1.本实用新型涉及液流电池领域,尤其涉及一种液流电池用一体化焊接极板组件及液流电池电堆。
背景技术:
2.液流电池顾名思义,其正负极电解液都是开放循环的形式,产业化级别的液流电池以多组单元叠放串联的形式形成电堆,其中电极板即是上一电池单元的负极又是下一电池单元的正极,故称之为双极板。电池外部搭建电解液储罐,电解液通过泵循环入电池内部,通过隔膜两侧电化学反应产生电流,后经电极进行片间传导或对外传导。因电解液流动供液的要求,电极与隔膜之间必须存在一定结构的流场,用以实现电解液的均匀流如反应区。
3.受电池结构及运行原理的限制,电极流场及流道需要具备一下特征:
4.(1)流道的绝缘性:在电池运行过程中,电极流场起到供液作用,为避免电池反应产生的副产物阻塞主流道,结构中必须做到流场除反应区外,其他主流道区域必须采用绝缘材质,以保证流道不发生通电化学反应;
5.(2)流道与电极、隔膜之间的密封性:液流电池流场必须承担电池的密封功能,其衔接电极与隔膜之间。需保证电池内部隔膜两侧不串液,相邻叠放两电池双极板两侧不串液,电池外部整体不漏液。
6.因此,当今液流电池便设计了流道边框这一组件,来实现上述功能需求,传统液流电池组件中,流道框采用压接密封的形式,实现其与隔膜和双极板之间的密封,电池单元正负极各配备一套流道框组件,分别作为电池的正负极流场。市场通用液流电池,其结构为多单元叠放形式,每个电池单元的双极板分别充当相邻两个电池单元的连接电极,形成单元串联形式,用时整个电堆配以公共液路,后分流到每个单元电池中进行反应。
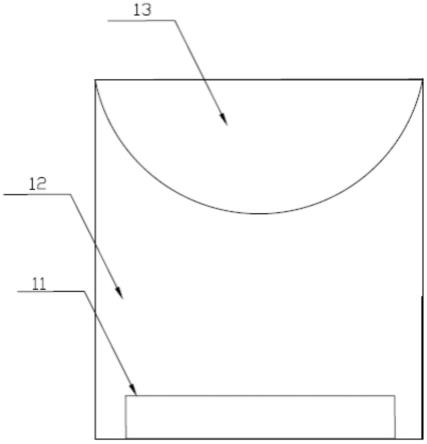
7.如图1所示,为单个电池单元的结构,两侧为电极,与电极相邻分别是两侧流道框,中间是隔膜,整体结构各组件面之间均靠密封圈实现压接密封,整体结构复杂,同时密封圈的使用量较大,过多的密封结构势必增大装配难度及漏点风险,因此,现有技术的缺点:
8.(1)架构复杂,组件多,大大增加了装配难度,这使得产品系统存在很多人为操作风险及不一致性。
9.(2)密封结构严重依赖流道框两侧密封圈及极板穿板密封圈,密封组件量大,界面之间精度要求高,漏点风险大。
10.(3)密封圈多为橡胶材质,其与边框隔膜存在材质差异,这使得电堆内部组件的那老化性不一致,容易产生后期老化造成的内漏风险。
技术实现要素:
11.基于上述问题,本实用新型的目的是提供一种液流电池用一体化焊接极板组件,本实用新型采用如下技术方案:
12.本实用新型提供了一种液流电池用一体化焊接极板组件,包括极板、外框板和液流框;所述极板为导电塑料片材;所述外框板和液流框为绝缘材质;所述外框板的中部设置有镂空结构的极板放置区,所述极板设置在所述极板放置区中;所述液流框的数量为两个,且分别位于所述极板的两侧,所述液流框的中部与所述极板相对应的位置设置有镂空结构的反应区,所述液流框在朝向所述极板的一侧设置有供电解液流进、流出的流道结构,所述流道结构与所述反应区连通;所述液流框在朝向所述极板的一侧设置有内焊接区和外焊接区;所述内焊接区位于所述反应区的外边缘,所述内焊接区分别与所述极板、外框板焊接形成内部闭环焊接密封线、中部闭环焊接密封线;所述外焊接区位于所述液流框的外边缘,所述外焊接区与所述外框板焊接形成外部闭环焊接密封线。
13.进一步的,所述流道结构包括流道孔、分流流道和漫流流道,所述分流流道和漫流流道为凹槽式设计。
14.进一步的,所述流道孔的外围设置有密封液孔焊线,所述密封液孔焊线位于所述外框板与所述液流框之间,且所述密封液孔焊线与所述外部闭环焊接密封线连接。
15.进一步的,所述极板、外框板和液流框的塑料基材材质相同。
16.本实用新型还提供了一种液流电池电堆,包括权上述所述的液流电池用一体化焊接极板组件。
17.与现有技术相比,本实用新型的有益技术效果:
18.本实用新型组件结构简单,装配难度低,通过焊接的方式实现了液流电池电极组件的一体化结构,通过设置的多条密封焊线,可有效保证电极组件的密封性,并且焊接过程采用自动化焊接设备,有效提高了产品的一致性。
附图说明
19.下面结合附图说明对本实用新型作进一步说明。
20.图1为现有液流电池电极组件的结构示意图;
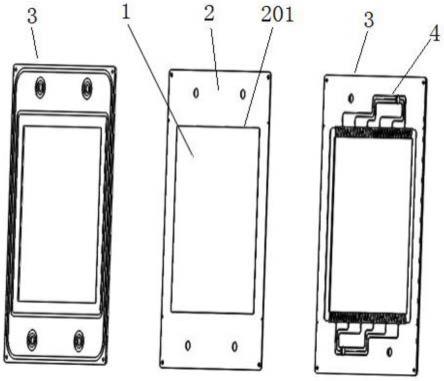
21.图2为本实用新型实施例一中液流电池用一体化焊接极板组件的分解结构示意图;
22.图3为本实用新型实施例一中液流框在朝向极板一侧的主视结构示意图;
23.图4为本实用新型实施例一中液流电池用一体化焊接极板组件的主视角度下各焊接线的布置示意图;
24.图5为本实用新型实施例二中液流电池电堆的结构示意图。
25.附图标记说明:1.1、电池正极板;1.2,1.4、流道框;1.3、隔膜;1.5、电池负极板;1.6,1.7、流道框密封圈;1.8、极板穿板密封圈;
