1.本发明涉及机床控制技术领域,具体涉及一种超声切削直刃尖刀的转角控制方法。
背景技术:
2.蜂窝芯复合材料作为一种新型轻量化材料,已经被泛应用于航空航天和轨道交通等领域。直刃尖刀作为超声辅助切削蜂窝芯零件的主要刀具形式之一,多用于对整块材料的下料加工及尖角、楔角等形状的加工。通过对其施加超声频振动,可使直刃尖刀实现蜂窝芯毛坯的开粗与修形工作。
3.中国专利cn111390285a《一种蜂窝芯加工刀轨生成方法》提出了采用逐层去除蜂窝毛坯材料方法,即每一层内首先采用直刃尖刀切削毛坯,形成三角形残留,然后采用圆盘刀切除三角形残留。该方法虽然可以对蜂窝芯材料进行大余量去除,但针对材料的型面加工仍需借助于圆片刀来实现,这大大影响了加工效率。当前,也有部分学者提出了相应的曲面加工算法,但该算法具有很大的局限性,只能用来加工刀轴竖直下的曲面,而对于需要刀轴实时变化的复杂曲面仍无法加工。
技术实现要素:
4.本发明的目的是为了解决直刃尖刀超声切削复杂曲面零件时,刀具的刀面矢量需要连续偏转,进而保证直刃尖刀在切削过程中始终以刃口方向去除材料的问题。
5.本发明的技术方案是:一种超声切削直刃尖刀的转角控制方法,包括如下步骤:
6.s1、获取直刃尖刀刀位文件,根据直刃尖刀刀位文件记载的刀位点和刀轴矢量计算直刃尖刀的实时刀面矢量;
7.s2、基于获取的刀轴矢量进行机床a、c旋转角的计算;
8.s3、基于直刃尖刀旋转a角和c角时的旋转矩阵,获取旋转后的刀面矢量,基于旋转后的刀面矢量和实时刀面矢量的关系进行直刃尖刀旋转角的计算;
9.s4、通过旋转后的刀面矢量和实时刀面矢量的关系进行机床主轴正反转的判断。
10.进一步地,所述步骤s1中,根据直刃尖刀刀位文件计算实时刀面矢量的具体计算过程如下:
11.直刃尖刀的刀位点和刀轴矢量分别为o(x,y,z)和t(i,j,k),并且每相邻两刀位点就能构成对应的切线矢量,记为r,利用右手螺旋定则可得直刃尖刀的刀面矢量w,其计算公式为:w=t
×
r。
12.进一步地,所述步骤s2中,进行机床a、c旋转角计算的具体过程如下:
13.根据ac双摆头五轴数控机床的运动学变换公式可知:a=arccosk和c=arctan(i/-j),将直刃尖刀每一位置处的刀轴矢量t(i,j,k)代入公式,即可得相应a、c旋转角。
14.进一步地,所述步骤s3中,进行直刃尖刀旋转角计算的具体过程如下:
15.将起始状态下的刀面矢量进行齐次化为w0=(1000)
t
,旋转后的刀面矢量基于如下
公式计算:w'=ra·
rc·
w0,所述旋转后的刀面矢量与该位置处的真正刀面矢量存在一定夹角,该夹角即为所求直刃尖刀的旋转角h,具体通过如下公式计算:
16.其中,ra和rc分别为直刃尖刀旋转a角和c角时的旋转矩阵,具体为:
17.和
18.进一步地,所述步骤s4中,进行机床主轴正反转判断的具体过程如下:
19.利用右手螺旋法对其运动方向进行判断,记w'与w两刀面矢量叉乘为f,进而通过向量f的z值正负来判断主轴的正反转,即:f=w'
×
w,
[0020][0021]
本发明与现有技术相比,具有以下有益效果:
[0022]
本发明巧妙的引入刀面矢量概念,从而在已知刀位点和刀轴矢量的前提下,可求得任意位置处的直刃尖刀旋转角,故该算法适用于各种复杂曲面零件的超声切削加工。
