用于生产含蛋白质的食品的方法
1.本发明涉及源自至少一种干原料的新的发泡和有质地(textured)的富含蛋白质的食品产品,所述干原料具有特别是基于植物蛋白质,昆虫蛋白质,细胞蛋白质,诸如酵母、细菌、微藻、霉菌等的细胞蛋白质,或不同蛋白质的混合物大于50重量%、优选60重量%至90重量%的蛋白质含量。在下文中,这样的食品也称为含蛋白质的有质地产品(texturate),并且根据优选的实施方案称为替代肉产品(“肉替代品”)。本发明还涉及一种生产这样的新的发泡和有质地的富含蛋白质的食品产品的方法。
2.作为可持续性趋势的一部分,基于植物蛋白质的新的食品产品,诸如肉替代品正变得越来越重要。用于其生产的常规方法通常包含以下步骤:
[0003]-称量/计量原料,
[0004]-混合原料,
[0005]-预处理(任选的),
[0006]-挤出,特别是借助于冷却模具,
[0007]
‑‑
切割。
[0008]
接受替代肉产品的主要挑战是尽可能使它们的质地、它们的颜色和它们的感官性质(咬感(bite))与真正肉产品的相应性质相匹配。然而,使用已知方法和市场上可获得的方法生产的替代肉产品在它们的质地、它们的颜色和它们的咬感方面明显不同于真正的肉。这适用于先前可获得的肉替代品的纤维度以及嫩度或多汁性。通常,为了获得消费者的认可,每种新的食品产品在质地、颜色和咬感方面面临相同的挑战。
[0009]
以上差异的原因在于涉及了非常高能量的加工,其中引入热能(加热挤出机壳体和冷却模具中的冷却水或将蒸汽引入系统中)和机械能(特定的机械能输入)。然而,在加工中增加的能量供应不可避免地导致较强的质地化,这进而对最终产品的咬感或嫩度有负面影响-所述产品具有类似橡胶的特性。
[0010]
由于产品的水分含量高,还必须冷冻挤出物(最终产品)用于随后的挤出加工。冷冻加工以这样的方式改变质地,即包含第二相成为可能,并且因此挤出物的咬感和多汁性受到积极影响。作为冷冻的替代方案,将挤出物蒸煮和/或经受真空包覆。两种方法步骤均能够包含第二相,但也是非常复杂的。
[0011]
ep1059040a1描述了一种方法,其中将富含蛋白质的材料在挤出机中加工并且通过经由设置在挤出机末端的冷却模具导出而冷却至100℃或更低的温度。
[0012]
wo96/34539a1描述了一种方法,其中将富含蛋白质的材料在挤出机中加工并且通过经由设置在挤出机末端的冷却模具导出而冷却。以该方式获得的产品与真正的肉不够相似。
[0013]
wo2012/158023a1描述了一种用于通过挤出由含水大豆蛋白质组合物生产大豆蛋白质挤出物的方法。当离开挤出机时,将具有至少50重量%的水的组合物冷却至不超过水在普遍环境条件下的沸点(即,常压下在100℃)。以该方式获得的产物具有相对开放的孔结构,并且可以通过将相应的液体注入这些孔中来改变其性质。
[0014]
采用该方法,当离开挤出机时,由水蒸汽的形成造成的挤出产品中的孔结构是完
全无规的。另外,孔变化取决于所使用的蛋白质、其浓度和加工控制。然而,大量的参数及其相互关系是复杂的,并且仅在非常窄的框架中保证恒定的产品质量。因此,经由加工控制仅可以适度控制孔质量。对微孔形成的定向影响是不可能的。
[0015]
本发明的目的是克服现有技术的缺点。特别地,具有尽可能均匀的孔质量并且具有可接受的质地和颜色性质的富含蛋白质的发泡食品产品应该能够以受控的方式生产,以便尤其改善产品的咬感和嫩度。此外,在没有现有技术中所需的冷冻、蒸煮或真空包覆的方法步骤的情况下,其他相也应该能够包含在产品中。生产所需的能量也应当尽可能地减少。
[0016]
该目的通过获得富含蛋白质的发泡产品并且发明根据独立权利要求的其制造方法来实现。
[0017]
用于生产含蛋白质的发泡食品产品的根据本发明的方法包括以下步骤:
[0018]
a)计量进入挤出机中的原料,其中至少一种原料是蛋白质,优选植物蛋白质,昆虫蛋白质,细胞蛋白质,诸如酵母、细菌、微藻、霉菌等的细胞蛋白质,或不同蛋白质的混合物,其中干原料中的蛋白质含量大于50%并且特别优选为60%至90%,并且干原料中的淀粉含量不超过50%、优选为5%至30%,并且原料包含至少一种具有纤维含量的组分,
[0019]
b)在挤出机中混合原料以产生混合物,
[0020]
c)挤出混合物以产生挤出物,其中挤出物的固体含量为20%至60%,优选为30%至50%,
[0021]
d)通过冷却模具从挤出机导出挤出物,同时将挤出物冷却至小于100℃的温度,
[0022]
其中通过提供气体在挤出机中以受控方式形成孔,以便在步骤d)之后提供具有15重量%-30重量%、优选19重量%-23重量%的蛋白质含量和45重量%-70重量%、优选55重量%-65重量%的液体含量、优选水含量的发泡产品。
[0023]