26.1、极板;2、外框板;201、极板放置区;3、液流框;301、反应区;302、内焊接区;303、外焊接区;4、流道结构;401、流道孔;402、分流流道;403、漫流流道;5、内部闭环焊接密封线;6、中部闭环焊接密封线;7、外部闭环焊接密封线;8、密封液孔焊线。
具体实施方式
27.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实
施例仅仅用以解释本实用新型,并不用于限定本实用新型。
28.需要说明的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
29.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.实施例一
31.如图2至4所示,本实施例中公开了一种液流电池用一体化焊接极板组件,其结构包括极板1、外框板2和液流框3。极板1为导电塑料片材。外框板2和液流框3均为绝缘材质,在外框板2的中部设置有镂空结构的极板放置区201,极板1设置在极板放置区201中,极板放置区201的尺寸与极板1的尺寸相同,并且外框板2的厚度与极板1的厚度相同。液流框3的数量为两个,且分别位于极板1的两侧,液流框3的中部与极板1相对应的位置设置有镂空结构的反应区301,本领域技术人员可以理解的是,液流框3焊接后中间是裸露的极板,裸露极板区域即为反应区。液流框3在朝向极板1的一侧设置有供电解液流进、流出的流道结构4,流道结构4与反应区301连通。本领域技术人员可以理解的是流道结构4为两个,其中一个供电解液流进,另一个供电解液流出。
32.本实施例中,极板1、外框板2和液流框3三者通过激光焊接、超声焊接或者热熔焊接等各种焊接形式实现极板1与两侧流道框的直接热熔结合,形成完全密封独立的电极组件。其焊线结构具体来说:液流框3在朝向极板1的一侧设置有内焊接区302和外焊接区303;内焊接区302位于反应区301的外边缘,内焊接区302分别与极板1、外框板2焊接形成内部闭环焊接密封线5、中部闭环焊接密封线6;外焊接区303位于液流框3的外边缘,外焊接区303与外框板2焊接形成外部闭环焊接密封线7。
33.极板1、外框板2和液流框3的塑料基材材质相同,塑料基材选型可以是聚烯烃类、四氟类、偏氟类等电解液老化的热塑性树脂材料。液流框3材质需有一定程度的透光,以便焊接光线能够穿过。
34.在本实施例中,流道结构4包括流道孔401、分流流道402和漫流流道403,分流流道402和漫流流道403为凹槽式设计。其中,外部闭环焊接密封线7包围流道外边缘,以此避免流道向外部漏液,起到替代现有电极单元结构中外围密封圈的作用。内部闭环焊接密封线5、中部闭环焊接密封线6可以保证内部极板1两侧不串液,同时实现电池内密封。
35.需要说明的是,为保证液流框3与内部极板1的焊线(内部闭环焊接密封线5),以及液流框3与外框板2焊线(中部闭环焊接密封线6)的闭合连续性,可在分流流道402和漫流流道403区的衔接区域处设计流道对穿孔道结构。使液流流道在焊接区域转向到流道框背向(即流道框背离极板一面),流经过焊接区后再经对穿孔道结构对穿回漫流区。
36.在本实施例中,流道孔401的外围设置有密封液孔焊线8,密封液孔焊线8位于外框板2与液流框3之间,且密封液孔焊线8与外部闭环焊接密封线7连接。密封液孔焊线8可以保
证同侧两流道孔形成焊接阻隔,不发发生串液现象。
37.在本实施例中,内部闭环焊接密封线5、中部闭环焊接密封线6、外部闭环焊接密封线7和密封液孔焊线8的焊接过程具体来说(此处焊接模式以激光焊接为例):
38.步骤一:将极板1、外框板2平铺于焊接机工作台面上,极板1放入外框板2的极板放置区201中,两者接触面完全贴合;步骤二:将一侧的液流框3压于步骤1的外框板2上,四周用工装对其进行固定;步骤三:启动激光焊接机,激光波长800~1200nm,激光焊接功率10~50w,速度1~20mm/s;步骤四:输入如“图4”的焊接线路,启动激光焊接机,开始焊接。激光焊接机采取滚球压焊形式,保证焊接过程中上下两层接触面在压力作用下接触紧密;步骤五:焊接后,按照“图4”焊接线路检查实际焊接线路,保证焊线连续,无错焊、无漏焊;步骤六:将焊接好工件翻面,并且将另一侧的液流框3压于外框板2上,重复上述步骤进行另一面密封焊线的焊接。获得最终产品为双面具有“图4”焊接线路的电极板组件。
39.实施例二
40.如图5所示,本实施例中公开了一种液流电池电堆,包括包括实施例一中的液流电池用一体化焊接极板组件,相邻两个一体化焊接极板组件之间设置有隔膜,为了保证隔膜与一体化焊接极板组件之间的密封性,在液流框3在背离极板1的一侧设置有密封圈槽,通过密封圈实现密封结构。
41.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。