1.本发明涉及锂电池技术领域,特别是涉及一种锂电池电解液及锂电池。
背景技术:
2.锂离子电池具有能量密度高、循环寿命长及充放电效率高等优点,随着行业的发展,对锂离子电池高低温充放电性能提出了更高的的需求。
3.电解液作为正负极之间传导能量载体锂离子的场所,被称作锂离子电池的“血液”,其对电池的寿命、安全性和倍率性能等具有至关重要的影响。然而当锂离子电池供电设备,如手机、测量仪、电脑和汽车等在冬季或高寒地区使用时,因电池不能提供足够电量致使设备不能正常运行。在低温条件下,锂离子电池的各项性能被严重制约,主要归因于:(1)超低温条件下,液态电解液的粘度急剧下降,离子电导率显著降低,电极界面阻抗和锂离子的迁移阻抗大幅增加,与外电路快速迁移的电子速率不匹配,造成锂离子电池内部严重的极化,大量的锂离子在负极表面沉积析出;(2)低温下电极表面sei膜增厚,阻抗增大明显。通常的改善方法是在电解液中加入一定量的功能组分如成膜、阻燃、耐过充电等,作为添加剂以提高电解液的性能。目前商业化锂离子电池的电解液一般采用ec(碳酸乙烯酯)基电解液,主要组分为lipf6(六氟磷酸锂)/ec dmc(其他碳酸酯共溶剂)。但是在低温度工作下,如-10℃~-30℃,如何选择具有特定功能的添加剂同时保持电池高倍率性能依然是锂电池电解液领域的一个重要挑战。
技术实现要素:
4.为了克服上述现有技术的缺点与不足,本发明的首要目的是提供一种锂电池电解液,通过优化电解液配方,提升低温环境下锂离子的迁移速率,突破传统锂离子电池在低于-20℃低温条件时不能正常放电,高倍率放电功率不足问题,进而拓宽了锂离子电池在高寒地区的使用范围。
5.本发明的另一目的是提供含有上述锂电池电解液的锂电池。
6.为实现上述发明目的,本发明采用如下技术方案:
7.一种锂电池电解液,包括以下组分:锂盐,有机溶剂及添加剂;
8.其中,所述添加剂为包括碳酸亚乙烯酯、1,3-丙烷磺内酯、氟代碳酸乙烯酯、二氟磷酸锂、硫酸乙烯酯及三(三甲基硅烷)亚磷酸酯的混合添加剂。
9.进一步的,所述锂电池电解液以质量百分数计包括:所述锂盐14%~20%,所述有机溶剂75%~85%,及所述添加剂1.0%~5.0%。
10.进一步的,所述碳酸亚乙烯酯、1,3-丙烷磺内酯、氟代碳酸乙烯酯、二氟磷酸锂、硫酸乙烯酯及三(三甲基硅烷)亚磷酸酯的质量比为(4.5~5.5)∶(2.5~3.5)∶(4.5~5.5)∶(4~6)∶(8~12)∶(1~2)。
11.优选的,所述碳酸亚乙烯酯、1,3-丙烷磺内酯、氟代碳酸乙烯酯、二氟磷酸锂、硫酸乙烯酯及三(三甲基硅烷)亚磷酸酯的质量比为5∶3∶5∶5∶10∶1.5。
12.进一步的,所述锂盐包括六氟磷酸锂和双氟磺酰亚胺锂。
13.进一步的,所述六氟磷酸锂在所述锂电池电解液的浓度为0.8~1.2mol/l;所述双氟磺酰亚胺锂在所述锂电池电解液的浓度为0.3~0.4mol/l。
14.进一步的,所述有机溶剂为至少包括碳酸乙烯酯、碳酸丙烯酯,碳酸二甲酯及碳酸甲乙酯的混合溶剂。
15.进一步的,所述混合溶剂中各组分按体积百分数包括:碳酸乙烯酯22.5~27.5%、碳酸丙烯酯2.5~7.5%、碳酸二甲酯27.5~32.5%、碳酸甲乙酯37.5~42.5%。
16.优选的,所述混合溶剂中各组分按体积百分数包括:碳酸乙烯酯25%、碳酸丙烯酯5%、碳酸二甲酯30%、碳酸甲乙酯40%。
17.本发明还提供一种采用了上述锂电池电解液的锂电池,其具有良好的耐低温性能,在-25℃条件依旧能够保持良好的循环倍率。
18.与现有技术相比,本发明具有以下优点:
19.本发明提供一种锂电池电解液,包括以下组分:锂盐,有机溶剂及添加剂;所述添加剂为包括碳酸亚乙烯酯、1,3-丙烷磺内酯、氟代碳酸乙烯酯、二氟磷酸锂、硫酸乙烯酯及三(三甲基硅烷)亚磷酸酯的混合添加剂。本发明的锂电池电解液通过优化电解液配方,尤其采用了新的混合添加剂,能够有效的降低地降低固-液相界面阻抗,提高负极表面的sei膜的离子导电能力,这使得电解液不仅可抑制电解质的分解,而且表现出高的离子传导性,显著提升电池的低温循环性能,实验结果表明,采用本发明提供的锂电池电解液制备得到的锂电池,在-25℃条件下,在不同倍率的放电测试中,容量保持率在80%以上。
附图说明
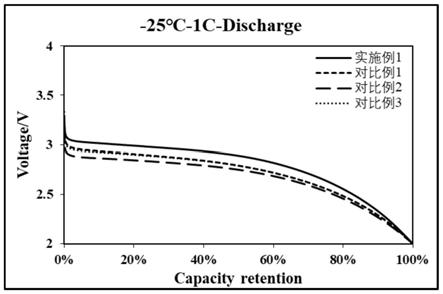
20.图1为本发明的实施例1与各对比例的-25℃/1c放电曲线;
21.图2为本发明的实施例1与各对比例的-25℃/3c放电曲线;
22.图3为本发明的实施例1与各对比例的-25℃/5c放电曲线;
23.图4为本发明的实施例1与各对比例的-25℃/1c充电曲线。
具体实施方式
24.下面结合附图用具体实施方式和实施例对本发明作进一步详细的描述,但本发明的实施方式不限于此。如无特别说明,本发明中所有原料和试剂均为市购常规的原料、试剂。实施例中各组分的用量以质量体积份计,g、ml。
25.本发明提供一种锂电池电解液,按质量份计,主要包括锂盐14%~20%,有机溶剂75%~85%,添加剂1.0%~5.0%。
26.其中,添加剂为包括碳酸亚乙烯酯、1,3-丙烷磺内酯、氟代碳酸乙烯酯、二氟磷酸锂、硫酸乙烯酯及三(三甲基硅烷)亚磷酸酯的混合添加剂。本发明采用混合添加剂添加到锂电池电解液中,能够显著提高在低温环境下锂离子的迁移速率。电解液中添加剂的作用主要用于提升低温环境下锂离子的迁移速率,有效地降低固-液相界面阻抗,提高负极表面的sei膜的离子导电能力,同时还能够降低电解液中的微量水和hf酸,防止过充电和过放电。
27.其中,锂盐包括六氟磷酸锂和双氟磺酰亚胺锂。六氟磷酸锂作为目前常见商业化
电解液锂盐,电化学相对稳定,且易溶于有机溶剂,但是当环境温度低于0℃时,电解液电导率明显下降,离子迁移速率变缓;双氟磺酰亚胺锂具有优异的电导率,良好的电化学稳定性,但是双氟磺酰亚胺锂目前具有成本高,纯度低,容易导致铝箔腐蚀的缺点,因此将双氟磺酰亚胺锂按一定比例与六氟磷酸锂混合成混合锂盐,能够协同增效,提高电池的电化学稳定性与热稳定性,在-30~45℃下均能保持较高的放电容量。如一个实施方式中,六氟磷酸锂在锂电池电解液中的浓度为0.8~1.2mol/l;双氟磺酰亚胺锂在锂电池电解液的浓度为0.3~0.4mol/l,控制六氟磷酸锂和双氟磺酰亚胺锂在锂电池电解液中的浓度,使电解液既能提高电导率和稳定性,又能克服成本过高以及铝箔腐蚀等缺点。
28.其中,有机溶剂为至少包括碳酸乙烯酯、碳酸丙烯酯,碳酸二甲酯及碳酸甲乙酯的混合溶剂。采用混合溶剂即采用多元溶剂体系,将环状碳酸酯与链状碳酸酯混合使用,能够进行优势互补。一个实施方式中,混合溶剂中各组分按体积百分数包括:碳酸乙烯酯22.5~27.5%、碳酸丙烯酯2.5~7.5%、碳酸二甲酯27.5~32.5%、碳酸甲乙酯37.5~42.5%。采用特定比例的溶剂成分进行混合,能够既能够保证电解液的离子电导率,同时具有粘度低,耐低温的技术效果。
29.进一步的,锂电池电解液在制备过程中应当控制环境温度20~25℃,湿度≤1%,氧气含量≤1ppm,水含量≤0.1ppm,以确保有机溶剂纯度,电化学稳定窗口,防止锂盐分解,导致电解液失效。
30.以下是具体实施例部分。
31.实施例1
32.锂电池电解液中,按质量份计,包括:80%的有机溶剂(有机溶剂中按体积百分数包括碳酸乙烯酯25%、碳酸丙烯酯5%、碳酸二甲酯30%、碳酸甲乙酯40%),碳酸亚乙烯酯0.5%,1,3-丙烷磺内酯0.3%,氟代碳酸乙烯酯0.5%,二氟磷酸锂0.5%,硫酸乙烯酯1%;三(三甲基硅烷)亚磷酸酯0.15%。
33.同时锂电池电解液中还包括1mol/l的六氟磷酸锂及0.35mol/l的双氟磺酰亚胺锂。
