1.本实用新型有关于一种自动化鞋楦结构,尤指一种供自动化制鞋过程所使用的鞋楦结构与轻量化技术。
背景技术:
2.一般鞋楦按照材质分为木、塑胶和金属三种;传统鞋楦是采用质地坚硬、密度高、纹理细致的硬木树材所制成。然而,随着大量鞋类产品的需求与供应下,传统以人工或机械加工生产木制鞋楦的方式,势必已经无法满足如今鞋业产品需求量高的生产要求,木制鞋楦逐渐被高密度聚乙烯(hdpe)为材料的塑胶鞋楦取代,其成为现代制鞋工业用鞋楦的主要类型。
3.自动化在各产业都已慢慢成为发展趋势,过去以手工为主的传统制鞋业,现在也有自动化公司开发出能自动制鞋的机械,像是透过3d视觉路径生成,不需标准化的产品也能进行制作,在鞋子的客制化上,也能有更高的效率。为了提供自动化机械手臂来抓取鞋楦进行制鞋,其在鞋楦上需安装有供机械手臂夹取的夹座,该夹座为适应机械手臂而选用金属材质,将金属夹座锁固于高密度聚乙烯(hdpe)材料的塑胶鞋楦中,然而,此种自动化鞋楦的制作方式,具有许多缺失:
4.1.金属夹座(硬)与塑胶鞋楦(软)为不同材质,二者在锁固时会产生塑胶鞋楦的崩塌、损坏。
5.2.自动化鞋楦需要精准定位的夹座与鞋楦,才能制作出高良率的鞋体,因此金属夹座与塑胶鞋楦在对应锁固组合时,需要非常准确的定位,不能有些微误差,所以在组装过程中需要花费较多时间定位修整,以使每一自动化鞋楦达到统一标准。
6.3.如同上述,金属夹座与塑胶鞋楦二者结合需要非常精准,但异材结合基本上会有些许误差,且每一组完成后的自动化鞋楦误差均不相同,导致在自动化制鞋过程所制成的鞋体品质不一。
7.4.塑胶鞋楦质地软,容易因碰撞而受损,或因使用时间的问题产生龟裂、脆化,有效使用的时效性短。
8.5.在鞋体制作过程会有烘烤或其他特殊需求,而处于高温状态下,塑胶鞋楦在高温下热膨胀系数高,会导致鞋体尺寸不一,同时也会有塑胶鞋楦软化的缺失。
9.6.金属夹座与塑胶鞋楦二者分别加工制造,再将其组合一起,除了会产生组装误差外,其制作过程繁杂,相对地,会提高自动化鞋楦的制作成本。
10.另,因有上述缺失,以致有部分业界人士改采金属鞋楦来改善塑胶鞋楦的缺点,但金属本身就具有相当重量,当制成金属鞋楦其实心金属结合金属夹座,导致整个自动化鞋楦过重,无论在搬运或自动化制程都有困难度,且金属材加工成鞋楦的过程中,因金属材料较硬,其加工机磨损大、加工时间长,更重要的是金属成本高。
11.然而,无论是塑胶鞋楦或金属鞋楦对应结合夹座时,都产生种种的缺失与问题,此等均考验着制鞋者,需要长期研发思考如何创作出一个既能符合自动化制程,又可改善克
服上述缺失的鞋楦技术,此等俨然已成为相关技术领域人们所急欲解决与挑战的技术问题。
12.发明人有鉴于此,秉持多年该相关行业的丰富设计开发及实际制作经验,针对现有结构的不足之处予以研究改良,提供一种自动化鞋楦结构,以期达到更佳的实用价值性。
技术实现要素:
13.本实用新型的目的是提供一种自动化鞋楦结构,尤指一种供自动化制鞋过程所使用的鞋楦结构与轻量化技术。
14.本实用新型的上述目的可采用下列技术方案来实现:
15.实用新型提供一种自动化鞋楦结构,设有一供自动化加工制鞋制程所使用的鞋楦单元,鞋楦单元采用金属材料制成,包含有一楦头本体及与其楦头本体一体成型的夹座,且楦头本体具有中空室的楦身及实心踝座;借此,透过一体型的技术能有效减少组装与加工时间之外,最重要的是能达成符合自动化的精准定位效能,且轻量化并节省成本的功效。
16.本实用新型提供一种自动化鞋楦结构,自动化鞋楦结构为以金属材料模铸出的一鞋楦单元,其包含有:
17.一楦头本体,其具有一中空室的楦身,由楦身的一端一体延伸出实心踝座;
18.一与楦头本体一体成型的夹座,夹座衔接在实心踝座的顶端,并在夹座的表面设有供自动化设备夹取的夹持槽道。
19.在一种可能的实现方式中,于夹座的端面往其内设有供锁固或定位用的槽孔。
20.在一种可能的实现方式中,鞋楦单元的表面设有一保护层。
