99。
13.在本发明的一个实施方式中,步骤(2)中,赤藓糖醇双(碳酸盐)与混合液的重量比为1-10:90-99。
14.在本发明的一个实施方式中,步骤(2)中,所述后处理为搅拌处理。
15.在本发明的一个实施方式中,搅拌过程中,搅拌时间为1-20h。
16.本发明的第二个目的是提供一种通过上述方法制备得到的锂离子电池电解液。
17.本发明的第三个目的是提供一种锂离子电池,制备锂离子电池的锂离子电池电解液为上述锂离子电池电解液。
18.在本发明的一个实施方式中,所述锂离子电池中的正极材料和负极材料的压实密度高于1.5g/cm3。
19.与现有技术相比,本发明具有以下有益效果:
20.本发明所述的电解液在充放电过程中能够形成稳定的sei膜,可以有效抑制电解液在电极材料表面的反应;主要是由于ebc-li
的配位强度弱于ec-li
,使ebc最先参与负极表面的sei的生成,减少其它组分的消耗;并且降低界面电阻,提高锂输运输动力学,提高锂嵌入负极材料的数量,降低电池界面极化,降低电池容量消耗,提高电池的全面性能;通过选用赤藓糖醇双(碳酸盐)作为电解液的添加剂,能够更有效提高锂离子电池在低温充放电过程中安全稳定性能和循环寿命;通过选用高压实密度的正极材料和负极材料,能有效提高锂离子电池的体积能量密度,并有效缩减li
的迁移距离,提高li
在电池充放电过程中的迁移速度。
附图说明
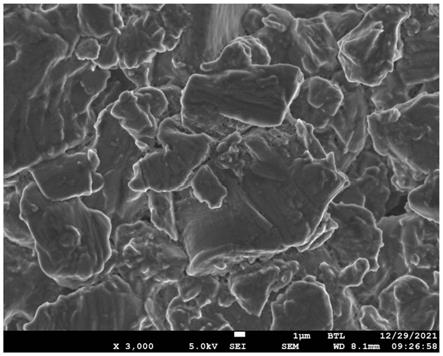
21.图1为本发明中石墨粉末的sem表征图;
22.图2为石墨在本发明实施例1中锂离子电池电解液中循环2圈后极片sem表征图;
23.图3为石墨在本发明对比例1中锂离子电池电解液中循环2圈后极片sem表征图;
24.图4为本发明实施例1及对比例1制备得到的锂离子电池充放电曲线示意图;
25.图5为本发明实施例1及对比例1制备得到的锂离子电池循环性能示意图。
具体实施方式
26.本发明的第一个目的是提供一种锂离子电池电解液的制备方法,包括以下步骤:
27.(1)将lipf6溶于混合溶液中,得到混合液;
28.(2)将赤藓糖醇双(碳酸盐)加入步骤(1)得到的混合液中,后处理得到锂离子电池电解液。
29.在本发明的一个实施方式中,步骤(1)中,所述混合溶液为碳酸乙烯酯、碳酸二甲酯或碳酸甲乙酯中的任意两种或三种混合后得到的溶液。
30.在本发明的一个实施方式中,所述混合溶液中,碳酸乙烯酯、碳酸二甲酯和碳酸甲乙酯的重量比为0-5:0-5:0-5。
31.在本发明的一个实施方式中,步骤(1)中,lipf6和混合溶液的重量比为1-10:90-99。
32.在本发明的一个实施方式中,步骤(2)中,赤藓糖醇双(碳酸盐)与混合液的重量比
为1-10:90-99。
33.在本发明的一个实施方式中,步骤(2)中,所述后处理为搅拌处理。
34.在本发明的一个实施方式中,搅拌过程中,搅拌时间为1-20h。
35.本发明的第二个目的是提供一种通过上述方法制备得到的锂离子电池电解液。
36.本发明的第三个目的是提供一种锂离子电池,制备锂离子电池的锂离子电池电解液为上述锂离子电池电解液。
37.在本发明的一个实施方式中,所述锂离子电池中的正极材料和负极材料的压实密度高于1.5g/cm3。
