1.本发明涉及一种阻燃透气针刺非织造材料及其制备方法,属于功能纺织品技术领域。
背景技术:
2.随着科技的快速发展与社会的进步,越来越多的高精尖设备应用于工业的生产和实现民用化,因此在人们的生活中,陌生的热源也越来越多,一旦出现热源失控问题,并且得不到及时的控制,将会造成大量的人员伤亡和巨额的经济损失。据数据显示,仅2021年我国弓接报火情74.8万起,造成人员死伤共计4212人次,直接财产损失高达67.5亿元,一个个惊人的数字说明,火灾安全已成为影响社会稳定和经济发展的重大威胁之一。防火、阻燃的安全要求已被提高到前所未有的高度,如何采取安全有效的措施将热失控风险降到最低已刻不容缓。
3.阻燃材料是指在接触高温热源时,材料本身不会燃烧或能够减缓并使燃烧终止的材料。
4.在有易燃、易爆等热失控风险的地方使用能够有效延滞火焰弥漫,为人们争取宝贵的应急、避险时间。非织造材料具有防潮、透气、柔韧等优点,并且生产工艺成熟、价格低廉、施工便利、应用的适应性好。但普通非织造材料阻燃性较差,或者以牺牲材料优异的透气性能为代价,通过涂层后整理、增加材料厚度、压缩材料密度等方法增加非织造材料阻燃性能,不利于应用场合在正常状态下的散热和透气,限制了阻燃非织造材料的应用。
5.发明目的:本发明的目的是为了解决现有技术的不足,提供一种阻燃透气针刺非织造材料及其制备方法,该阻燃透气针刺非织造材料通过使用新型高性能阻燃纤维与膨胀石墨相结合,通过简单快捷的生产工艺制备了具有优异阻燃性、高温隔温性、机械力学性、透气性的针刺非织造材料。
6.技术方案:本发明所述的一种阻燃透气针刺非织造材料,由阻燃膨胀层和加强防护织物层经过针刺加筋而成;所述加强防护织物层均由加强层和防护层构成,所述阻燃膨胀层设置在两层加强防护层中间,所述防护层均靠近所述阻燃膨胀层设置;所述阻燃膨胀层由膨胀石墨颗粒构成;所述防护层由预氧丝构成,所述加强层的纤维组分包括力学加强功能纤维和预氧丝纤维。
7.进一步的,所述两层加强防护织物层与所述阻燃膨胀层经过主针刺加筋层合后形成针刺加筋结构,所述针刺加筋结构沿主针刺方向在阻燃透气针刺非织造材料中上下穿插,通过纤维的物理缠结将所述阻燃膨胀层稳固包夹在所述两层加强防护织物层中间。
8.进一步的,所述阻燃透气针刺非织造材料的纤网孔径为10~60μm,所述膨胀石墨颗粒的大小为100~200目。
9.进一步的,所述预氧丝纤维采用聚丙烯腈预氧丝纤维,所述力学加强功能纤维为玄武岩纤维、芳纶1313、芳纶1414、凯夫拉纤维和阻燃中空涤纶中的至少一种。
10.进一步的,按重量份计,所述加强层由10-40份的力学加强功能纤维和60-90份的
聚丙烯腈预氧丝纤维混纺而成。
11.进一步的,所述加强层的面密度为50~70 g/
㎡
,所述防护层的面密度为100~150g/
㎡
,所述阻燃膨胀层的均质铺设厚度为1mm ~ 3mm。
12.进一步的,所述阻燃透气针刺非织造材料整体厚度为1cm~1.5cm。
13.进一步的,包括如下步骤:步骤1:各纤维组分经过配比称重、混合、开松、梳理成型、纤网层叠、预针刺加固制得所述加强防护织物层;步骤2:膨胀石墨颗粒与步骤1中所述加强防护织物层进行均质铺设、层叠、主针刺加筋层合制得阻燃透气针刺非织造材料。
14.进一步的,步骤1中所述预针刺加固时,采用单面针刺,植针密度3000针/
㎡
,针刺频率300~400针/min,针刺深度为5~10mm,板距2~4cm,输出速度1~1.25 m/min。
15.进一步的,步骤2中所述主针刺加固时,采用双面针刺,植针密度6000针/
㎡
,针刺频率500~600针/min,针刺深度为8~13mm,板距2~3cm,输出速度1~1.25 m/min。
16.本发明的有益效果为:本发明的一种阻燃透气针刺非织造材料通过使用新型高性能阻燃纤维与膨胀石墨相结合,在常态下具有良好的透气性,当出现热失控、温度急剧升高时,内部膨胀石墨受高温膨胀提供极佳的阻燃、隔温效果,极大地保障人们生命、财产安全。同时所述阻燃透气针刺非织造材料生产过程不含化学试剂,采用纤维物理缠结方试一体化成型,制备工艺流程短,具有极佳的工业化价值。
