技术特征:
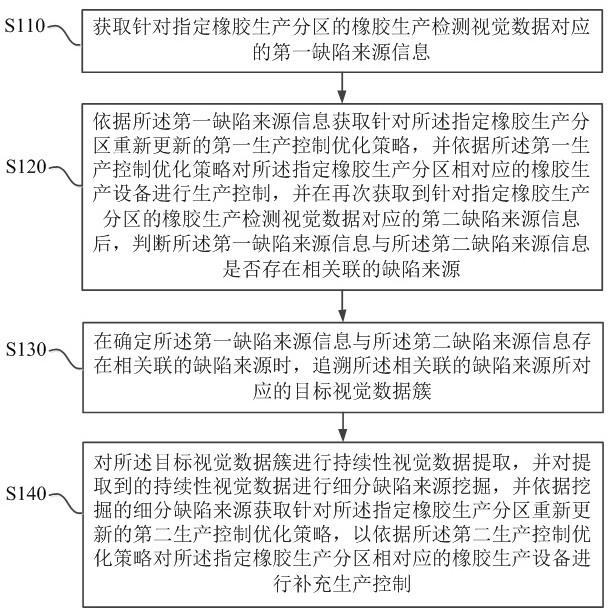
1.一种改性橡胶智能生产检测控制方法,应用于改性橡胶智能生产检测控制系统,其特征在于,包括:获取针对指定橡胶生产分区的橡胶生产检测视觉数据对应的第一缺陷来源信息;依据所述第一缺陷来源信息获取针对所述指定橡胶生产分区重新更新的第一生产控制优化策略,并依据所述第一生产控制优化策略对所述指定橡胶生产分区相对应的橡胶生产设备进行生产控制,并在再次获取到针对指定橡胶生产分区的橡胶生产检测视觉数据对应的第二缺陷来源信息后,判断所述第一缺陷来源信息与所述第二缺陷来源信息是否存在相关联的缺陷来源;在确定所述第一缺陷来源信息与所述第二缺陷来源信息存在相关联的缺陷来源时,追溯所述相关联的缺陷来源所对应的目标视觉数据簇;对所述目标视觉数据簇进行持续性视觉数据提取,并对提取到的持续性视觉数据进行细分缺陷来源挖掘,并依据挖掘的细分缺陷来源获取针对所述指定橡胶生产分区重新更新的第二生产控制优化策略,以依据所述第二生产控制优化策略对所述指定橡胶生产分区相对应的橡胶生产设备进行补充生产控制。2.根据权利要求1所述的改性橡胶智能生产检测控制方法,其特征在于,所述对提取到的持续性视觉数据进行细分缺陷来源挖掘的步骤,包括:从提取到的持续性视觉数据中获取视觉检测装置在第一视觉检测阶段对不同生产控制功能的生产控制流程的生产控制信息进行检测获得的多种视觉定位数据;确定多种所述视觉定位数据中包括的关联于首次出现元素的第一视觉定位数据;依据所述第一视觉定位数据确定所述首次出现元素在所述第一视觉检测阶段内的细分单元数据;依据所述细分单元数据确定所述首次出现元素的目标细分缺陷来源。3.根据权利要求2所述的改性橡胶智能生产检测控制方法,其特征在于,确定多种所述视觉定位数据中包括的关联于首次出现元素的第一视觉定位数据包括:对多种所述视觉定位数据进行预设处理,以确定多种所述视觉定位数据中包括的匹配预设要求的第二视觉定位数据;确定所述第二视觉定位数据中包括的不同生产控制功能的生产控制流程的第一出现元素id信息;将所述第一出现元素id信息与出现元素id信息库中的第二出现元素id信息进行联系,以确定所述第一出现元素id信息中包括的关联于所述首次出现元素的第三出现元素id信息,其中,所述出现元素id信息库中包括与第一目标元素具有联系的多种出现元素id信息,所述第一目标元素包括与所述首次出现元素类型相同的至少一个目标元素;将所述第二视觉定位数据中包括的与所述第三出现元素id信息对应的视觉定位数据确定为所述第一视觉定位数据。4.根据权利要求2所述的改性橡胶智能生产检测控制方法,其特征在于,依据所述细分单元数据确定所述首次出现元素的目标细分缺陷来源包括:确定对应于所述细分单元数据中包括的每个目标工序数据对应的目标视觉定位数据的目标工序节点;对应于每个所述目标工序数据,分别执行如下步骤,以确定第一细分缺陷来源:
分析所述细分单元数据中是否涵盖第一工序数据和第二工序数据;其中,所述第一工序数据为在触发所述目标工序数据的前向工序段所触发的,且所述第一工序数据的第一工序节点相隔所述目标工序节点最接近,所述第二工序数据为在触发所述目标工序数据的后向工序段所触发的,且第二工序数据的第二工序节点相隔所述目标工序节点最接近,所述第一工序数据对应的工序对象和所述目标工序数据对应的工序对象不一致且所述第二工序数据对应的工序对象和所述目标工序数据对应的工序对象不一致;如果判定所述细分单元数据中涵盖所述第一工序数据和所述第二工序数据,且所述第一工序节点与所述目标工序节点的间隔参数值大于预设间隔参数值,所述第二工序节点与所述目标工序节点的间隔参数值大于所述预设间隔参数值的前提下,将所述目标工序数据对应的工序对象确定为所述第一细分缺陷来源;如果判定所述细分单元数据中仅涵盖所述第一工序数据,且所述第一工序节点与所述目标工序节点的间隔参数值大于所述预设间隔参数值的前提下,将所述第一工序数据对应的工序对象确定为所述第一细分缺陷来源;如果判定所述细分单元数据中仅涵盖所述第二工序数据,且所述第二工序节点与所述目标工序节点的间隔参数值大于所述预设间隔参数值的前提下,将所述第二工序数据对应的工序对象确定为所述第一细分缺陷来源;依据所述第一细分缺陷来源确定所述目标细分缺陷来源。5.根据权利要求4所述的改性橡胶智能生产检测控制方法,其特征在于,如果判定第一工序数据和第二工序数据的后向工序段,所述方法还包括:在所述第一工序节点与所述目标工序节点的间隔参数值不大于所述预设间隔参数值和/或所述第二工序节点与所述目标工序节点的间隔参数值不大于所述预设间隔参数值的前提下,确定所述第一视觉定位数据中包括的工序数据;在所述工序数据中包括的关联于同一工序的信息的第一数量大于预设数量的前提下,依据所述细分单元数据确定所述第一细分缺陷来源; 依据所述第一细分缺陷来源确定所述目标细分缺陷来源。6.根据权利要求5所述的改性橡胶智能生产检测控制方法,其特征在于,在所述工序数据中包括的关联于同一工序的信息的第一数量大于预设数量的前提下,依据所述细分单元数据确定所述第一细分缺陷来源包括:依据所述细分单元数据确定是否涵盖第一设定工序节点区间,其中,所述第一设定工序节点区间为触发第三工序数据的第三工序节点到触发第四工序数据的第四工序节点的工序节点区间,所述第三工序数据为在触发所述目标工序数据的前向工序段所触发的,且所述第三工序节点相隔触发所述目标工序节点最接近,所述第四工序数据为在触发所述目标工序数据的后向工序段所触发的,且所述第四工序节点相隔所述目标工序节点最接近,所述第三工序数据对应的工序对象和所述目标工序数据对应的工序对象不一致且所述第四工序数据对应的工序对象和所述目标工序数据对应的工序对象不一致,所述第三工序节点以及所述第四工序节点与所述目标工序节点的间隔参数值均大于所述预设间隔参数值;如果判定不涵盖所述第一设定工序节点区间的前提下,将所述细分单元数据中包括的首次触发到所述首次出现元素的工序对象以及最后一次触发到所述首次出现元素的工序对象确定为所述第一细分缺陷来源; 如果判定涵盖所述第一设定工序节点区间的前提下,确定所述目标工序节点与所述第一设定工序节点区间的工序关联信息,依据所述工序关联