[0023]
基于上述理由本发明可在机床控制领域进行广泛推广。
附图说明
[0024]
图1是超声切削直刃尖刀的转角控制流程图。
[0025]
图2是超声切削直刃尖刀的旋转示意图。
[0026]
图3是根据直刃尖刀刀位文件求得旋转角h的展示图。
具体实施方式
[0027]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
[0028]
如图1-图3所示,本实施例公开了一种超声切削直刃尖刀的转角控制方法,包括如下步骤:
[0029]
s1、获取直刃尖刀刀位文件,根据直刃尖刀刀位文件记载的刀位点和刀轴矢量计算直刃尖刀的实时刀面矢量;
[0030]
s2、基于获取的刀轴矢量进行机床a、c旋转角的计算;
[0031]
s3、基于直刃尖刀旋转a角和c角时的旋转矩阵,获取旋转后的刀面矢量,基于旋转后的刀面矢量和实时刀面矢量的关系进行直刃尖刀旋转角的计算;
[0032]
s4、通过旋转后的刀面矢量和实时刀面矢量的关系进行机床主轴正反转的判断。
[0033]
所述步骤s1中,根据直刃尖刀刀位文件计算实时刀面矢量的具体计算过程如下:
[0034]
设直刃尖刀的刀位点和刀轴矢量分别为o(x,y,z)和t(i,j,k),并且每相邻两刀位点就能构成对应的切线矢量,记为r。利用右手螺旋定则可得直刃尖刀的刀面矢量w,其计算公式为:w=t
×
r。
[0035]
所述步骤s2中,进行机床a、c旋转角计算的具体过程如下:
[0036]
根据ac双摆头五轴数控机床的运动学变换公式可知:a=arccosk和c=arctan(i/-j),故将直刃尖刀每一位置处的刀轴矢量t(i,j,k)代入公式,即可得相应a、c旋转角。
[0037]
所述步骤s3中,进行直刃尖刀旋转角计算的具体过程如下:
[0038]
将起始状态下的刀面矢量进行齐次化为w0=(1 0 0 0)
t
,设直刃尖刀旋转a角和c角时的旋转矩阵分别为ra和rc,则旋转后的刀面矢量为:w'=ra·
rc·
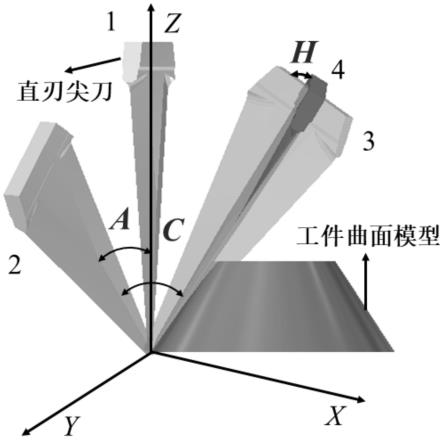
w0,但是此时的刀面矢量与该位置处的真正刀面矢量存在一定夹角,该夹角即为所求直刃尖刀的旋转角h。如图2所示,直刃尖刀从位置1旋转a角后到达位置2处,再旋转c角,到达位置3处,此时3处的刀面与该位置真正的刀面4存在一个夹角,也即所求旋转角h,其中:
[0039][0040]
和
[0041]
所述步骤s4中,进行机床主轴正反转判断的具体过程如下:
[0042]
由于上述所得h角为标量,不能判断主轴的正反转,故需利用右手螺旋法对其运动方向进行判断,记w'与w两刀面矢量叉乘为f,进而通过向量f的z值正负来判断主轴的正反转,即:f=w'
×
w。
[0043][0044]
图3中直刃尖刀的刀位数据经图1的流程图计算后,可得对应的直刃尖刀旋转角h。本具体实施方式可以解决复杂曲面零件的超声切削加工,从而大幅提升工件的加工效率。
[0045]
本发明不局限于上述描述的具体实施方式,本领域的普通技术人员应当理解:在具体应用场景下,直刃尖刀的刀位文件改变时,会影响最终的旋转角h,但这些改变也均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。