38.下面结合附图和具体实施例对本发明进行详细说明。
39.下述各实施例中,所用材料如无特殊说明,均为市售;所述检测手段及表征手段均为本领域常规手段。
40.实施例1
41.本实施例提供一种锂离子电池。
42.(1)正极活性物质浆料制作:将16.044kg的磷酸铁锂与0.42kg的超导炭黑导电剂、0.336kg的粘结剂聚偏氟乙烯干混搅拌30分钟,之后加溶剂n-甲基吡咯烷酮13.2kg搅拌6h,得到粘度约为8000mpa
·
s的正极浆料。
43.(2)正极极片的制作:将正极浆料均匀涂布在厚度为8mm的铝箔正反两面。涂布过程控制面密度在24mg/cm2,同时两边预留20mm的极耳区;将涂布后的极片以3m/s的速度经过20m长的110℃烘箱,以除去溶剂nmp,得到正极极片;用辊压机辊压极片,使其压实密度达到2.85g/cm3,然后用激光分切使极片卷等分为上下两卷;用模具裁剪,得到60cm长30cm宽的正极极片。
44.(3)负极活性物质浆料的制作:将16.044kg负极活性物质与0.35kg的超导炭黑导电剂(sp)、0.336kg的分散剂羧甲基纤维素钠干混搅拌30分钟,之后加溶剂水13.2kg和0.336kg的粘结剂丁苯橡胶搅拌6h,得到粘度约为5000mpa
·
s的负极浆料。
45.(4)负极片的制作:将负极浆料均匀涂布在厚度为8mm的铜箔正反两面。涂布过程控制面密度在17mg/cm2,同时两边预留20mm的极耳区;将涂布后的极片以3m/s的速度过20m长的110℃烘箱,以除去溶剂水,得到负极极片;用辊压机辊压极片,使其压实密度达到1.7g/cm3,然后用激光分切使极片卷等分为上下两卷;用模具裁剪,得到65cm长35cm宽的正极极片。
46.(5)陶瓷隔膜的制作:在隔膜的正反两面涂上纳米氧化铝涂层,通过真空烘箱干燥除掉溶剂,使其成为高孔隙率及具有高润湿性特点的多孔陶瓷隔膜。
47.(6)锂离子电池电解液电解液的制作:将1.0mol/l的lipf6溶于重量比为2:2:6的碳酸乙烯酯/碳酸二甲酯/碳酸甲乙酯中,得到混合液,然后加入3%赤藓糖醇双(碳酸盐),搅拌5h,即得到锂离子电池电解液;其中,lipf6和混合溶液的重量比为1:99;赤藓糖醇双(碳酸盐)与混合液的重量比为1:99。
48.(7)干电芯的制作:将步骤(2)、步骤(4)、步骤(5)制备得到的正极片、负极片、陶瓷隔膜按“陶瓷隔膜-负极片-陶瓷隔膜-正极片-陶瓷隔膜”的顺序依次重复层叠,在层叠过程中:
①
正负极的极耳方向相反;
②
正极片要完全在负极片的中间位置。之后分别将层叠后的正极极耳和层叠后负极极耳焊接在一起形成全极耳。
49.(8)电池的组装:将干电芯在一定温度下施加500n的压力使正极片、负极片、陶瓷隔膜这三者紧密接触,然后将干电芯放入铝塑膜的壳体中,正/负极的全极耳各自焊上外部极耳,经过将壳体顶封、侧封及电芯烘烤后,将步骤(6)制作的锂离子电池电解液注入壳体内部,之后按照常规的软包电池的制作工艺制作,得到锂离子电池。
50.实施例2
51.本实施例提供一种锂离子电池。
52.(1)正极活性物质浆料制作:将16.044kg的磷酸铁锂与0.42kg的超导炭黑导电剂、0.336kg的粘结剂聚偏氟乙烯干混搅拌30分钟,之后加溶剂n-甲基吡咯烷酮13.2kg搅拌6h,得到粘度约为8000mpa
