萃取白油2min,得到半成品隔膜,并将表面多余白油回收液送入萃取液液相回收系统中,白油和二氯甲烷的重量比为20:80,将含有白油的二氯甲烷萃取液送入汽提塔,塔顶蒸出气相二氯甲烷,塔底出液相白油,将部分液相白油从塔顶送回汽提塔中,多次精制分离后白油的纯度为99%以上,二氯甲烷的纯度为99%以上;(8)干燥将半成品隔膜通过流转加热辊,加热辊的供热方式为热油加热,风机风量为6000m3/h,结合高温气流进行烘干,得到干燥隔膜;(9)收卷将膜宽为3200mm、膜长为2500m的干燥隔膜送入收卷张力为5n/m的双位转塔式收卷机中进行收卷,即得湿法高强度锂电池隔膜,并通过装载台车进行装卸。
29.实施例2湿法高强度锂电池隔膜,包括以下重量的原料:分子量为170万的超高分子量聚烯烃21kg和工业级白油76kg;上述湿法高强度锂电池隔膜的制备方法,具体包括以下步骤:(1)称取称取21kg分子量为170万的超高分子量聚烯烃和76kg工业级白油;(2)挤出将超高分子量聚烯烃和工业级白油升温至160℃,混合均匀后以100kg/h的进料量加入双螺杆挤出机中,进料过程中的熔体泵入口压力为50bar,在180℃的温度下挤出,得到挤出料;(3)冷却成型将挤出料加入膜片宽度为650mm的压延机中进行冷却成型,压延机采用速度高于2m/s的高速水循环进行快速热交换,得到宽度为650mm的铸片;(4)异步横向拉伸将宽度为650mm的铸片送入异步横向拉伸机中以20m/min的速度进行横向拉伸至5倍宽度,得到宽度为3250mm的拉伸铸片,并回收横向拉伸过程中挤出的白油;其中,横向拉伸过程中均采用烘箱加热;烘箱内的气流速度为20m/s,预热区温度为80℃,拉伸区温度为100℃,热定型区温度为100℃,冷却区温度为15℃;
(5)异步纵向拉伸将长度为450mm的拉伸铸片送入异步纵向拉伸机中以20m/min的速度进行纵向拉伸至5倍长度,得到长度为2250mm的薄膜,并回收纵向拉伸过程中挤出的白油;其中,纵向拉伸过程中均采用烘箱加热;烘箱内的气流速度为20m/s,预热区温度为80℃,拉伸区温度为100℃,热定型区温度为100℃,冷却区温度为15℃;(6)牵引将薄膜送入表面宽度为3250mm的牵引机冷却锟中进行冷却,然后切边收卷,得到薄膜卷;(7)萃取将薄膜卷送入萃取槽中,使用二氯甲烷作为萃取液,以6m/s的速度萃取白油2min,得到半成品隔膜,并将表面多余白油回收液送入萃取液液相回收系统中,白油和二氯甲烷的重量比为16:84,将含有白油的二氯甲烷萃取液送入汽提塔,塔顶蒸出气相二氯甲烷,塔底出液相白油,将部分液相白油从塔顶送回汽提塔中,多次精制分离后白油的纯度为99%以上,二氯甲烷的纯度为99%以上;(8)干燥将半成品隔膜通过流转加热辊,加热辊的供热方式为热油加热,风机风量为6000m3/h,结合高温气流进行烘干,得到干燥隔膜;(9)收卷将干燥隔膜送入双位转塔式收卷机中进行收卷,收卷的膜宽为3250mm,膜长为2250m,张力为3n/m,即得湿法高强度锂电池隔膜,并通过装载台车进行装卸。
30.实施例3湿法高强度锂电池隔膜,包括以下重量的原料:分子量为200万的超高分子量聚烯烃34kg和工业级白油67kg;上述湿法高强度锂电池隔膜的制备方法,具体包括以下步骤:(1)称取按上述重量称取34kg分子量为200万的超高分子量聚烯烃和67kg工业级白油;(2)挤出将超高分子量聚烯烃和工业级白油升温至300℃,混合均匀后以2000kg/h的进料量加入双螺杆挤出机中,进料过程中的熔体泵入口压力为80bar,在260℃的温度下挤出,得到挤出料;(3)冷却成型将挤出料加入膜片宽度为1000mm的压延机中进行冷却成型,压延机采用速度为3m/s的高速水循环进行快速热交换,得到宽度为1000mm的铸片;(4)异步横向拉伸将宽度为1000mm的铸片送入异步横向拉伸机中以70m/min的速度进行横向拉伸至5倍宽度,得到宽度为5000mm的拉伸铸片,并回收横向拉伸过程中挤出的白油;其中,横向拉伸过程中均采用烘箱加热;烘箱内的气流速度为30m/s,预热区温度为160℃,拉伸区温度为160℃,热定型区温度为160℃,冷却区温度为50℃;(5)异步纵向拉伸