附图说明
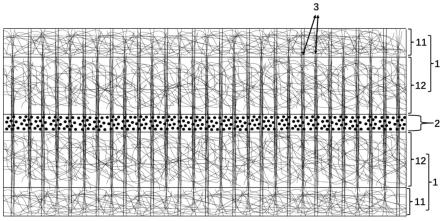
17.图1为发明阻燃透气针刺非织造材料的结构剖视图;图2为发明阻燃透气针刺非织造材料的工艺流程简图;附图标记:1.加强防护织物层;11. 加强层;12.防护层;2.阻燃膨胀层;3.针刺加筋结构。
具体实施方式
18.为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
19.以下各实施例中,步骤(4)中膨胀石墨颗粒的尺寸为100目~200目。
20.实施例1一种阻燃透气针刺非织造材料的制备方法,包括如下步骤:(1)加强层11的纤网制备。按照2:8的质量比称取相应的力学加强功能纤维和聚丙烯腈预氧丝纤维。两种纤维原料经过混合开松、抗静电预处理以及单锡林双道夫梳理机梳理后得到纤网孔径为90~160μm、克重为55g的加强层杂乱纤网,且单锡林双道夫梳理机梳理的锡林转速300r/min、道夫转速7 .21r/min、喂棉辊转速0 .71r/min、杂乱辊转速10 .97r/min、成卷辊转速5.16r/min。
21.(2)防护层12的纤网制备。称取聚丙烯腈预氧丝纤维。纤维原料经过混合开松、抗静电预处理以及单锡林双道夫梳理机梳理后得到纤网孔径为90~160μm、克重为105g的防护层杂乱纤网,且单锡林双道夫梳理机梳理的锡林转速300r/min、道夫转速7 .21r/min、喂棉辊转速0 .71r/min、杂乱辊转速10 .97r/min、成卷辊转速5.16r/min。
22.(3)加强防护织物层1的成型制备。步骤(1)梳理出的加强层纤网和步骤二(2)梳理出的防护层纤网通过直铺铺网设备叠合,然后喂入上针刺机进行预针刺加固得到纤网孔径为30~120μm的预针刺织物,且针刺机的植针密度3000针/
㎡
,针刺频率320针/min,针刺深度为6mm,板距3cm,输出速度1 m/min。
23.(4)阻燃透气针刺非织造材料的一体成型。将步骤3中制备的加强防护织物层卷材开卷,使用工业撒粉机在防护层表面均质铺设膨胀石墨颗粒,然后在膨胀石墨颗粒上再度铺设一层加强防护织物层后,分别经过上针刺机和下针刺机进行两到主针刺加筋层合加固,最后得到纤网孔径为10~60μm、膨胀石墨颗粒铺设厚度为1.5~2mm、织物总厚度为1cm~1.5cm的针刺非织造材料,且双面针刺中针刺机的植针密度6000针/
㎡
,针刺频率510针/min,针刺深度为10mm,板距2.5cm,输出速度1 m/min。
24.制得的阻燃透气针刺非织造材料包括阻燃膨胀层、加强防护织物层和针刺加筋结构,阻燃膨胀层设置在两层加强防护层中间,针刺加筋结构沿主针刺方向在阻燃透气针刺非织造材料中上下穿插,通过纤维的物理缠结将所述阻燃膨胀层稳固包夹在所述两层加强防护织物层中间。
25.实施例2一种阻燃透气针刺非织造材料的制备方法,包括如下步骤:(1)加强层11的纤网制备。按照3:7的质量比称取相应的力学加强功能纤维和聚丙烯腈预氧丝纤维。两种纤维原料经过混合开松、抗静电预处理以及单锡林双道夫梳理机梳理后得到纤网孔径为90~160μm、克重为55g的加强层杂乱纤网,且单锡林双道夫梳理机梳理的锡林转速300r/min、道夫转速7 .21r/min、喂棉辊转速0 .71r/min、杂乱辊转速10 .97r/min、成卷辊转速5.16r/min。
26.(2)防护层12的纤网制备。称取聚丙烯腈预氧丝纤维。纤维原料经过混合开松、抗静电预处理以及单锡林双道夫梳理机梳理后得到纤网孔径为90~160μm、克重为105g的防护层杂乱纤网,且单锡林双道夫梳理机梳理的锡林转速300r/min、道夫转速7 .21r/min、喂棉辊转速0 .71r/min、杂乱辊转速10 .97r/min、成卷辊转速5.16r/min。