·
s的正极浆料。
53.(2)正极极片的制作:将正极浆料均匀涂布在厚度为8mm的铝箔正反两面。涂布过程控制面密度在24mg/cm2,同时两边预留20mm的极耳区;将涂布后的极片以3m/s的速度经过20m长的110℃烘箱,以除去溶剂nmp,得到正极极片;用辊压机辊压极片,使其压实密度达到2.85g/cm3,然后用激光分切使极片卷等分为上下两卷;用模具裁剪,得到60cm长30cm宽的正极极片。
54.(3)负极活性物质浆料的制作:将16.044kg负极活性物质与0.35kg的超导炭黑导电剂(sp)、0.336kg的分散剂羧甲基纤维素钠干混搅拌30分钟,之后加溶剂水13.2kg和0.336kg的粘结剂丁苯橡胶搅拌6h,得到粘度约为5000mpa
·
s的负极浆料。
55.(4)负极片的制作:将负极浆料均匀涂布在厚度为8mm的铜箔正反两面。涂布过程控制面密度在17mg/cm2,同时两边预留20mm的极耳区;将涂布后的极片以3m/s的速度过20m长的110℃烘箱,以除去溶剂水,得到负极极片;用辊压机辊压极片,使其压实密度达到1.7g/cm3,然后用激光分切使极片卷等分为上下两卷;用模具裁剪,得到65cm长35cm宽的正极极片。
56.(5)陶瓷隔膜的制作:在隔膜的正反两面涂上纳米氧化铝涂层,通过真空烘箱干燥除掉溶剂,使其成为高孔隙率及具有高润湿性特点的多孔陶瓷隔膜。
57.(6)锂离子电池电解液电解液的制作:将1.0mol/l的lipf6溶于重量比为1:1:1的碳酸乙烯酯/碳酸二甲酯/碳酸甲乙酯中,得到混合液,然后加入3%赤藓糖醇双(碳酸盐),搅拌12h,即得到锂离子电池电解液;其中,lipf6和混合溶液的重量比为5:95;赤藓糖醇双(碳酸盐)与混合液的重量比为10:90。
58.(7)干电芯的制作:将步骤(2)、步骤(4)、步骤(5)制备得到的正极片、负极片、陶瓷隔膜按“陶瓷隔膜-负极片-陶瓷隔膜-正极片-陶瓷隔膜”的顺序依次重复层叠,在层叠过程中:
①
正负极的极耳方向相反;
②
正极片要完全在负极片的中间位置。之后分别将层叠后的正极极耳和层叠后负极极耳焊接在一起形成全极耳。
59.(8)电池的组装:将干电芯在一定温度下施加500n的压力使正极片、负极片、陶瓷隔膜这三者紧密接触,然后将干电芯放入铝塑膜的壳体中,正/负极的全极耳各自焊上外部极耳,经过将壳体顶封、侧封及电芯烘烤后,将步骤(6)制作的锂离子电池电解液注入壳体内部,之后按照常规的软包电池的制作工艺制作,得到锂离子电池。
60.实施例3
61.本实施例提供一种锂离子电池。
62.(1)正极活性物质浆料制作:将16.044kg的磷酸铁锂与0.42kg的超导炭黑导电剂、
0.336kg的粘结剂聚偏氟乙烯干混搅拌30分钟,之后加溶剂n-甲基吡咯烷酮13.2kg搅拌6h,得到粘度约为8000mpa
·
s的正极浆料。
63.(2)正极极片的制作:将正极浆料均匀涂布在厚度为8mm的铝箔正反两面。涂布过程控制面密度在24mg/cm2,同时两边预留20mm的极耳区;将涂布后的极片以3m/s的速度经过20m长的110℃烘箱,以除去溶剂nmp,得到正极极片;用辊压机辊压极片,使其压实密度达到2.85g/cm3,然后用激光分切使极片卷等分为上下两卷;用模具裁剪,得到60cm长30cm宽的正极极片。