将长度为750mm的拉伸铸片送入异步纵向拉伸机中以70m/min的速度进行纵向拉伸至6倍长度,得到长度为4500mm的薄膜,并回收纵向拉伸过程中挤出的白油;其中,纵向拉伸过程中均采用烘箱加热;烘箱内的气流速度为30m/s,预热区温度为160℃,拉伸区温度为160℃,热定型区温度为160℃,冷却区温度为50℃;(6)牵引将薄膜送入表面宽度为5000mm的牵引机冷却锟中进行冷却,然后切边收卷,得到薄膜卷;(7)萃取将薄膜卷送入萃取槽中,使用二氯甲烷作为萃取液,以60m/s的速度萃取白油4min,得到半成品隔膜,并将表面多余白油回收液送入萃取液液相回收系统中,白油和二氯甲烷的重量比为25:75,将含有白油的二氯甲烷萃取液送入汽提塔,塔顶蒸出气相二氯甲烷,塔底出液相白油,将部分液相白油从塔顶送回汽提塔中,多次精制分离后白油的纯度为99%以上,二氯甲烷的纯度为99%以上;(8)干燥将半成品隔膜通过流转加热辊,加热辊的供热方式为热油加热,风机风量为6000m3/h,结合高温气流进行烘干,得到干燥隔膜;(9)收卷将干燥隔膜送入双位转塔式收卷机中进行收卷,收卷的膜宽为5000mm,膜长为4500m,张力为8n/m,即得湿法高强度锂电池隔膜,并通过装载台车进行装卸。
31.对比例常规隔膜的制备方法,具体包括以下步骤:(1)称取按上述重量称取34kg分子量为200万的超高分子量聚烯烃和67kg工业级白油;(2)挤出将超高分子量聚烯烃和工业级白油升温至300℃,混合均匀后以2000kg/h的进料量加入双螺杆挤出机中,进料过程中的熔体泵入口压力为80bar,在260℃的温度下挤出,得到挤出料;(3)冷却成型将挤出料加入膜片宽度为1000mm的压延机中进行冷却成型,压延机采用速度为3m/s的高速水循环进行快速热交换,得到宽度为1000mm的铸片;(4)同步横纵向拉伸将宽度为1000mm、长度为750mm的铸片送入同步拉伸机中以70m/min的速度进行横向拉伸至5倍宽度,以70m/min的速度进行纵向拉伸至6倍长度,得到宽度为5000mm、长度为4500mm的拉伸薄膜,并回收横纵向拉伸过程中挤出的白油;其中,拉伸过程中均采用烘箱加热;烘箱内的气流速度为30m/s,预热区温度为160℃,拉伸区温度为160℃,热定型区温度为160℃,冷却区温度为50℃;(5)牵引将薄膜送入表面宽度为5000mm的牵引机冷却锟中进行冷却,然后切边收卷,得到薄膜卷;
(6)萃取将薄膜卷送入萃取槽中,使用二氯甲烷作为萃取液,以60m/s的速度萃取白油4min,得到半成品隔膜,并将表面多余白油回收液送入萃取液液相回收系统中,白油和二氯甲烷的重量比为25:75,将含有白油的二氯甲烷萃取液送入汽提塔,塔顶蒸出气相二氯甲烷,塔底出液相白油,将部分液相白油从塔顶送回汽提塔中,多次精制分离后白油的纯度为99%以上,二氯甲烷的纯度为99%以上;(7)干燥将半成品隔膜通过流转加热辊,加热辊的供热方式为热油加热,风机风量为6000m3/h,结合高温气流进行烘干,得到干燥隔膜;(8)收卷将干燥隔膜送入双位转塔式收卷机中进行收卷,收卷的膜宽为5000mm,膜长为4500m,张力为8n/m,即得湿法高强度锂电池隔膜,并通过装载台车进行装卸。
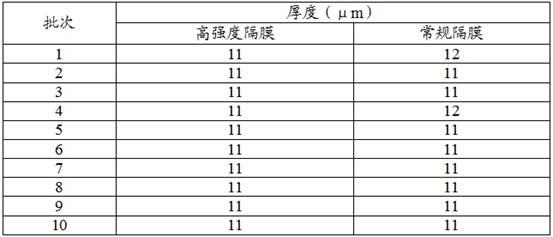
32.性能测试按照实施例3中的制备方法生产10批高强度隔膜样品,按照对比例的制备方法生产10批常规隔膜样品,分别测试其厚度、热收缩率(横向热收缩率、纵向热收缩率)和拉伸强度(纵向拉伸强度、横向拉伸强度)。
33.其中,热收缩的测量方法为:裁取尺寸为100mm*100mm的隔膜样品,在105℃的烤箱内放置2.0h,然后取出隔膜样品测量其尺寸,计算其尺寸收缩量;拉伸强度的测量方法为:按gb/t 1040.3-2006的规定进行,采用宽为(15
±
0.1)mm的2型试样,夹具间的初始距离(100
±
5)mm,试验速度为(250
±
10)mm/min。
34.结果如表1-3所示。
35.表1 高强度隔膜和常规隔膜的厚度数据表2 高强度隔膜和常规隔膜的热收缩率数据
表3 高强度隔膜和常规隔膜的强度数据由表1-3可知,本发明锂电池隔膜的性能参数为:厚度为11μm;产品在环境温度105℃持续保持2.0h后,横向热收缩率≤5.5%,纵向热收缩率≤5.5%;纵向拉伸强度≥121mpa,横向拉伸强度≥78mpa。
36.以上试验证明,由本发明制得的锂电池隔膜强度高,厚度低,符合目前市场需求和未来发展;且热收缩低,增加了电池安全性,延长了电池寿命。
37.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
