1.本发明涉及一种超声辅助飞秒激光嵌套加工密封容器阳性微孔的方法,属于密封容器阳性样品制造领域。
背景技术:
2.容器密封性研究中,阳性样品制备是直接关系密封性检测结果的重要环节,加工出固定孔径的微孔对于检测结果十分重要。如何加工出高精度、高质量的微孔是其研究检测的关键。目前,阳性样品微孔加工存在两个挑战,一是针对高深径比的微孔加工,另一方面则是难以加工如模制瓶等的大壁厚样品。当前阳性样品微孔加工方法主要有微管、毛细管、微孔片、铜线等,这些加工方法的优点在于容易制备,成本低,但却存在引入影响检测的外源性物质,稳定性差,材质不同等缺点,难以在玻璃等难加工材料上克服这两项挑战并加工出符合条件的微孔。而激光是药物密封性检测校准微孔制造最合适的工具,是突破现有加工极限与技术限制的最佳手段,其可在硬脆玻璃药瓶上制造出具有精确孔形及孔径的大深径比的微米孔,漏孔几何形状和内部气体流动行为最接近真实缺陷,且不会引入任何外源性物质。目前激光制孔技术是美国食品药品监督管理局fda公认的,usp1207通则引用的最权威的容器密封性测试校准微孔制备技术。
3.目前常见的激光加工密封容器阳性微孔均为倒锥孔型,原因是其加工方法为叩击式加工,由于激光聚焦特性,会导致微孔锥度过大,外部孔口直径远大于要求直径,呈倒锥形孔形,面对密封检测常用的微生物挑战法以及真空泄露法,其大锥度以及大外出口直径会导致测量结果产生严重偏移,且叩击式方法存在较大偶然性,导致尺寸误差较大。而在激光选择上,工业上常使用连续激光或长脉冲激光,其加工中产生热量堆积会产生等离子体屏蔽效应等,阻碍微孔加工的稳定一致性。与之相对应的则是飞秒激光,其具有超快超强、无热效应的优势,具有加工高深径比微孔的潜力,可通过在样品内持续移动焦点加工长直孔。但目前飞秒激光加工高深径比微孔存在的问题在于加工过程中的碎屑等无法及时排出,往往会发生堵塞,从而限制加工深度,面对壁厚较大的模制瓶等时此问题尤其凸显。针对碎屑排出的问题,已有的研究中常采用将样品浸没在液体环境中的方式进行辅助处理,可以使产生的碎屑与等离子体及时排出,有效加长微孔加工深度。由于加工孔径小,需要使用高倍物镜,其焦距十分有限,因此在使用溶液环境加工时需要使用水浸物镜,从而可以使样品完全浸没于溶液中而物镜可以正常工作。但采用液体环境辅助会产生另外的问题,即加工中激光焦点击打于液体时会产生空化气泡,从而产生折射作用,使得激光聚焦受到影响,从而使得加工深度收到限制,难以进一步增长,且静态的液体环境对于排出碎屑的促进作用有限。另一方面,对于在玻璃等难加工材料上加工微米级微孔,采用提拉式方法加工时,加工速度缓慢,且当加工极小孔径微孔或大壁厚样品时,深径比极大,碎屑气泡排出更加困难,更易发生堵塞现象,如安瓿瓶与西林瓶的2μm与3μm微孔,和壁厚超过2mm的模制瓶样品,均急需新的加工方法进行突破。
技术实现要素:
4.本发明的目的是为了解决如何在玻璃药瓶等密封容器上加工无锥度的高深径比微孔的问题,满足医药容器密封性阳性微孔制备的需求,提供了一种在特殊液体环境中使用超声能场辅助飞秒激光加工密封容器阳性微孔,并通过调控能量实现加工多段嵌套式微孔的方法。
5.本发明的目的是通过下述技术方案实现的。