根据本发明已经发现,通过在挤出加工期间在挤出机中提供气体,可以在发泡食品产品、优选替代肉产品中实现受控的孔形成,以及产品性质向真正的肉的性质的相关调整。与wo2012/158023a1的方法相比,通过根据本发明的方法控制孔形成,因为通过提供特定量的气体能够对孔形成过程、特别是至少部分地互连的孔的形成过程进行特定控制。
[0024]
在烘焙食品或类似食品,诸如小吃产品或早餐谷物的生产期间提供气体是已知的。在us-6,207,214中,在通过挤出生产韩国烘焙食品期间,将co2引入挤出机中。然而,这些基本上不同于当前涉及的富含蛋白质的发泡食品产品、优选具有高蛋白质含量的替代肉产品,它们在其性质方面差异很大。
[0025]
根据本发明,气体应理解为意指在标准条件(1巴,20℃)下为气态的物质。根据本发明可以使用的气体的实例是co2、n2、n2o、nh3或so2。
[0026]
根据本发明,在挤出机中提供气体以便在处理过的材料中实现受控的孔形成。根据本发明,该提供可以通过以下进行:
[0027]-经由进料口将气体引入挤出机中,和/或
[0028]-通过作为原料添加的气体形成化合物与作为原料添加的气体释放化合物之间的反应在挤出机中释放气体。
[0029]
根据本发明的一个实施方案,原料因此可以包含至少一种气体形成化合物和至少一种气体释放化合物。在步骤c)中的挤出期间,通过气体形成化合物与气体释放化合物的化学反应形成气体。
[0030]
根据本发明,气体形成化合物应理解为意指在挤出机中普遍的条件下与合适的气体释放化合物反应以释放气体的物质。气体形成化合物的典型实例是生理学上可接受的盐,诸如碳酸盐或碳酸氢盐,例如,碳酸钠(na2co3)、碳酸钾(k2co3)、或碳酸氢钠(nahco3),可以由其释放co2。另一实例是鹿角形盐(碳酸氢铵(nh4hco3)、碳酸铵((nh4)2co3)和氨基甲酸铵(nh4co2nh2)的混合物),由其可以释放气体nh3和co2。
[0031]
气体(特别优选co2)可以通过使用气体释放化合物的反应由这些气体形成化合物释放。这可以是与相应的气体形成化合物反应以形成气体的任何化合物。气体释放化合物通常是生理学上可接受的酸。酸可以是例如柠檬酸、磷酸化合物诸如二磷酸二氢二钠或正磷酸一钙、酒石酸或其盐之一(诸如酒石酸钾钠(罗谢尔盐))、苹果酸、富马酸、己二酸或葡萄糖酸δ-内酯。酸可以作为游离酸或者以其酸酐或盐的形式使用。
[0032]
根据本发明,待提供的气体在该实施方案中优选通过挤出机中的酸-碱反应产生。例如,气体二氧化碳(co2)可以通过碳酸氢钠(nahco3)盐与柠檬酸(c6h8o7)的反应产生。
[0033]
挤出物的质地可以通过适当选择气体形成化合物和气体释放化合物、优选盐和酸,以及它们的重量比例以定向方式来影响。以该方式使得受控的包含第二相和可能的其他相成为可能。这确保改善水或调味组分,诸如肉汁(bouillon)、脂肪或油的吸收,这对挤出物的咬感性能具有积极影响。
[0034]
可以将或将气体形成化合物和气体释放化合物、优选盐和酸添加至经计量的进入挤出机的干燥原料中。供选择地,酸也可以以液体形式单独地进料至挤出机中。
[0035]
基于经计量的进入挤出机的所有原料的总重量,气体形成化合物和气体释放化合物优选以0.1重量%至5重量%、特别优选0.2重量%至1.6重量%的比例一起存在于原料中。根据相应反应的化学计量比,气体形成化合物与气体释放化合物、优选盐与酸的质量比优选是1:1至6:1,以便实现可能的最完全的气体释放。
[0036]
根据本发明的另外的实施方案,通过将气体引入挤出机中而在挤出机中提供气体。
[0037]
根据本发明的该实施方案,由此在步骤c)中的挤出期间将至少一种气体引入挤出物中。这通常通过挤出机的进料口进行,该进料口连接至气体容器(诸如压力瓶)并且实现将气体受控地引入挤出机(例如,经由阀)。
[0038]
在该实施方案中可以根据本发明使用的气体的实例是co2、n2、n2o、nh3或so2,优选co2或n2。气体可以以气态或供选择地作为液化气引入。
[0039]
气体的引入也确保受控的孔形成。如果使用so2,可能与原料中包含的蛋白质形成二硫桥,这导致对产物质地的另外的影响。基于经计量的进入挤出机中的原料的总重量,可以将气体例如以0.01重量%至5重量%、优选0.05重量%至2.5重量%的量引入挤出机中。例如,在挤出机中挤出的原料离开挤出机之后,气体也可以以0.5至3.0g(克)、优选1.0至1.5g的气体/kg(千克)在挤出机中挤出的原料的量引入。
[0040]
根据本发明,优选将气体在10至50巴、优选15至30巴的压力下引入挤出机。根据本发明,在挤出机中气体的进料口的位置处,挤出物具有80℃至180℃、优选120℃至170℃、特别优选130℃至160℃的温度。
[0041]
根据本发明,计量进入挤出机中的原料,其中至少一种原料是蛋白质,优选植物蛋白质、昆虫蛋白质、细胞蛋白质,诸如酵母、细菌、微藻、霉菌等的细胞蛋白质,或不同蛋白质
