1.本实用新型涉及自动化装配技术领域,具体地说涉及一种通用的孔直径柔性测量设备。
背景技术:
2.传统的工件表面上孔直径测量方法,都是通过使用测量装置装夹电子塞规,伸入测量孔中,从而达到精确测量孔直径的目的。电子塞规测量孔直径的时候,要求电子塞规的规格需要与孔直径的规格基本一致,即电子塞规的外径不能比测量孔的直径小太多,否则电子塞规无法测量,或者测量精度不能满足测量要求,测量结果不正确。因此在使用测量塞规进行孔径测量的时候,如果同一工件上有多个不同直径的测量孔,且测量孔的直径相差较大时,必须使用不同规格的电子塞规进行测量,此时,就必须要求人工辅助更换电子塞规,配合完成测量工作,或者在整套测量装置中,需要安装多个装夹夹具,夹具上装配相应规格的电子塞规,在此种方案中,由于存在多个辅助夹持装置,所以将在设备上占据较多的物理空间,且电子塞规是固定的,如果需要测量与之前测试方案不同的孔,将要人工进行电子塞规的替换,该方案灵活性很低,在当今自动化装配领域中,已经不能满足自动化、智能化的要求了。
3.在传统的自动化工件孔直径测量方案中,针对不同工件的孔直径测量,由于所有测量圆孔在工件上的位置是固定的,所以自动化测量程序只能与一种工件的测量方案对应,即使自动化测量程序中添加了对不同工件的判断程序,也没有对各种规格的工件进行全部囊括,此种方案的缺点为:一个自动化程序或者设备,只能对几种预设的特定工件进行孔直径的测量,而不具有普适性。
技术实现要素:
4.本实用新型提供一种通用的孔直径柔性测量,以解决现有技术存在的测量多种不同直径的孔不方便,测量效率低、自动化率低的问题。
5.为解决上述技术问题,本实用新型提供一种通用的孔直径柔性测量设备,包括传送辊道、测量辊道、支撑桁架、测量头、电子塞规工具箱、工控机、电子塞规,所述支撑桁架上安装有测量头,所述工控机控制测量头在水平面上沿横向纵向移动,所述支撑桁架下方设置有测量辊道、电子塞规工具箱,所述测量辊道的一端设置有传送辊道,所述测量头上可拆卸安装有电子塞规,所述测量辊道上设置有x轴向限位装置、y轴向限位装置,所述x轴向限位装置、y轴向限位装置将工件限位在x轴和y轴限位方向的交点处,所述交点为测量工位测量坐标系下的坐标原点。
6.所述测量辊道上设置有预处理工位a、测量工位b,所述x轴向限位装置、y轴向限位装置设置在测量工位b上。
7.所述测量辊道的一侧安装有工业机器人。
8.所述工业机器人将传送辊道上的工件抓取移动至预处理工位a上。
9.所述电子塞规工具箱中放置有若干不同规格的电子塞规。
10.所述测量头还可以在支撑桁架上下移动,进行数据测量以及从电子塞规工具箱中更换不同规格的电子塞规。
11.所述工控机还设置有输入键盘、显示屏。
12.本实用新型带来的有益效果:(1)本实用新型根据待测量工件的图纸信息自动解析测量孔的位置和尺寸信息,包括测量孔所在面深度信息,高效优化计算测量算法,测量效率高、自动化程度高,自动规划测量方案,相较于传统的一套程序针对一种或几种工件的测量方式,本实用新型具有极大普适性,符合柔性测量要求;(2)本实用新型仅使用一个测量头,测量头在控制系统的控制下,将根据不同的图纸信息中不同的测量孔信息自动更换对应规格电子塞规,该方案将为整套测量系统提供极大的柔性,并节约了由于安装多个测量头在整套装置上所占据的物理空间;由于电子塞规替换在本实用新型中都是自动完成的,所以节约了人工操作。
附图说明
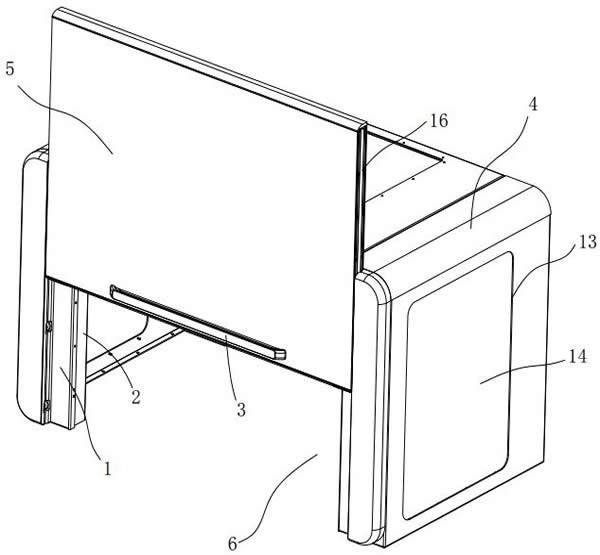
13.图1是根据本实用新型的通用的孔直径柔性测量设备的结构示意图;
14.图2为测量孔尺寸及位置解析示意图;
15.图3为测量头更换电子塞规示意图;
16.其中,1-传送辊道,2-测量辊道,3-支撑桁架,4-工件,5-测量头,6-电子塞规工具箱,7-工控机,8-工业机器人,9-电子塞规。
具体实施方式
17.为使本实用新型的目的、技术方案和优点更加清楚,以下结合具体实施例,对本实用新型作进一步地详细说明。
18.如图1-3所示,本实用新型实施提供了一种通用的孔直径柔性测量方法的设备,包括传送辊道1、测量辊道2、支撑桁架3、测量头5、电子塞规工具箱6、工控机7、电子塞规9,所述支撑桁架3上安装有测量头5,所述工控机7控制测量头5在水平面上沿横向纵向移动,所述支撑桁架3下方设置有测量辊道2、电子塞规工具箱6,所述测量辊道2的一端设置有传送辊道1,所述测量头5上可拆卸安装有电子塞规9,所述测量辊道2上设置有x轴向限位装置、y轴向限位装置,所述x轴向限位装置、y轴向限位装置将工件4限位在x轴和y轴限位方向的交点处,所述交点为测量工位测量坐标系下的坐标原点。
