1.本实用新型涉及一种夹具,具体涉及一种使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具。
背景技术:
2.目前在燃机及航空发动机的叶片榫齿结构设计中,经常会采用径向圆弧榫齿的结构设计。传统对于径向圆弧榫齿的加工,多采用进口的6轴缓进磨床或者5轴联动加工中心进行加工。
3.使用进口的6轴缓进磨床加工存在机床加工成本高,设备极易被国外封锁以及设备后期故障维护周期长等问题;使用5轴联动加工中心加工时存在加工效率低,成型铣刀磨损快齿型不易保证,加工表面粗糙度不高,刀具补偿值难以固化,刀具成本高等问题,且该方法多用于加工锻造类叶片难以用于加工铸造类型叶片。
技术实现要素:
4.本实用新型提供一种使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,能够在三轴联动缓进磨床上完成叶片径向圆弧榫齿加工,榫齿的齿型加工精度高、表面粗糙度好;设备的加工成本低,加工效率高。
5.本实用新型的技术方案如下:
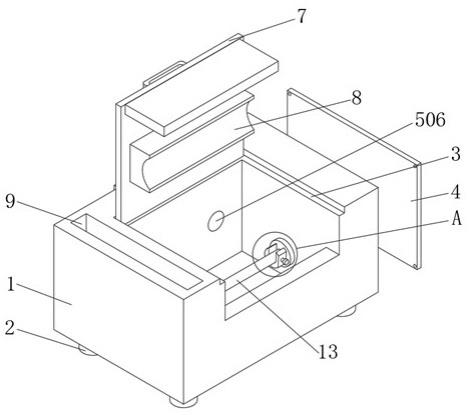
6.一种使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,包括大夹具和小夹具;所述大夹具包括底板、定位板一和定位板二,定位板一和定位板二垂直设置在所述底板上,定位板一与定位板二之间呈垂直状态固定连接;所述小夹具包括基准座、左基准块、右基准块和叶片夹紧机构,左基准块与右基准块分别垂直设置在所述基准座的两侧,叶片夹紧机构设置在所述基准座上且位于左基准块与右基准块之间;所述基准座与定位板一安装在一起,定位板二用于定位左基准块或右基准块。
7.进一步地,所述的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,所述大夹具固定安装在三轴联动缓进磨床的工作台上。
8.进一步地,所述的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,所述基准座的底面设有均布的四个螺纹盲孔,定位板一设有均布的四个通孔,所述螺纹盲孔与所述通孔位置相对应,以固定螺栓穿入所述通孔拧入所述螺纹盲孔将所述基准座与定位板一安装在一起。
9.进一步地,所述的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,所述叶片夹紧机构包括固定座、压紧块、定位块、压紧螺栓一、压紧螺栓二、压紧螺栓三和定位螺栓,所述固定座设置在所述基准座上,所述固定座上设有叶片仿形凹槽;压紧螺栓一、压紧螺栓二和压紧螺栓三安装在所述压紧块上,定位螺栓安装在所述定位块上;所述压紧块的后端与所述固定座的左侧壁前端转动连接,所述定位块的后端与所述固定座的右侧壁后端转动连接;所述固定座的右侧壁上设有定位螺孔;所述压紧块的前端贴紧所述固定座的右
侧壁前端,所述定位块的勾状前端压住所述压紧块的前端,定位螺栓拧入定位螺孔中将所述定位块与所述固定座连接在一起,压紧螺栓一、压紧螺栓二和压紧螺栓三将放置在叶片仿形凹槽内的叶片压紧定位。
10.本实用新型的有益效果为:本实用新型提供的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,能够在三轴联动缓进磨床上完成叶片径向圆弧榫齿加工,榫齿的齿型加工精度高、表面粗糙度好;设备的加工成本低,加工效率高。
附图说明
11.图1为大夹具主视图;
12.图2为大夹具俯视图;
13.图3为大夹具右视图;
14.图4为小夹具主视图;
15.图5为小夹具俯视图;
16.图6为小夹具左视图;
17.图7为叶片主视图;
18.图8为叶片侧视图;
19.图9为利用夹具在三轴联动缓进磨床上加工叶片径向圆弧榫齿的示意图;
20.图10为叶片夹紧机构主视图;
21.图11为叶片夹紧机构俯视图。
具体实施方式
22.如图1-6、10、11所示,一种使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,包括大夹具和小夹具;所述大夹具包括底板1、定位板一2和定位板二3,定位板一2和定位板二3垂直设置在所述底板1上,定位板一2与定位板二3之间呈垂直状态固定连接;所述小夹具包括基准座5、左基准块6、右基准块7和叶片夹紧机构8,左基准块6与右基准块7分别垂直设置在所述基准座5的两侧,叶片夹紧机构8设置在所述基准座5上且位于左基准块6与右基准块7之间;所述基准座5的底面设有均布的四个螺纹盲孔9,定位板一2设有均布的四个通孔4,所述螺纹盲孔9与所述通孔4位置相对应,以固定螺栓穿入所述通孔4拧入所述螺纹盲孔9将所述基准座5与定位板一2安装在一起,定