的混合物。术语“其中至少一种原料是蛋白质”还包括其中原料含有蛋白质或构成蛋白质源的实施方案。
[0042]
植物优选用作蛋白质源,例如,豆科植物(legumes)(诸如豌豆、羽扇豆或菜豆(beans),例如蚕豆)、谷类(诸如小麦、大豆、油菜籽或向日葵)、或藻类。然而,也可以使用动物蛋白质,诸如乳蛋白质或乳清蛋白质或来自肌肉或结缔组织的蛋白质。然而,根据本发明优选生产不含动物蛋白质的产品。例如,也可以使用昆虫蛋白质、细胞蛋白质,尤其是来自酵母、细菌、微藻、霉菌等的细胞蛋白质。
[0043]
根据本发明,原料优选包含至少一种具有纤维含量的组分。作为实例,可以提及具有其干重的至少50%的纤维含量的豌豆纤维。
[0044]
将含蛋白质的原料与液体一起加入挤出机中。如以上所述的,这是至少一种如以上所描述的含蛋白质的原料和一种如以上所描述的液体。任选地,如果气体要通过经由气体形成化合物和气体释放化合物的化学反应释放气体而提供,则可以添加这些化合物。
[0045]
水、肉汁和/或含油物质,诸如含油调味组分可以用作液体。
[0046]
根据本发明,含蛋白质的原料和液体以这样的比率计量,即干原料中蛋白质含量大于50%、并且特别优选为60%至90%。相应地,干原料中的淀粉含量(碳水化合物含量)不超过50%、优选为5%至30%。
[0047]
另外,可以添加通常用于生产替代肉产品的添加剂。例如,基于所有干原料的总重量,可以优选以0.1重量%至10重量%的量添加盐诸如氯化钠、脂肪、油或其他脂质。
[0048]
根据本发明的方法用于生产湿的有质地产品。湿的有质地产品应理解为意指其中步骤c)中挤出物的固体含量为20%至60%、优选为30%至50%的挤出物。剩余的80%至20%、优选70%至50%是以上所提及的液体之一,优选为水。对于湿的有质地产品,已经证明当干原料中的蛋白质含量大于50%并且特别优选为60%至90%时是有利的。
[0049]
根据本发明,可以使用现有技术中用于生产相应食品产品的市售挤出机。实例包括wo2012/158023a1中所提及的挤出机,或来自b
ü
hler的挤出机、特别是双螺杆挤出机。这样的挤出机优选具有20至60、优选25至50、并且特别优选25至40的l/d比率(长度比直径)。根据本发明,挤出机优选在300至500rpm、特别优选350至400rpm下运行。
[0050]
计量进入挤出机的第一区段中的先前称重的原料。供选择地,也可以将不同的原料在不同的区段中顺序地添加至挤出机中。
[0051]
可以在计量进入挤出机中的一种或多种原料的步骤a)之前对其进行预处理。以该方式可以影响蛋白质基质在加工中的停留时间。目前认为更长的停留时间导致纤维结构的改进,因为随后在挤出期间产生数量增加的交联丝。根据本发明,预处理器中的停留时间优选是3至600s、特别优选3至60s、特别优选5至15s。
[0052]
将计量的原料在挤出机中彼此混合,使得形成液体、优选水性的蛋白质组合物。混合器可以配置为高速混合器。它可以具有水和蒸汽进料管线。挤出机可以具有水进料管线和任选的蒸汽进料管线。
[0053]
在挤出机中加工液体、优选水性蛋白质组合物。在此,将组合物加热至高于蛋白质的变性温度,优选加热至80℃至180℃、更优选120℃至160℃、特别优选130℃至150℃的温度,这取决于所使用的蛋白质。挤出机的外壳优选是温度受控的。将组合物在压力(通常为1至60巴、优选8至20巴、特别优选10至15巴)下捏合以形成均匀混合物。这通常涉及10至
120wh/kg、优选15至30wh/kg的能量输入。
[0054]
原则上,根据本发明的方法可以以10至600kg/h的通量运行。根据本发明,所述方法优选以10至60kg/h、优选20至50kg/h并且特别优选地30至40kg/h的通量进行,或者供选择地以100至600kg/h、优选300至600kg/h并且特别优选400至550kg/h的通量进行,其中挤出机中的材料优选具有至少2分钟、优选至少4分钟的保持时间(停留时间)。
[0055]
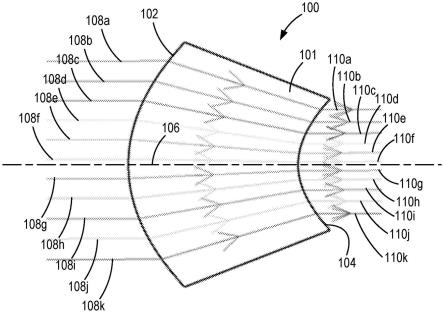
根据本发明方法的一个实施方案引入的气体可以在挤出机上的不同位置引入,或者靠近入口区域、在中间区域或在出口区域引入。根据本发明,用于气体的进料口优选位于挤出机的位于冷却模具附近(即,在挤出机出口处)的区段中,优选位于冷却模具前面的挤出机长度的最后三分之一中,特别优选位于冷却模具前面的挤出机长度的最后四分之一中。
[0056]
根据本发明的优选实施方案,代替常规的输送元件,在挤出机中气体的进料口的位置处有捏合和/或混合元件,用于将引入的气体与挤出物强烈混合,使得气体分散在挤出物中。这样的元件是已知的。所谓的igel螺杆、屏障螺杆、t-元件(例如,来自extricom)可以作为实例提及。它们向产品中提供低能量输入,同时具有高分布和分散混合效果。
[0057]