19.所述测量辊道2上设置有预处理工位a、测量工位b,所述x轴向限位装置、y轴向限位装置设置在测量工位b上。
20.所述测量辊道2的一侧安装有工业机器人8。
21.所述工业机器人8将传送辊道1上的工件4抓取移动至预处理工位a上。
22.所述电子塞规工具箱6中放置有若干不同规格的电子塞规9。
23.所述测量头5还可以在支撑桁架3上下移动,进行数据测量以及从电子塞规工具箱6中更换不同规格的电子塞规9。
24.所述工控机7还设置有输入键盘、显示屏。
25.如图1,传送辊道1为生产线上的工件运输辊道,工件4通过该装置流入工业机器人
8的工作区域,所述传送辊道1在工业机器人8的工作区域中具有限位装置,工件限位后,由工业机器人开始夹持工件4到工件测量辊道2。
26.在测量辊道2中,在预处理工位a上可以对工件4进行预处理操作,根据不同的工件类型可以选用不同的预处理操作,在本实施例中,工位a上进行工件的清理工作,以清除工件上的铁屑;工件4在预处理工位a完成清理工作后,流入测量工位b,所述测量工位b上具有二维(x轴和y轴)限位装置,限位装置将工件4限位在x轴和y轴限位方向的交点处,该点也是测量工位测量坐标系下的坐标原点。
27.如图2,水平为x轴方向,竖直为y轴方向,坐标系原点为o,所述原点o同时也是预先标定的点。图示中的大长方形为待测工件4的外形轮廓,右上侧的小长方形为工件4上的一个平面轮廓线,所述工件4上的surface1为工件4的最上层平面,属于surface1平面上的待测孔有三个,为c1、c2、c3,它们的所在面深度信息为0,所述工件4上的surface2为工件4的第二平面,该平面在工件4上的位置比surface1平面低,相差高度为h2,属于surface2平面上的待测孔有两个,为c4、c5,故它们的所在面深度信息为h2;所述工件4上的测量孔在二维测量坐标系中的位置,可以通过图纸解析得到,对于测量孔ci,其圆心坐标位置为(x
ci
,y
ci
);所述工件4上,测量孔的直径信息,可以通过图纸解析得到,对于测量孔ci,其直径为φ
ci
;本实施例中,仅对附图2中的示意图说明图纸解析尺寸的示意说明,本实用新型方法,可以针对不同的工件图纸完成对上述三种尺寸的解析,尺寸解析具有通用性。
28.如图3,所述测量头5在广义上具有3个位置,其中位置m为待机位,当电子塞规不工作时,或者在程序的等待间隙时,可以处于待机位等待控制命令或者等待其他工序完成;位置p为电子塞规更换位,此时测量头在将要更换的电子塞规上方,工控机7控制测量头自动装夹电子塞规或者卸载电子塞规;位置n为孔径测量位,针对不同的测量孔,测量头装夹电子塞规对不同位置的孔进行测量;所述测量头在空间中的三维工作位由工控机7进行路径规划,进而按照既定策略完成所有测量孔的直径测量。
29.如图1,对工件测量辊道2的测量工位b上的工件的孔测量完毕后,工件将由测量工位传输到预处理工位;工控机7对所有孔的测量结果进行分析,然后综合判定工件孔径是否合格:针对合格工件,工控机7将控制工业机器人8将工件4夹持到传送辊道,合格工件将继续由传送辊道传送到下一工位继续后续流程,对于不合格工件,将由工业机器人8夹持工件到ng位(不合格产品存放工位),工控机7上报ng工件信息给生产线总控系统,继而进入后续流程。
30.综上所述,本实用新型的通用的孔直径柔性测量方法,(1)本实用新型根据待测量工件的图纸信息自动解析测量孔的位置和尺寸信息,包括测量孔所在面深度信息,高效优化计算测量算法,测量效率高、自动化程度高,自动规划测量方案,相较于传统的一套程序针对一种或几种工件的测量方式,本实用新型具有极大普适性,符合柔性测量要求;(2)本实用新型仅使用一个测量头,测量头在控制系统的控制下,将根据不同的图纸信息中不同的测量孔信息自动更换对应规格电子塞规,该方案将为整套测量系统提供极大的柔性,并节约了由于安装多个测量头在整套装置上所占据的物理空间;由于电子塞规替换在本实用新型中都是自动完成的,所以节约了人工操作。
31.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,
所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。