34.对比例1
35.对比例1与实施例1的主要区别在于,锂电池电解液中,按质量份计,添加剂组分碳酸亚乙烯酯0.5%,氟代碳酸乙烯酯0.5%,二氟磷酸锂1%。
36.对比例2
37.对比例2与实施例1的主要区别在于,锂电池电解液中,按质量份计,添加剂组分碳酸亚乙烯酯0.5%,1,3-丙烷磺内酯0.5%,氟代碳酸乙烯酯0.5%,二氟磷酸锂1%,硫酸乙烯酯1%,三(三甲基硅烷)亚磷酸酯0.15%。
38.对比例3
39.对比例3与实施例1的主要区别在于,锂电池电解液中,按质量份计,添加剂组分碳酸亚乙烯酯0.7%,1,3-丙烷磺内酯0.1%,氟代碳酸乙烯酯0.5%,二氟磷酸锂1%,硫酸乙烯酯1%,三(三甲基硅烷)亚磷酸酯0.15%。
40.将本发明的实施例1与对比例1~3的电解液采用软包叠片工艺制作为软包锂离子电池。
41.软包锂离子电池的制备步骤:将磷酸铁锂正极片、石墨负极片与pe obs隔膜进行
叠片、组装后烘烤至水分合格,注入实施例1与对比例1~3中电解液,经过热压化成、高温静置后封装,分容后常温静置得到成品电池,对上述磷酸铁锂电池进行-25℃倍率充放电测试。
42.实施例2
43.与实施例1的区别在于,锂电池电解液中包括1.2mol/l的六氟磷酸锂及0.4mol/l的双氟磺酰亚胺锂
44.实施例3
45.与实施例1的区别在于,锂电池电解液中包括0.8mol/l的六氟磷酸锂及0.3mol/l的双氟磺酰亚胺锂。
46.实施例4
47.与实施例1的区别在于,锂电池电解液中按质量份计包括85%的有机溶剂,有机溶剂中按体积百分数包括碳酸乙烯酯22.5%、碳酸丙烯酯7.5%、碳酸二甲酯32.5%、碳酸甲乙酯37.5%。
48.实施例5
49.与实施例1的区别在于,锂电池电解液中按质量份计包括75%的有机溶剂,有机溶剂中按体积百分数包括碳酸乙烯酯27.5%、碳酸丙烯酯2.5%、碳酸二甲酯27.5%、碳酸甲乙酯42.5%。
50.实施例6
51.与实施例1的区别在于,锂电池电解液中按质量份计,包括碳酸亚乙烯酯0.55%,1,3-丙烷磺内酯0.35%,氟代碳酸乙烯酯0.55%,二氟磷酸锂0.6%,硫酸乙烯酯1.2%;三(三甲基硅烷)亚磷酸酯)0.2%。
52.实施例7
53.与实施例1的区别在于,锂电池电解液中按质量份计,包括碳酸亚乙烯酯0.45%,1,3-丙烷磺内酯0.25%,氟代碳酸乙烯酯0.45%,二氟磷酸锂0.4%,硫酸乙烯酯0.8%;三(三甲基硅烷)亚磷酸酯)0.1%。
[0054]-25℃倍率充放电测试:将实施例1~7与对比例1~3制备得到的软包锂离子电池在-25℃下调节soc至100%,将软包锂离子电池在-25℃不同倍率下进行充放电,搁置30min后,结束测试,测试结果见表1。
[0055]
表1磷酸铁锂电池-25℃不同倍率放电测试记录表
[0056][0057]
由表1数据,锂电池-25℃不同倍率放电测试结果表明,实施例1~7中电池在不同倍率下,均有较高的放电容量保持率(>80%),显示出了良好的耐低温性能,且明显优于各个对比例,其中实施例1作为本发明的较佳实施例,其在0.1c、0.2c、0.5c、1c、3c、5c倍率条件下表现出了优秀的放电容量保持率。
[0058]
由图1-4可看出,实施例1制备的锂电池在低温-25℃下1c/3c/5c放电平台、1c充电平台均高于对比例1~3,具有较优的低温输出特性。
[0059]
由表1及图1-4的测试结果表明,采用实施例1中电解液制备的软包磷酸铁锂电池的低温倍率放电性能均明显高于采用各对比例电解液制备电池的性能。同时也表明本发明中提供的混合添加剂需要在特定种类和用量比例条件下使用,否则会影响电池性能。
[0060]
上述实施例为本发明探索的最优实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