64.(3)负极活性物质浆料的制作:将16.044kg负极活性物质与0.35kg的超导炭黑导电剂(sp)、0.336kg的分散剂羧甲基纤维素钠干混搅拌30分钟,之后加溶剂水13.2kg和0.336kg的粘结剂丁苯橡胶搅拌6h,得到粘度约为5000mpa
·
s的负极浆料。
65.(4)负极片的制作:将负极浆料均匀涂布在厚度为8mm的铜箔正反两面。涂布过程控制面密度在17mg/cm2,同时两边预留20mm的极耳区;将涂布后的极片以3m/s的速度过20m长的110℃烘箱,以除去溶剂水,得到负极极片;用辊压机辊压极片,使其压实密度达到1.7g/cm3,然后用激光分切使极片卷等分为上下两卷;用模具裁剪,得到65cm长35cm宽的正极极片。
66.(5)陶瓷隔膜的制作:在隔膜的正反两面涂上纳米氧化铝涂层,通过真空烘箱干燥除掉溶剂,使其成为高孔隙率及具有高润湿性特点的多孔陶瓷隔膜。
67.(6)锂离子电池电解液电解液的制作:将1.0mol/l的lipf6溶于重量比为3:4:2的碳酸乙烯酯/碳酸二甲酯/碳酸甲乙酯中,得到混合液,然后加入3%赤藓糖醇双(碳酸盐),搅拌20h,即得到锂离子电池电解液;其中,lipf6和混合溶液的重量比为10:90;赤藓糖醇双(碳酸盐)与混合液的重量比为7:93。
68.(7)干电芯的制作:将步骤(2)、步骤(4)、步骤(5)制备得到的正极片、负极片、陶瓷隔膜按“陶瓷隔膜-负极片-陶瓷隔膜-正极片-陶瓷隔膜”的顺序依次重复层叠,在层叠过程中:
①
正负极的极耳方向相反;
②
正极片要完全在负极片的中间位置。之后分别将层叠后的正极极耳和层叠后负极极耳焊接在一起形成全极耳。
69.(8)电池的组装:将干电芯在一定温度下施加500n的压力使正极片、负极片、陶瓷隔膜这三者紧密接触,然后将干电芯放入铝塑膜的壳体中,正/负极的全极耳各自焊上外部极耳,经过将壳体顶封、侧封及电芯烘烤后,将步骤(6)制作的锂离子电池电解液注入壳体内部,之后按照常规的软包电池的制作工艺制作,得到锂离子电池。
70.对比例1
71.本对比例提供一种锂离子电池。
72.本对比例与实施例1相比,步骤(6)中不添加3%赤藓糖醇双(碳酸盐)(ebc),其他步骤完全相同。
73.图2与图1相比,在含ebc的电解液中循环2圈后,脱锂后的石墨表面生成一层致密的sei膜,说明加了ebc后形成的sei膜很稳定;
74.图3与图1相比,在不含ebc的电解液中循环2圈后,脱锂后的石墨表面生成的sei膜很粗糙,说明后续还会消耗电解液和li
形成sei膜。
75.图四是实施例1及对比例1制备得到的锂离子电池分容后在25℃下充电在-10℃放电的充放电曲线,可以明显看到电解液中加了ebc后效率有提高,并且提高了放电电压平台
说明可降低电池界面极化。
76.图五是是实施例1及对比例1制备得到的锂离子电池分容后在-10℃循环的容量曲线,可以看到实施例1制备得到的锂离子电池循环保持率明显高于对比例1制备得到的锂离子电池,说明ebc形成的sei稳定,后续消耗的li
比不加ebc的锂离子电池少。
77.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。