因此,本发明还涉及挤出机的用途,所述挤出机包含进气单元和在进气单元的位置处设置的捏合和/或混合元件,用于优选地根据在此描述的本发明的方法生产含蛋白质的食品。
[0058]
在步骤c)中的挤出之后,在另外的步骤d)中,通过冷却模具从挤出机导出挤出物,以便使挤出物低于水的沸点,即在标准条件下达到低于100℃的温度。用于挤出机的冷却模具是充分已知的。根据本发明,优选将挤出物冷却至50℃至90℃的温度。
[0059]
所得发泡产品具有15重量%-30重量%、优选19重量%-23重量%的蛋白质含量和45重量%-70重量%、优选55重量%-65重量%的液体含量、优选水含量。优选地,所得发泡产品具有均匀分布的具有大约0.1-1mm的直径、窄尺寸分布的孔,并且更优选另外具有均匀分布的封闭腔。
[0060]
为了实现冷却模具中壁滑动的改进和因此更容易的加工控制,根据优选的实施方案,可以将油例如以基于经计量的进入挤出机中的所有原料的总重量的1%至10%、优选2%至6%、特别优选3%至4%的比例注入挤出机的分配体和/或冷却模具本身中。例如,使用食用油,诸如向日葵油。提供了一个或多个用于添加剂,例如用于油、脂肪或钙和/或藻酸盐的进料管线,由此该进料管线有利地靠近冷却模具打开或通入冷却模具中。优选地,进料管线将添加剂输送到挤出物中。
[0061]
钙化合物和藻酸盐的组合可以影响多汁性,因为它引起产品的至少部分的凝胶化。钙化合物和藻酸盐可以在不同时间或同时添加-也作为混合物添加。在添加气体之后但在挤出产品固化之前添加钙化合物和藻酸盐是有利的。
[0062]
可以在离开挤出机之后以已知的方式在另外的步骤中将挤出物切割成合适的形状和尺寸,尤其是可以使孔从外部至少部分地可进入。
[0063]
分散的气体分数和气泡尺寸/尺寸分布对质地性质(例如,“咬和咀嚼性质”,诸如嫩度、硬度、可咀嚼性)具有定量影响,并且使得能够通过使结构参数适配于分散的气体相以调整这些感官性质。认为气体分数的增加(高达基质特定的临界值)和气泡尺寸的减小(具有恒定的气体体积分数)导致结构的硬化。这导致硬度增加,其由切割/咬时开始结构断
裂所需的最大力表示,但增加了断裂所需的变形并且因此影响可咀嚼性。因此,基质的发泡扩展了用于调整例如从鸡肉到牛肉及以外的肉类似物的咬/咀嚼性质的工具的范围。
[0064]
与现有技术中所描述的方法相反,例如对于生产面包生面团或小吃产品,根据本发明的方法在原料中存在的蛋白质发生变性的温度下进行。另外,根据本发明的方法在淀粉晶体熔融(“糊化”)的温度下进行。根据本发明,在挤出机中施加例如80℃至180℃、优选120℃至170℃、特别优选130℃至160℃的温度。在本领域描述的方法中,使用较低的温度以便避免蛋白质的变性或“糊化”。另外,面包生面团通常不通过冷却模具挤出,而是经受随后的烘焙过程以便使其结构固化。
[0065]
根据本发明,可以生产含蛋白质的发泡食品产品(即,具有超过50%干重的蛋白质含量的食品),其例如在其质地、颜色和咬感方面对应于肉产品,超越来自现有技术的含蛋白质的食品。然而,根据本发明,也可以提供其他发泡的含蛋白质的食品产品(具有大于50%干重的蛋白质含量)。例如,可以获得具有比真实慕斯(mousse)更高的结构稳定性的慕斯样食品产品。
[0066]
特别有利的含蛋白质的食品产品可以通过根据本发明的方法获得,根据本发明的方法包括将气体引入挤出物中的步骤。
[0067]
使用添加气体形成和气体释放物质通过根据本发明的方法生产的含蛋白质的食品产品通常具有150%、优选100%的最大膨胀率(即,超过挤出机出口高度的高度和因此扩大的样品体积),和/或具有约0.1-1mm、优选0.7-0.7mm的直径、窄尺寸分布的均匀分布的孔。
[0068]
使用引入气体根据本发明生产的含蛋白质的食品产品通常具有150%、优选100%的最大膨胀率(即,超过挤出机出口高度的高度和因此增加的样品体积),和/或具有大约0.1-0.3mm的直径、窄尺寸分布的均匀分布的孔。
[0069]
根据本发明,“窄尺寸分布”意指至少80%、优选至少90%的单个孔的直径仅偏离上述值0.1%-10%、优选0.2%-5%。
[0070]
由若干个互连的孔形成的孔或腔的平均面积是21'292
±
36'110μm2,分别具有125
±
73μm和239
±
153μm的平均最小和最大直径。
[0071]
如本领域已知的,可以通过显微镜法或x射线断层摄影法分析孔和孔分布。
[0072]
根据本发明生产的含蛋白质的发泡食品产品的颜色明显比未发泡生产的相当的含蛋白质的食品的颜色更浅。使用具有sci(包含镜面反射分量)的常规分光光度计测量颜色。待测量的样品必须具有足够厚的层,使得没有光透过样品材料,并且测量开口完全被样品材料覆盖。反射测量通过d/8
°
测量几何结构和采用日光(d65)进行。测定l*、a*、b*和c*值。l*值指示亮度,而正a*值指示颜色红色。正b*值表示材料的黄度。色度由c*值表示。