6.本发明方法是基于超声能场辅助调控液体环境下等离子体排出与空化气泡碎裂过程的原理,通过使用特定比例的溶液环境,根据激光与不同溶液成分作用产生的气泡大小压力的不同,对空化气泡产生情况进行合理调控,进而施加超声能场辅助,使空化气泡碎裂,加速其溃灭周期,产生瞬时高压,带动碎屑排出,有效解决等离子体碎屑堵塞与气泡折射问题,极大的提高加工长度,实现无锥度的高深径比微孔加工;通过在加工过程中调控能量变化与移动速度的组合式加工方法,实现不同孔径的嵌套型微孔加工,通过大孔径段对气泡溃灭过程的限制与调控进一步提高样品加工极限,有效解决大壁厚样品的加工难题,且大幅提高阳性微孔加工效率,且由于此方法在外表面保留一段长度的小孔径,经实验验证并不会对检测结果产生影响,可有效应对目前的真空衰减法、微生物挑战法等常见的密封性检测方法。
7.本发明的目的是通过下述技术方案实现的:其主要加工系统包括飞秒激光调节系统、显微成像加工系统、物体壁厚检测系统、超声清洗仪、平移台,夹持装置;
8.连接关系为:飞秒激光调节系统发射飞秒激光进入加工物镜中,物镜没于溶液液面下,将激光聚焦样品,样品通过夹持装置固定于超声清洗仪中,并连接于平移台上,通过成像系统观察加工情况。
9.本发明公开的一种超声辅助飞秒激光嵌套加工密封容器阳性微孔的方法,包括如下步骤:
10.步骤一:,将药瓶固定在夹具中与超声池相连,添加一定浓度酒精溶液浸没药瓶,并通过调节药瓶位置使激光焦点聚焦于药瓶内表面。
11.步骤二:开启超声振动,调整激光能量,使激光焦点在药瓶瓶壁内持续加工一段距离。
12.步骤三:改变激光能量,重复步骤二,实现不同孔径的微孔加工,直至通透。
13.有益效果:
14.1、本发明公开的一种基于超声能场振动辅助的激光加工微孔方法,基于超声能场辅助调控液体环境下等离子体排出与空化气泡碎裂过程的原理,有效的解决了气泡与碎屑排出能力弱的问题,加速排出速度,有效提高了加工的极限能力,解决了密封容器上快速准确加工高深径比微孔的需求。其机理在于通过超声振动,使得大气泡被碎裂成为小气泡,并产生冲击压力,带动碎屑等一起排出孔道。
15.2、本发明公开的一种基于调控激光能量实现加工多段嵌套式微孔的方法,通过调整能量,调节孔径,从而控制气泡汇聚与碎屑排出情况,有效缓解了当加工样品壁厚过大,微孔长度过长时的堵塞问题,且相较于其他方法如叩击式加工方法,其外表面向内指定距离仍是小孔径的直孔,保证了参数的稳定一致性与检测等效性,如在面对微生物挑战法时,由于其小孔径外出口,不会诱使更多微生物侵入,从而确保了检测准确性。
16.3、本发明的装置,通过物体壁厚自动检测系统自动检测不均匀壁厚透明容器的最小壁厚位置,并将最薄位置设置为加工位点,从而减少加工行程,减少加工时间,提高加工效率;且并行显微成像加工系统,将飞秒激光分束、调节能量、聚焦后,作用在并排装夹的多个待加工件上,实现并行同步加工,进而实现加工效率多倍增加,提高加工效率。
附图说明
17.图1为本发明实施例中加工的嵌套形微孔的示意图。
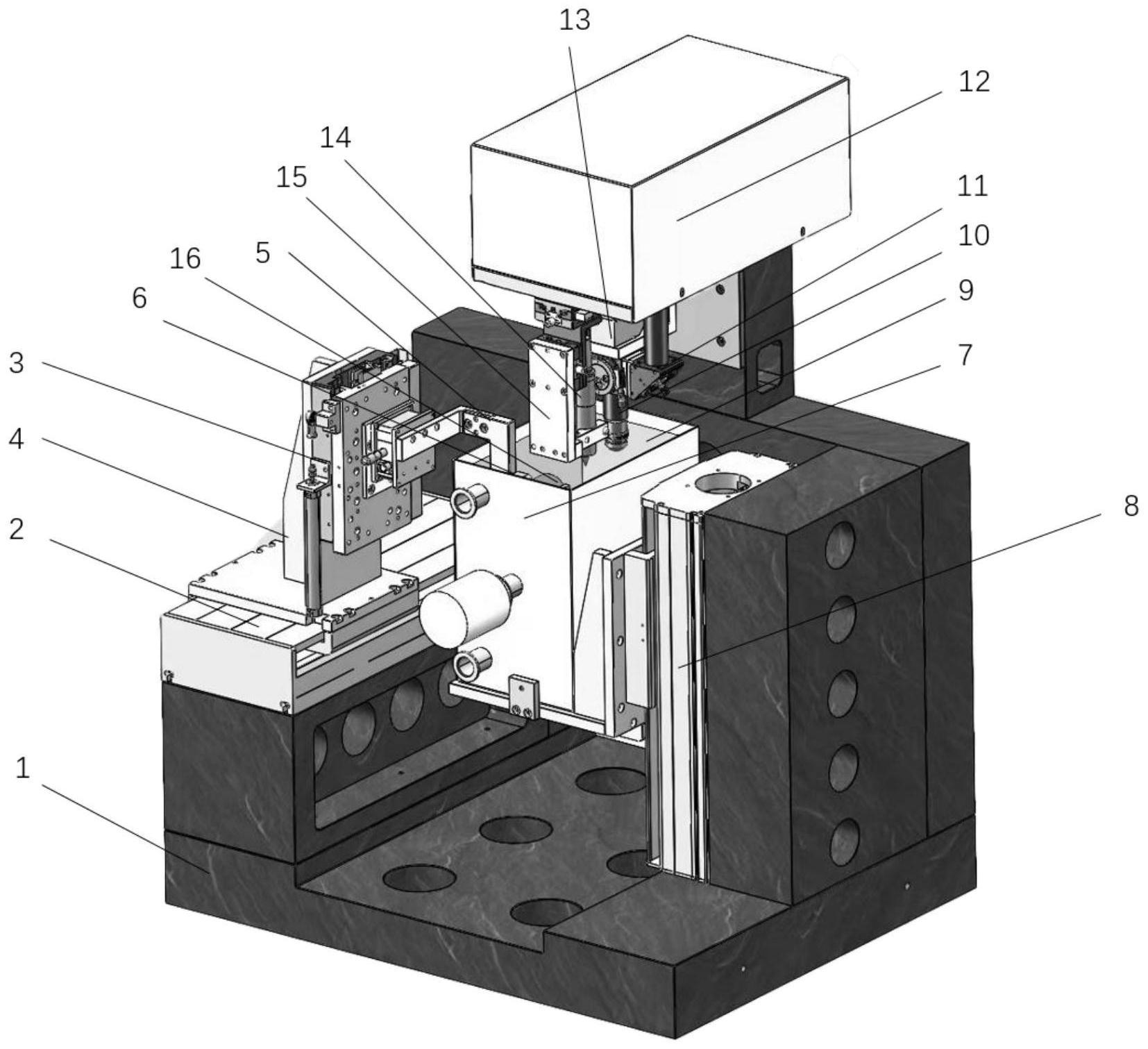
18.图2为具体实施例中,超声能场辅助飞秒激光加工阳性微孔的装置示意图。
19.其中:1—大理石基座、2—横向平移台、3—纵向平移台、4—平移台固定件、5—悬臂、6—工装夹具、7—超声仪、8—手动升降台、9—超声能场传递介质、10—聚焦物镜、11—反射镜、12—飞秒激光调节装置、13—高清光学信号采集器、14—共焦位移传感器、15—可调位支架、16—待加工件。