21.本实用新型自动化鞋楦结构的较佳实施例,其中鞋楦单元经由中空鞋楦成型步骤制作出一体成型的楦头本体及夹座,并让楦头本体内部形成中空室;再经由夹座加工步骤,将楦头本体定位,并对应夹座进行外观与夹持槽道加工,续,于夹座完成后,能经由夹持夹座进行楦头表面加工步骤,以将楦头本体表面进行抛光与精加工而精确成型。
22.本实用新型自动化鞋楦结构的较佳实施例,其中进一步在楦头表面加工步骤之后进行阳极处理步骤,在加工完成后的自动化鞋楦表面电解保护层,以防止氧化并具有拨油的功能(例如楦头表面具有隔离防污的功效,不易沾水、油渍等)和抗污的功能,同时也能防止变形,并具有导热快可辅助制鞋中需要烘烤的过程。
23.本实用新型的特点及优点是:
24.本实用新型提供一种自动化鞋楦结构,设有一供自动化加工制鞋制程所使用的鞋楦单元,鞋楦单元采用金属材料制成,包含有一楦头本体及与其楦头本体一体成型的夹座,且楦头本体具有中空室的楦身及实心踝座;借此,透过一体型的技术能有效减少组装与加工时间之外,最重要的是能达成符合自动化的精准定位效能,且轻量化并节省成本的功效。
附图说明
25.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
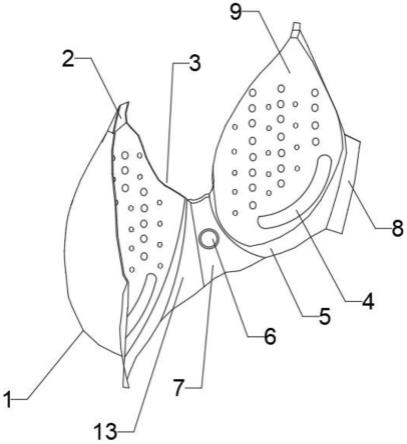
26.图1为本实用新型的立体外观示意图;
27.图2为本实用新型的剖视示意图;
28.图3为本实用新型的鞋楦制程方块的示意图;
29.图4为本实用新型的模铸鞋楦单元的步骤示意图;
30.图5为本实用新型的另一模铸鞋楦单元的步骤示意图;
31.图6为本实用新型的模铸后的鞋楦单元的外观示意图;
32.图7为本实用新型的鞋楦的另一制程方块示意图;
33.图8为本实用新型的鞋楦单元经阳极处理后的剖视示意图。
34.附图标记:
35.1、鞋楦单元;
36.11、楦头本体;
37.110、中空室;
38.111、楦身;
39.112、实心踝座;
40.12、夹座;
41.121、夹持槽道;
42.122、槽孔;
43.2、保护层;
44.10、外型模具;
45.101、全模穴;
46.20、楦身砂心;
47.30、支撑件;
48.s1、中空鞋楦成型步骤;
49.s2、夹座加工步骤;
50.s3、楦头表面加工步骤;
51.s4、阳极处理步骤。
具体实施方式
52.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
53.为令本实用新型所运用的技术内容、实用新型目的及其达成的功效有更完整且清楚的表达,现详细说明如下,并请一并参阅所示的图式及图号:
54.首先,请参阅图1和图2所示,本实用新型的自动化鞋楦立体外观、剖视示意图,为以金属材料模铸出一鞋楦单元1,其主要包含有:
55.一楦头本体11,具有一中空室110的楦身111,由楦身111一端一体延伸出实心踝座112;
56.一与楦头本体11一体成型的夹座12,夹座12衔接在实心踝座112顶端,并在夹座12
表面设有供自动化设备夹取的夹持槽道121。
57.当于实际制作鞋楦单元1时,能采用下列步骤来完成一具有中空室的一体成型的鞋楦单元1,请参阅图3所示,其步骤如下:
58.s1、中空鞋楦成型,采用金属材料模铸出一鞋楦单元1,鞋楦单元1包含有一楦头本体11及与其楦头本体11一体成型的夹座12,且楦头本体11具有中空室110的楦身111及实心踝座112;
59.s2、夹座加工,将成型后的鞋楦单元1的楦头本体11定位,再针对夹座12进行表面与夹持槽道121加工;
60.s3、楦头表面加工,将加工后的夹座12夹持定位,再对应楦头本体11表面进行抛光与精加工而成型精确楦头。
61.本实用新型的自动化鞋楦在s1中空鞋楦成型步骤中选用易灌注、加工的金属材料,如铝金属
…
,利用金属材料模铸出一鞋楦单元1,然而,实施模铸制程有数种方式,以下举例说明一可行的实施方式,而此实施例并非限定本实用新型的产品结构或方式,任何所属技术领域的技术人员的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴,实施如下:
62.请参阅图4和图5所示,在模铸制程中的模具材质能依据所需而选用金属、砂模(或可称砂子)、石墨
…
等,此部分非本实用新型的要求,故以模具称之,先制作一外型模具10,其该外型模具10内具有一鞋楦单元1造型的全模穴101,而全模穴101包含楦头本体11穴位及夹座12穴位;接着,针对欲产生楦身111中空室110的部位制作出一楦身砂心20,此楦身砂心20整体外径尺寸相对小于楦头本体11穴位尺寸,约小3~5mm。然而,上述外型模具10与楦身砂心20的制作并不局限顺序,只要确定欲制作的全模穴10与楦身砂心20尺寸,其二者的制作先后顺序是可互换更动[如图5所示]。
[0063]
续,将制作完成的楦身砂心20置入该外型模具10中,让该楦身砂心20置设在楦头本体11穴位的楦身111位置,而楦头本体11穴位与楦身砂心20之间设有支撑件30,已能将楦身砂心20定位在正确位置,进一步该支撑件30选用与模铸鞋楦单元1相同的金属材料;接着,进行浇注金属水进入外型模具10中,而楦身砂心20会因为高温而消失殆尽,形成一中空室,待于冷却后进行脱模,如此,即模铸完成一鞋楦单元1。而成型后的鞋楦单元1包含有一楦头本体11及与其楦头本体11一体成型的夹座12,且楦头本体11具有中空室110的楦身111及实心踝座112[如图6所示]。
[0064]
请再参阅图1至图3所示,当完成s1中空鞋楦成型步骤的鞋楦单元1之后,接续,执行s2夹座加工步骤,该步骤为将成型后的鞋楦单元1进行加工,主要将鞋楦单元1的楦头本体11定位,再依据自动化设备的夹爪来针对夹座部位加工,可透过cnc加工机对应夹座进行表面与夹持槽道121加工,使其夹座12表面成型可供夹取定位的夹持槽道121;之后,将鞋楦单元1拆卸,并利用加工后的夹持槽道121来执行s3楦头表面加工步骤,因模铸制程脱模后的楦头本体11表面粗糙,需经由表面加工精化楦头,以加工后的夹座12为基准,透过加工机夹取夹座的夹持槽道121而定位,再经由加工机对应楦头本体11表面进行抛光及精密加工,以形成完整尺寸、外形的楦头本体11。
[0065]
进一步能在s2夹座加工步骤中,能一并由夹座12端面加工出所需的锁固或定位传感器[对应自动化设备感测]的槽孔122,且其槽孔122直径大小依所需而做改变[如图1和图
2所示]。
[0066]
然而,为了考虑日后使用过程,其楦头本体11能保持表面精准外形,请再参阅图7和图8所示,进一步在s3楦头表面加工步骤之后进行s4阳极处理步骤,在自动化鞋楦表面电解保护层2,以防止氧化并具有拨油的功能(例如楦头表面具有隔离防污的功效,不易沾水、油渍等)和抗污的功能,同时也能防止变形,并具有导热快可辅助制鞋中需要烘烤的过程。
[0067]
借由以上,本实用新型结构的组成与使用实施说明可知,本实用新型与现有结构相较之下,具有下列优点:
[0068]
1.本实用新型的自动化鞋楦结构,借由一体成型的鞋楦单元,减少组装与加工过程的时间,能有效降低制作成本。
[0069]
2.本实用新型的自动化鞋楦结构。同上述,具有中空室的鞋楦单元设计,可有效减轻整体重量,达到轻量化的功效,无论在施工或运送过程都能节省成本。
[0070]
3.本实用新型的自动化鞋楦结构,借由一体成型的金属鞋楦单元,能在自动化制程中透过金属材料质地硬的特性,有效减少磨损、变形等问题,同时也透过鞋楦单元金属的热膨胀系数低的特性,能在高温下不变形,达到耐用的功能。
[0071]
4.本实用新型的自动化鞋楦结构,借由在自动化鞋楦表面进行阳极处理,能有效防止氧化并具有拨油的功能(例如楦头表面具有隔离防污的功效,不易沾水、油渍等)和抗污的功能,同时也能防止变形,并具有导热快,可辅助制鞋过程中需要烘烤,能缩短加热时间的功效。
[0072]
以上仅为本实用新型的几个实施例,本领域的技术人员依据申请文件公开的内容可以对本实用新型实施例进行各种改动或变型而不脱离本实用新型的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。