[0073]
根据本发明生产的含(合成)蛋白质的食品的特征在于l*值,所述l*值与参照肉产品的l*值的偏差不超过20%、优选不超过15%。根据应用的领域,用作参照的肉产品选自已知的肉产品,诸如鸡肉、猪肉、牛肉或羊肉。应注意的是,仅仅与参照肉产品的l*值相似的l*值并不使食品产品成为替代肉产品。为了适合作为替代肉产品,食品产品还必须满足本文所描述的关于质地和孔隙率的条件。例如,具有与参照鸡肉产品的l*值相似的l*值的小吃产品不适合作为替代肉产品,明显的原因是小吃产品的质地和孔隙率与参照鸡肉产品的质地和孔隙率不具有可比性。
[0074]
根据本发明生产的含蛋白质的发泡食品产品的特征进一步在于纤维状的、多孔的、纵向取向的且交联的结构。干燥后,单个层不彼此分离,而是保持彼此连接。
[0075]
根据本发明生产的含蛋白质的发泡食品产品的特征进一步在于具有封闭腔和腔的均匀分布的多孔结构。腔优选具有100-300μm的直径,其正态偏差为50%-70%。
[0076]
因此,本发明还涉及一种含蛋白质的发泡食品产品,其优选通过在此所描述的根据本发明的方法可获得,其中食品的l*值与肉产品的l*值的偏差不超过20%、优选不超过15%。
[0077]
根据本发明的含蛋白质的发泡食品产品优选具有纤维状的、多孔的、纵向取向的且交联的结构。
[0078]
本发明还涉及一种含蛋白质的发泡食品产品,其优选通过在此所描述的根据本发明的方法可获得,其中食品的l*值与肉产品的l*值的偏差优选不超过20%、优选不超过15%,其中食品具有多孔结构,该多孔结构具有封闭腔和腔的均匀分布,其中腔优选具有100-300μm的直径,正态偏差为50%-70%。
[0079]
根据本发明的含蛋白质的发泡食品产品的特征在于特定的质地。这些产品具有围绕中央腔设置的纵向取向的层。优选地,这些层不非常紧致地彼此并排布置,而是被小腔间断。这产生多孔结构。根据本发明的优选实施方案,本发明的发泡食品产品在干燥时展现出清晰可辨别的单个层,所述单个层不彼此分开,而是在一些点彼此连接。原纤维结构纵向取向,对应于制造方法中使用的模具。
[0080]
根据本发明的含蛋白质的发泡食品产品的特征在于在切割或咬期间破坏产品的结构所需的最大力(峰值力),其在纵向方向(f
l
)上为10-50n、优选15-40n、更优选12-20n,并且在横向方向(f
t
)上为10-90n、优选15-70n并且更优选15-50n。
[0081]
最大力可以使用具有“v”形槽刀片的warnzer-brazler刀片组确定(https://textureanalysisprofessionals.blogspot.com/2014/12/texture-analysis-in-action-blade-set.html)。该分析有助于量化产品的切割或咬合性质。所有质地分析测量在25℃的室温下进行。
[0082]
刀片组包括可翻转刀片、开槽刀片插入件和刀片架。可翻转刀片在一端具有刀刃,并且在另一端具有平的闸刀刀刃。在操作中,刀片通过刀片架牢固地保持,刀片架直接用螺丝固定到质地分析仪中。开槽刀片插入件直接位于平台中,并用作刀片的导向件,同时为产品提供支撑。
[0083]
将根据本发明的含蛋白质的发泡食品产品横向(与挤出条的流动方向成直角)(f
t
)切割以及平行于挤出条的流动方向(f
l
)切割,并且可以使用以上warnzer-brazler刀片组确定各个最大力(峰值力)并且以牛顿(n)表示。
[0084]
与面包生面团形成对照,根据本发明的含蛋白质的发泡食品产品在其机械性质,即其f
t
和f
l
值方面显示出显著的各向异性。各向异性指数可以由f
t
和f
l
值的比率计算(a=f
t
/f
l
),并且表示产品的纤维度的量度。
[0085]
通常,对于根据本发明的含蛋白质的发泡食品产品,f
l
值低于其f
t
值,使得根据本发明的含蛋白质的发泡食品产品展现出》1、优选》2、尤其优选2-2.5、甚至更尤其优选2.1-2.4的各向异性指数。根据本发明的含蛋白质的发泡食品产品可以用作用于细胞培养的基础(基质),因为其多孔结构对细胞的生长具有有益作用,并且含蛋白质的发泡食品产品还
可以含有适合细胞培养的营养物或其他组分,其可以例如提供在发泡食品产品的孔中。
[0086]
优选的是,至少在一些区域打开含蛋白质的发泡食品产品的外表面,使得至少部分的孔可进入。
[0087]
根据本发明的含蛋白质的食品产品也可以用作动物饲料。在挤出后的加工中,挤出物的孔富含动物饲料常用的添加剂,诸如营养物和/或调味物质。
[0088]
本发明还涉及一种具有一条或多条进料管线的冷却模具,用于在挤出物离开冷却模具之前使挤出物富含添加剂,诸如营养物、调味物质、油和/或脂肪。
[0089]
以下基于一些非限制性的示例性实施方案更详细地解释本发明。
[0090]
a.湿的有质地产品的生产
[0091]