具体实施方式
20.为了更好的说明本发明的目的和优点,下面结合附图和实例对发明内容做进一步说明。
21.实施例1:在30%体积分数的乙醇溶液与超声能场辅助下,通过不同能量的飞秒激光在壁厚不均匀的模制瓶上完成嵌套式微孔加工。
22.模制瓶是用硼砂、石英砂在窑炉行列机生产做成,其成分为钠钙玻璃,相比于管制瓶,其透明度较差,且壁厚较大,并不均匀。因此采用通常的直接提拉式加工,往往会因气泡碎屑堵塞使得加工中断。基于此问题,需要使用壁厚测量工具选定壁厚较小的位置进行加工,并通过改变加工能量,在前半段使用大能量加工出较大孔径,之后更换为较小能量加工所需的微孔直径,可实现极小孔径微孔的加工。
23.在微孔加工系统中,飞秒激光的参数为:飞秒激光脉冲宽度为35飞秒,中心波长为800nm,重复频率为1000hz,单脉冲能量为0.5-20μj,呈空间高斯分布;飞秒激光聚焦前光斑大小为4mm,平移台移动速度为0.4μm/s-1μm/s。
24.如图1所示,装置包括有大理石基座1,基座由两块垂直连接的大理石板构成,其夹角左右两侧各有一支撑大理石板。
25.横向平移台2设置在大理石基座1左侧支撑大理石板上。纵向平移台3通过平移台固定件4与横向平移台2固定连接;
26.悬臂5通过螺栓与纵向平移台3固定连接,悬臂5悬端内伸;工装夹具6置于悬臂5悬端,工装夹具6上夹持待加工样品16。
27.悬臂5悬端下方设置有超声仪7,平置于手动升降台8上,手动升降台8与大理石基座1右侧支撑大理石板固连,超声仪7腔体内置有超声能场传递介质9。
28.悬臂5悬端上方为物体壁厚检测系统以及显微成像加工系统。
29.显微成像加工系统包括有聚焦物镜10、反射镜11、飞秒激光调节装置12、高清光学信号采集器13;飞秒激光调节装置12与大理石基座1上面固定连接;高清光学信号采集器13与聚焦物镜10顶部通过螺纹连接。
30.物体壁厚自动检测系统包括有共焦位移传感器14以及可调位支架15;共焦位移传
感器14与可调位支架15固定连接;可调位支架15与飞秒激光调节装置12下平面固定连接。
31.物体壁厚检测系统位于外侧,显微成像加工系统位于内侧。
32.本实施例的具体加工步骤如下:
33.(1)在系统控制下,工装夹具6固定待加工模制瓶16的空间方位,位移系统带动悬臂5,将定位后的待加工模制瓶16放置于显微成像加工系统的物镜下,并由系统确定加工位置,壁厚检测系统观察加工位置处壁厚1500μm,并调配30%浓度乙醇溶液作为超声能场传递介质9。
34.(2)待加工模制瓶16到达加工位置后,超声能场液体辅助系统中的升降台推动超声仪7抬升,直至超声能场传递介质9浸没待加工模制瓶16最高点,并将待加工模制瓶16内部腔体填满。
35.(3)上述加工准备工作完成后,由控制系统打开飞秒激光系统,飞秒激光脉冲经由飞秒激光调节装置12,调节其能量为10mw,对应加工孔径大小为20μm,经过聚焦物镜10空间整形后,作用于待加工模制瓶16上,加工起始点为瓶壁内侧,加工开始。