27.(3)加强防护织物层1的成型制备。步骤(1)梳理出的加强层纤网和步骤二(2)梳理出的防护层纤网通过直铺铺网设备叠合,然后喂入上针刺机进行预针刺加固得到纤网孔径为30~120μm的预针刺织物,且针刺机的植针密度3000针/
㎡
,针刺频率320针/min,针刺深度为6mm,板距3cm,输出速度1 m/min。
28.(4)阻燃透气针刺非织造材料的一体成型。将步骤3中制备的加强防护织物层卷材开卷,使用工业撒粉机在防护层表面均质铺设膨胀石墨颗粒,然后在膨胀石墨颗粒上再度铺设一层加强防护织物层后,分别经过上针刺机和下针刺机进行两到主针刺加筋层合加固,最后得到纤网孔径为10~60μm、膨胀石墨颗粒铺设厚度为1.5~2mm、织物总厚度为1cm~1.5cm的针刺非织造材料,且双面针刺中针刺机的植针密度6000针/
㎡
,针刺频率510针/min,针刺深度为10mm,板距2.5cm,输出速度1 m/min。
29.制得的阻燃透气针刺非织造材料包括阻燃膨胀层、加强防护织物层和针刺加筋结构,阻燃膨胀层设置在两层加强防护层中间,针刺加筋结构沿主针刺方向在阻燃透气针刺非织造材料中上下穿插,通过纤维的物理缠结将所述阻燃膨胀层稳固包夹在所述两层加强防护织物层中间。
30.实施例3一种阻燃透气针刺非织造材料的制备方法,包括如下步骤:(1)加强层11的纤网制备。按照2:8的质量比称取相应的力学加强功能纤维和聚丙烯腈预氧丝纤维。两种纤维原料经过混合开松、抗静电预处理以及单锡林双道夫梳理机梳理后得到纤网孔径为90~160μm、克重为55g的加强层杂乱纤网,且单锡林双道夫梳理机梳理的锡林转速300r/min、道夫转速7 .21r/min、喂棉辊转速0 .71r/min、杂乱辊转速10 .97r/min、成卷辊转速5.16r/min。
31.(2)防护层12的纤网制备。称取聚丙烯腈预氧丝纤维。纤维原料经过混合开松、抗静电预处理以及单锡林双道夫梳理机梳理后得到纤网孔径为90~160μm、克重为105g的防护层杂乱纤网,且单锡林双道夫梳理机梳理的锡林转速300r/min、道夫转速7 .21r/min、喂棉辊转速0 .71r/min、杂乱辊转速10 .97r/min、成卷辊转速5.16r/min。
32.(3)加强防护织物层1的成型制备。步骤(1)梳理出的加强层纤网和步骤二(2)梳理出的防护层纤网通过直铺铺网设备叠合,然后喂入上针刺机进行预针刺加固得到纤网孔径为30~120μm的预针刺织物,且针刺机的植针密度3000针/
㎡
,针刺频率320针/min,针刺深度为6mm,板距3cm,输出速度1 m/min。
33.(4)阻燃透气针刺非织造材料的一体成型。将步骤3中制备的加强防护织物层卷材开卷,使用工业撒粉机在防护层表面均质铺设膨胀石墨颗粒,然后在膨胀石墨颗粒上再度铺设一层加强防护织物层后,分别经过上针刺机和下针刺机进行两到主针刺加筋层合加固,最后得到纤网孔径为10~60μm、膨胀石墨颗粒铺设厚度为2.5~3mm、织物总厚度为1cm~1.5cm的针刺非织造材料,且双面针刺中针刺机的植针密度6000针/
㎡
,针刺频率510针/min,针刺深度为10mm,板距2.5cm,输出速度1 m/min。
34.制得的阻燃透气针刺非织造材料包括阻燃膨胀层、加强防护织物层和针刺加筋结构,阻燃膨胀层设置在两层加强防护层中间,针刺加筋结构沿主针刺方向在阻燃透气针刺非织造材料中上下穿插,通过纤维的物理缠结将所述阻燃膨胀层稳固包夹在所述两层加强防护织物层中间。
35.尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,并非对本发明任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本发明的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。