以上所描述的挤出机可以用作挤出机,例如来自b
ü
hler的polytwin bctl-42 32l/d挤出机。
[0092]
根据所使用的蛋白质,将挤出机的外壳设定为例如80℃至180℃、优选120℃至160℃、特别优选130℃至150℃的温度。在该情况下,挤出机的外壳可以设定为不同的温度,例如在入口区域中设定为120℃,在中间区域中设定为160℃并且在出口区域中设定为140℃。
[0093]
干原料中的蛋白质含量大于50%并且特别优选为60%至90%。例如,植物蛋白质,诸如豆科植物或小麦蛋白质可以用作蛋白质,但也可以使用动物蛋白质,诸如乳蛋白质。此外,可以使用昆虫蛋白质或细胞蛋白质,特别是来自酵母、细菌、微藻、霉菌等的细胞蛋白质,或不同蛋白质的混合物。挤出物可以含有水、肉汁和/或含油调味组分作为液体。液体特别优选具有接近其沸点的温度。
[0094]
计量进入挤出机中的干原料,在挤出机中在压力和温度的作用下(例如,1巴至60巴、优选8巴至20巴、特别优选10巴至15巴),将其与液体一起捏合成均匀的组合物。在所述方法的过程中,蛋白质被展开并在它们进入冷却模具时将自身排列成交联的丝。所述组合物在加工的过程中被从环境温度加热至蛋白质变性所必需的温度。对于大豆蛋白质,例如,这是约140℃。120℃的加工温度已被证明适合豌豆蛋白质或向日葵蛋白质。根据原料的质量,也可能必需160℃。
[0095]
当离开挤出机时,挤出物通过冷却装置,例如冷却模具。这具有使组合物达到低于根据环境条件的普遍沸点的温度水平,例如达到50℃至90℃的温度的任务。为了实现这一点,在冷却模具中使用具有40℃至90℃、优选50℃至70℃的温度的冷却水。
[0096]
为了实现冷却模具中壁滑动的改进和因此更容易的加工控制,可以将油例如以基于计量的进入挤出机中的所有原料的总重量的1%至10%、优选2%至6%、特别优选3%至4%的比例注入挤出机的分配体和/或注入冷却模具本身中。例如,使用食用油,诸如向日葵油。
[0097]
使挤出物以10kg/h至600kg/h,例如10kg/h至60kg/h、优选20kg/h至50kg/h、更优选30kg/h至40kg/h,或者供选择的100kg/h至600kg/h、优选300kg/h至600kg/h并且特别优选400kg/h至550kg/h的通量通过挤出机。由挤出机引入的比机械能输入可以是10wh/kg至120wh/kg、优选15wh/kg至30wh/kg;总之,它取决于原料混合物。保持时间(停留时间)优选是至少2分钟、优选至少4分钟。
[0098]
如果通过化学反应产生(微)孔形成,则应优选将盐和酸添加至干原料中。可能的盐是例如碳酸氢钠或碳酸氢钾。柠檬酸、酒石酸或其盐和葡萄糖酸δ-内酯可以用作酸。另
外,含磷酸盐的酸载体是合适的,诸如二磷酸二氢二钠或正磷酸一钙。此处的混合比率可以变化以控制释放的气体的量。1:1至6:1的盐与酸的比率是优选的。co2或nh3优选作为孔形成气体释放。
[0099]
作为以上所描述的化学气体释放的替代方案,(微)孔形成也可以通过引入气体(优选在压力下压缩的)来进行。实例包括co2、n2和so2。在压力下压缩的可以是液体的气体可以例如经由软管进入挤出机。可以通过电磁阀和流量计调节气流。优选以基于经计量的进入挤出机中的原料的总重量的0.05%至5%添加气体。
[0100]
通过使用预处理步骤可以显著提高加工灵活性。因此可以影响蛋白质基质在加工中的停留时间。在预处理器中的停留时间可以为3s至600s、优选3s至60s、特别优选5s至15s。
[0101]
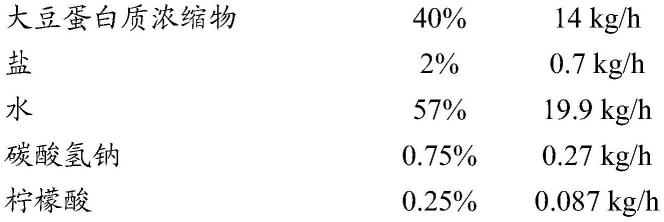
用于通过盐和酸生产肉仿制品的示例性配方如下:
[0102][0103]
例如,以下配方之一可以用于通过引入气体生产肉仿制品:
[0104][0105]
最终产品中的水含量有利地大于30%并且优选为30%至70%。
[0106]
模具
[0107]
以下参考非限制性附图和实施例解释本发明。所显示的为:
[0108]
图1根据本发明生产的产品与常规生产的产品(未发泡)和参照样品(鸡胸肉)的颜色外观的比较
[0109]
图2根据本发明生产的产品与常规生产的产品(未发泡)和参照样品(鸡胸肉)的原纤维结构的比较
[0110]
图3a和b根据本发明生产的产品与常规生产的产品(未发泡)的孔隙率的比较
[0111]
图3c和d根据本发明制造的产品与常规制造的产品(未发泡)的孔隙率的进一步比较
[0112]
图4a根据本发明生产的产品与常规生产的产品(未发泡)的质地值的比较
[0113]
图4b根据本发明生产的产品与常规生产的产品(未发泡)的各向异性指数值的比较。
[0114]
图5a至c采用不同气体注入速率根据本发明生产的产品的外观的比较
[0115]
图6根据本发明生产的产品的质地值的比较
[0116]
图7a商业小吃产品的波动质地曲线
[0117]