36.(4)加工过程中,超声仪7同步开启超声振动,并由位移系统带动待加工模制瓶16以0.8μm/s的速度做微进给运动,使激光焦点向瓶壁外侧持续相对移动,运动长度为1000μm,高清光学信号采集器13同步采集加工区域成像信号,实时反馈与控制系统并由计算机显示。
37.(5)步骤(4)运动结束后,调节飞秒激光系统能量为2mw,对应加工孔径大小为5μm由位移系统继续带动待加工模制瓶16以0.4μm/s的速度做微进给运动,使激光焦点向瓶壁外侧继续进行相对移动,运动长度为500μm,即加工至瓶壁外表面,实现通孔加工。
38.(6)加工完成后,手动升降台8下落,已加工件脱离超声能场传递介质9并完全暴露于空气中。位移系统带动已加工件回到起始位置,由操作人员取下已加工件,本轮加工完成。经人工更换已加工件和未加工件后,可进行下一轮加工,加工过程与上述相同。
39.实施例2:在30%体积分数的乙醇溶液与超声能场辅助下,通过不同能量的飞秒激光在壁厚均匀的安瓿瓶上完成嵌套式小孔径微孔加工。
40.安瓿瓶是用于盛装药液小型玻璃容器,容量一般为1~25ml,常用于存放注射用的药物以及疫苗、血清等,其材质多为硼硅酸盐玻璃,透光性一般较好,且壁厚较均匀。但加工微孔时,小孔径加工时移动速度一般较低,若全程使用单一能量与单一速度加工,所需时间较长,效率较低。因此,若通过改变加工能量,在前半段使用大能量进行加工,可适当提高平移台加工速度,从而有效提高加工效率。
41.本实施例所使用的系统同实施例1。
42.本实施例的具体加工步骤如下:
43.(1)在系统控制下,工装夹具6固定待加工安瓿瓶16的空间方位,位移系统带动悬臂5,将定位后的待加工安瓿瓶16放置于显微成像加工系统的物镜下,并由系统确定加工位置,壁厚检测系统观察加工位置处壁厚500μm,并调配30%浓度乙醇溶液作为超声能场传递介质9。
44.(2)待加工安瓿瓶16到达加工位置后,超声能场液体辅助系统中的升降台推动超声仪7抬升,直至超声能场传递介质9浸没待加工安瓿瓶16最高点,并将待加工安瓿瓶16内部腔体填满。
45.(3)上述加工准备工作完成后,由控制系统打开飞秒激光系统,飞秒激光脉冲经由飞秒激光调节装置12,调节其能量为2.8mw,对应加工孔径大小为10μm,经过聚焦物镜10空间整形后,作用于待加工安瓿瓶16上,加工起始点为瓶壁内侧,加工开始。
46.(4)加工过程中,超声仪7同步开启超声振动,并由位移系统带动待加工安瓿瓶16以0.8μm/s的速度做微进给运动,使激光焦点向瓶壁外侧持续相对移动,运动长度为300μm,高清光学信号采集器13同步采集加工区域成像信号,实时反馈与控制系统并由计算机显示。
47.(5)步骤(4)运动结束后,调节飞秒激光系统能量为0.6mw,对应加工孔径大小为3μm由位移系统继续带动待加工安瓿瓶16以0.4μm/s的速度做微进给运动,使激光焦点向瓶壁外侧继续进行相对移动,运动长度为200μm,即加工至瓶壁外表面,实现通孔加工。
48.(6)加工完成后,手动升降台8下落,已加工件脱离超声能场传递介质9并完全暴露于空气中。位移系统带动已加工件回到起始位置,由操作人员取下已加工件,本轮加工完成。经人工更换已加工件和未加工件后,可进行下一轮加工,加工过程与上述相同。
49.以上所述的具体描述,对发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。