位板二3用于定位左基准块6或右基准块7;所述叶片夹紧机构8包括固定座12、压紧块13、定位块14、压紧螺栓一15、压紧螺栓二16、压紧螺栓三17和定位螺栓18,所述固定座12设置在所述基准座5上,所述固定座12上设有叶片仿形凹槽;压紧螺栓一15、压紧螺栓二16和压紧螺栓三17安装在所述压紧块13上,定位螺栓18安装在所述定位块14上;所述压紧块13的后端与所述固定座12的左侧壁前端转动连接,所述定位块14的后端与所述固定座12的右侧壁后端转动连接;所述固定座12的右侧壁上设有定位螺孔;所述压紧块13的前端贴紧所述固定座12的右侧壁前端,所述定位块14的勾状前端压住所述压紧块13的前端,定位螺栓18拧入定位螺孔中将所述定位块14与所述固定座12连接在一起,压紧螺栓一15、压紧螺栓二16和压紧螺栓三17将放置在叶片仿形凹槽内的叶片压紧定位;所述大夹具固定安装在三轴联动缓进磨床的工作台上。
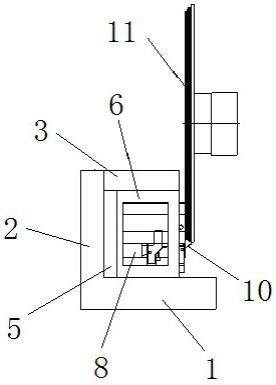
23.加工过程如下:如图7-9所示,首先将大夹具的底板1固定在机床工作台上,并把底
板1基准面找平,保证底板1基准面与机床x轴平行;然后将待加工叶片装夹在小夹具的叶片夹紧机构8上,将右基准块7贴紧定位板二3,以螺栓穿入通孔4拧入螺纹盲孔9将基准座5与定位板一2安装在一起;其后利用成型砂轮11加工径向圆弧榫齿10的盆向榫齿;加工完成径向圆弧榫齿10的盆向榫齿后,卸下螺栓,将小夹具翻转180度,将左基准块6贴紧定位板二3,以螺栓穿入通孔4拧入螺纹盲孔9将基准座5与定位板一2安装在一起;其后利用成型砂轮11加工径向圆弧榫齿10的背向榫齿。
技术特征:
1.一种使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,其特征在于,包括大夹具和小夹具;所述大夹具包括底板、定位板一和定位板二,定位板一和定位板二垂直设置在所述底板上,定位板一与定位板二之间呈垂直状态固定连接;所述小夹具包括基准座、左基准块、右基准块和叶片夹紧机构,左基准块与右基准块分别垂直设置在所述基准座的两侧,叶片夹紧机构设置在所述基准座上且位于左基准块与右基准块之间;所述基准座与定位板一安装在一起,定位板二用于定位左基准块或右基准块。2.根据权利要求1所述的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,其特征在于,所述大夹具固定安装在三轴联动缓进磨床的工作台上。3.根据权利要求1所述的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,其特征在于,所述基准座的底面设有均布的四个螺纹盲孔,定位板一设有均布的四个通孔,所述螺纹盲孔与所述通孔位置相对应,以固定螺栓穿入所述通孔拧入所述螺纹盲孔将所述基准座与定位板一安装在一起。4.根据权利要求1所述的使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具,其特征在于,所述叶片夹紧机构包括固定座、压紧块、定位块、压紧螺栓一、压紧螺栓二、压紧螺栓三和定位螺栓,所述固定座设置在所述基准座上,所述固定座上设有叶片仿形凹槽;压紧螺栓一、压紧螺栓二和压紧螺栓三安装在所述压紧块上,定位螺栓安装在所述定位块上;所述压紧块的后端与所述固定座的左侧壁前端转动连接,所述定位块的后端与所述固定座的右侧壁后端转动连接;所述固定座的右侧壁上设有定位螺孔;所述压紧块的前端贴紧所述固定座的右侧壁前端,所述定位块的勾状前端压住所述压紧块的前端,定位螺栓拧入定位螺孔中将所述定位块与所述固定座连接在一起,压紧螺栓一、压紧螺栓二和压紧螺栓三将放置在叶片仿形凹槽内的叶片压紧定位。
技术总结
本实用新型涉及一种使用三轴联动缓进磨床加工叶片径向圆弧榫齿的夹具。技术方案如下:包括大夹具和小夹具;所述大夹具包括底板、定位板一和定位板二,定位板一和定位板二垂直设置在所述底板上,定位板一与定位板二之间呈垂直状态固定连接;所述小夹具包括基准座、左基准块、右基准块和叶片夹紧机构,左基准块与右基准块分别垂直设置在所述基准座的两侧,叶片夹紧机构设置在所述基准座上且位于左基准块与右基准块之间;所述基准座与定位板一安装在一起,定位板二用于定位左基准块或右基准块。本实用新型能够在三轴联动缓进磨床上完成叶片径向圆弧榫齿加工,榫齿的齿型加工精度高、表面粗糙度好。表面粗糙度好。表面粗糙度好。
技术研发人员:杨超 赵文涛 郭彦东 吴伟东 李占龙
受保护的技术使用者:沈阳强航时代精密科技有限公司
技术研发日:2022.04.18
技术公布日:2022/6/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。