图7b根据本发明的发泡产品的波动质地曲线
[0118]
图8a和b根据本发明生产的产品的孔隙率的显微图像
[0119]
实施例1
[0120]
在来自b
ü
hler的具有另外的气体供应单元(在冷却模具的前方的倒数第二个机筒区段上)和在气体供应单元的位置处的捏合/混合元件的30mm双螺杆挤出机中,在145℃、380rpm和60℃的冷却模具的温度下加工以下原料:
[0121][0122]
通量是30kg/h。将具有15-30巴的压力的23g/min的n2引入挤出物中。
[0123]
所生产的含蛋白质的食品具有在模具出口处100%的膨胀率(即,超过挤出机出口高度的高度,并且因此样品的扩大的体积),以及在常压下冷却至室温之后收缩至30%-60%的膨胀率。由此生产的含蛋白质的发泡食品产品具有非常均匀分布的孔,其具有大约0.1-0.3mm的直径、窄尺寸分布。
[0124]
实施例2(对比)
[0125]
重复实施例1,不同之处在于不向挤出物中引入氮气。
[0126]
颜色测量
[0127]
使用具有sci(包含镜面反射分量)的常规分光光度计测量来自实施例1和2的产物。待测量的样品具有这样的层厚度,使得没有光透过样品材料,并且测量开口完全被样品材料覆盖。使用d/8
°
测量几何结构并采用日光(d65)进行反射测量。测定l*、a*、b*和c*值。
结果显示于以下表1中。
[0128]
表1
[0129][0130]
根据对比实施例2的挤出物具有55.61的最低l*值,并且因此是所有样品中最暗的。根据实施例1的本发明挤出物具有71.06的l*值,并且因此接近参照样品的l*值(鸡胸肉为79.66)。
[0131]
根据对比实施例2的挤出物也具有11.10的最高红色分量(component),而根据实施例1的本发明挤出物中的比例为较低的7.22。参照样品(鸡胸肉)中1.53的a*值指示样品中仅有轻微红色投射(cast)。
[0132]
由b*值表示的黄度在根据对比实施例2的挤出物中和在根据实施例1的本发明的挤出物中相对相同(分别为26.55和27.75)。作为参照物的鸡胸肉具有13.96的b*值。
[0133]
c*值描述色度,并且可以由a*值和b*值计算。根据对比实施例2的挤出物与根据实施例1的本发明的挤出物类似(实施例2为28.77,并且实施例1为26.74)。鸡胸肉的色度更低,为14.04。
[0134]
这些色差显示于图1中。图1在左侧显示了根据对比实施例2生产的产品,在中间显示了根据实施例1生产的本发明的产品,并且在右侧显示了参照样品(鸡胸肉)。可以看出,根据实施例1的样品与参照样品的外观相当接近。
[0135]
原纤维结构
[0136]
原纤维结构旨在描述与通过植物蛋白质的热质地形成获得的纤维结构相比,一块肉(此处鸡胸肉作为参照样品)中肌肉纤维结构的差异。出于该目的,将根据实施例1和2的挤出物撕开,并且通过肉眼和显微镜分析内部结构。结果显示于图2中。
[0137]
根据对比实施例2生产的产品清晰地按层构建,其中内部芯在长度上是直的。将各层一层接一层地围绕其布置。这反映了对加工中的材料和模具施加的剪切力。由于样品的高水分含量,这些层相对紧致地保持在一起。然而,一旦根据对比实施例2生产的产品在空气中干燥,则单个层清晰地彼此分开。
[0138]
就纵向取向的层而言,根据实施例1生产的本发明的产品具有类似于根据对比实施例2生产的产品的结构。然而,没有内部芯,仅有腔。然后通过剪切力将层围绕该腔布置。在该样品中,这些层不是彼此非常紧致地布置,而是被小腔间断。这产生多孔结构。一旦根据实施例1生产的本发明的产品开始变干,不仅单个层变得更清晰地可辨认,而且作为结果发生多孔结构和交联。单个层不再彼此分开,而是在一些点彼此连接。两个有质地的样品的原纤维结构纵向取向,对应于热加工中的模具。参照样品,鸡胸肉是可见的更紧致且更复杂的网络。
[0139]
孔隙率
[0140]
制备每个样品的薄截面,并且通过透射光产生样品与孔之间的对比。通过来自keyence的vhx 6'000数字显微镜记录并处理图像。结果显示于图3a)和3b)中。
[0141]
可以看出,在根据实施例1生产的本发明的产品中孔隙率非常显著,并且因此也确保了干燥状态下的结构内聚力。单个腔是封闭的并且具有均匀的分布,其中外边缘上的腔更小。越靠近中央,腔越大。腔的平均面积是21,292
±
36,110μm2,具有125
±
73μm2或239
±
153μm2的平均最小和最大直径。结果总结在表2中。
[0142]
表2
[0143][0144]
根据对比实施例2生产的产品仅具有轻微不规则的多孔结构。在外部区域几乎看不到任何孔隙率,而在内部部分看得到腔。这些是由于加工期间的分层布置,并且突出说明了单个层彼此被不良地网络化以及在水分损失之后相对快速地彼此分离。
[0145]
质地
[0146]