信息以及所述第一设定工序节点区间确定所述第一细分缺陷来源。7.根据权利要求6所述的改性橡胶智能生产检测控制方法,其特征在于,依据所述工序关联信息以及所述第一设定工序节点区间确定所述第一细分缺陷来源包括:如果判定所述工序关联信息表征所述目标工序节点位于所述第一设定工序节点区间中包括的任意具有联系的第二设定工序节点区间和第三设定工序节点区间之间的前提下,将所述第二设定工序节点区间的末端工序节点和所述第三设定工序节点区间的开端工序节点所触发的工序对象确定为所述第一细分缺陷来源;如果判定所述工序关联信息表征所述目标工序节点位于所述细分单元数据的第一个工序节点与所述第一设定工序节点区间中包括的工序节点最先的第四设定工序节点区间的前提下,将所述第一个工序节点和所述第四设定工序节点区间的开端工序节点所触发到的工序对象确定为所述第一细分缺陷来源;如果判定所述工序关联信息表征所述目标工序节点位于所述第一设定工序节点区间中包括的工序节点最后的第五设定工序节点区间与所述细分单元数据的最终的工序节点之间时,将所述第五设定工序节点区间的末端工序节点和所述最终的工序节点所触发到的工序对象确定为所述第一细分缺陷来源。8.根据权利要求5所述的改性橡胶智能生产检测控制方法,其特征在于,依据所述第一细分缺陷来源确定所述目标细分缺陷来源包括:获取所述首次出现元素在第二视觉检测阶段内的第二细分缺陷来源;依据所述第一细分缺陷来源以及所述第二细分缺陷来源确定所述目标细分缺陷来源。9.根据权利要求1-8中任意一项所述的改性橡胶智能生产检测控制方法,其特征在于,所述获取针对指定橡胶生产分区的橡胶生产检测视觉数据对应的第一缺陷来源信息的步骤,包括:从指定橡胶生产分区的橡胶生产检测视觉数据中获取待追溯的关键视觉数据,从所述关键视觉数据中追溯异常生产节点数据,并从所述异常生产节点数据中追溯生产缺陷定位数据,结合所述生产缺陷定位数据中反映的生产缺陷状态路径数据进行缺陷来源追踪,输出第一缺陷来源追踪信息,其中所述生产缺陷状态路径数据用于表示所述生产缺陷定位数据中的生产缺陷定位目标的缺陷运行信息和缺陷状态变化信息;从所述关键视觉数据中提取多个异常生产节点数据,生成异常生产节点知识图谱;结合所述异常生产节点知识图谱中反映的异常生产节点的耦合关系信息进行缺陷来源追踪,输出第二缺陷来源追踪信息,其中所述异常生产节点的耦合关系信息用于表示所述异常生产节点知识图谱中的异常生产节点之间的关系连接特征和异常生产节点之间的关系更新特征;结合所述第一缺陷来源追踪信息和所述第二缺陷来源追踪信息,确定所述关键视觉数据对应的第一缺陷来源信息。10.一种改性橡胶智能生产检测控制系统,其特征在于,包括:处理器;存储器,所述存储器中存储有计算机程序,所述计算机程序被执行时实现权利要求1-9中任意一项所述的改性橡胶智能生产检测控制方法。
技术总结
本申请实施例公开了一种改性橡胶智能生产检测控制方法及系统,在依据第一生产控制优化策略对指定橡胶生产分区相对应的橡胶生产设备进行生产控制时,如果检测到再次获取的第二缺陷来源信息与第一缺陷来源信息存在相关联的缺陷来源时,追溯相关联的缺陷来源所对应的目标视觉数据簇,之后进行持续性视觉数据提取并进行细分缺陷来源挖掘,由此依据细分缺陷来源获取针对指定橡胶生产分区重新更新的第二生产控制优化策略进行补充生产控制,可以有效提高橡胶生产检测的可靠性。效提高橡胶生产检测的可靠性。效提高橡胶生产检测的可靠性。
技术研发人员:梁国伟 梁国超 何鑫 苏伟彦
受保护的技术使用者:广东祥利科技有限公司
技术研发日:2022.05.10
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。