使用具有“v”形槽刀片的warnzer-brazler刀片组测定当切割或咬时破坏根据实施例1和2的产品的结构所需的最大力(峰值力)(https://textureanalysisprofessionals.blogspot.com/2014/12/texture-analysis-in-action-blade-set.html)。该分析有助于量化产品的切割或咬合性质。所有质地分析测量在25℃的室温下进行。
[0147]
将挤出的样品切割成30mm
×
30mm的正方形片,作为用于质地分析的样品制备的一部分。将根据实施例1和2生产的具有13-16mm的厚度(实施例1)和10mm的厚度(实施例2)的样品横向(与挤出条的流动方向成直角)(f
t
)切割以及平行于挤出条的流动方向(f
l
)切割,并且测定各个最大力(峰值力)并以牛顿(n)表示。所有测量进行三次。
[0148]
切割速度设定为50mm/min,并且切割距离是40mm。结果显示于图4a中。
[0149]
可以看出,与对比实施例2的产品相比,根据实施例1的本发明的产品在两个切割方向(f
t
和f
l
)上具有更高的强度。
[0150]
图4b显示了两种样品的各向异性指数,所述指数可以由f
t
和f
l
值的比率计算(a=f
t
/f
l
),并且表示产品的纤维度的量度。与对比实施例2的产品的值相比,根据实施例1的本发明的产品的值显著降低,这表明根据实施例1的本发明的产品的纤维度增加。
[0151]
肉产品像鸡肉或牛肉的各向异性指数接近1,范围为1.1-1.75,但是鱼肉的各向异性指数是4.95,表明鱼肉的纵向和横向质地的高度变化。
[0152]
关于f
t
和f
l
值,面包生面团不具有任何显著的各向异性。
[0153]
将肉类似物的质地曲线与挤出的发泡小吃产品相比较,并且通过小吃产品
‘
knusperbrot’的波动质地曲线(图5a)与肉替代品的更光滑的质地曲线(图5b)相比较来证实质地的差异。这是由于
‘
knusperbrot’的质地的根本差异,其是松脆的并且因此当刀片穿透样品时具有多个力峰值。
[0154]
实施例3
[0155]
在具有另外的气体供应单元的来自b
ü
hler的42mm双螺杆挤出机中,在高达152℃的温度和400rpm的螺杆速度下加工以下原料:
[0156][0157]
在四个不同的试验中,进入挤出机的气体注入速率保持在0g/h、35g/h、52g/h和70g/h的速率下。冷却模具的出口处的总通量是35kg/h。
[0158]
质地
[0159]
(a)肉替代品的分析
[0160]
对根据实施例3生产的样品进行质地分析。图5表示用3个水平的气体注入速率生产的样品的比较。使用具有1mm的厚度的warner bratzler刀片组测定切穿实施例3中的产品的结构所需的最大力(峰值力)。该分析有助于量化产品的切割或咬合性质。所有质地分析测量在25℃的室温下进行。
[0161]
将根据实施例3生产的挤出的样品切割成20mm
×
20mm的正方形片,作为用于质地分析的样品制备的一部分。然后将样品横向(与挤出条的流动方向成直角)(f
t
)切割以及平行于挤出条的流动方向(f
l
)切割,并且测定各个最大力(峰值力)并且以mpa表示。对于每个切割方向,进行6次重复。结果显示于图6中。
[0162]
计算两个方向上的切割力的比率并且表示为各向异性指数(a=f
t
/f
l
)。采用高于0g/h的气体注入速率的发泡产品的a值是1.1-1.5,而非发泡产品的该值更接近1。
[0163]
(b)肉产品的分析
[0164]
出于比较的目的,使用具有
‘
矩形’槽刀片(hdp/wbr)和厚度1.016mm的warner blatzer刀片对市场上可获得的鸡肉、牛肉和鱼肉产品进行质地分析。将warner-bratzler刀片的切割速度设置为1mm/sec,并且使刀片穿透样品。在25℃下测量样品。对于每个样品总共重复测量3次。
[0165]
发现这些肉和鱼肉产品的最大力的平均值在横向上为45.0至175.1n,并且在纵向上为10.0至99.9n。
[0166]
肉产品像鸡肉或牛肉的各向异性指数接近1,范围为1.1-1.75,但是鱼肉的各向异性指数是4.95,表明鱼肉的纵向和横向质地的高度变化。
[0167]
将肉类似物的质地曲线与挤出的发泡小吃产品相比较,并且通过小吃产品
‘
knusperbrot’的波动质地曲线(图7a)与肉替代品的更光滑的质地曲线(图7b)相比较来证实质地的差异。这是由于
‘
knusperbrot’的质地的根本差异,其是松脆的并且因此当刀片穿透样品时具有多个力峰值。
[0168]
在图8a和b中,显示了根据实施例3生产的产品的孔隙率的显微图像。采用70g/h的气体注入速率的实施例3中的发泡产品的光学显微镜(20
×
)图像显示在发泡产品内部存在互连的孔。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。