1.本发明涉及钟表用部件的制造方法以及钟表用部件。
背景技术:
2.在专利文献1中,记载了通过对手表的内部块体和外部块体照射激光来施加装饰。
3.在专利文献1中,对内部块体和外部块体的正面的装饰区域依次照射激光来重叠描绘多个由多条线构成的装饰图案,由此能够施加与发丝花纹的风格接近的花纹。
4.专利文献1:日本特开2019-195979号公报
5.在专利文献1中,装饰图案由直线的组合构成,因此在基于这样的装饰图案照射激光时,在内部块体、外部块体上施加直线的花纹,因此成为机械的印象,不足以接近手工制作的风格。
技术实现要素:
6.本公开的钟表用部件的制造方法是在正面具有装饰区域的钟表用部件的制造方法,其中,具有如下工序:针对所述装饰区域,以重叠描绘多个由多条线构成的装饰图案的方式依次照射激光,所述装饰图案中的至少1个构成为,以间隔为所述激光的光点直径的80%以上且200%以下的宽度的方式随机配置所述多条线,所述多条线中的至少1条具有曲线部。
7.本公开的钟表用部件是在正面具有装饰区域的钟表用部件,其中,在所述装饰区域形成有间隔随机、宽度恒定且一部分为曲线状的槽部。
附图说明
8.图1是表示一个实施方式的钟表的主要部分的立体图。
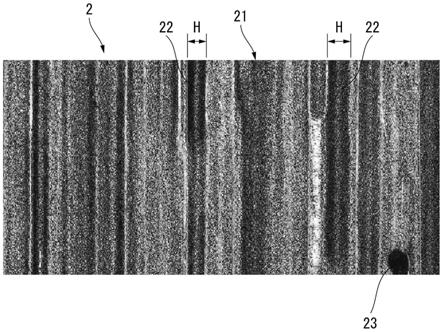
9.图2是表示钟表用部件的装饰区域的放大图。
10.图3是表示第1装饰图案的概略的图。
11.图4是表示第2装饰图案的概略的图。
12.图5是表示第3装饰图案的概略的图。
13.图6是表示在构成第1装饰图案的线上形成曲线部的工序的图。
14.图7是表示在构成第1装饰图案的线上形成曲线部的工序的图。
15.图8是表示在构成第1装饰图案的线上形成曲线部的工序的图。
16.图9是将第1装饰图案的一部分放大而得的图。
17.图10是表示钟表用部件的装饰区域的一部分的放大剖视图。
18.标号说明
19.1:表带;2:中间块体;3:外部块体;4:表带主体;10:连结件;21:装饰区域;22:槽部;22a:第1槽部;22b:第2槽部;22c:第3槽部;23:磨粒痕迹;100:钟表;110:钟表主体;111:壳体;112:表耳;112a:保持片部;112b:保持片部;113:主体;114:玻璃边缘;115:防护玻璃;
116:后盖;210:第1装饰图案;211:线;212:控制点;213:曲线部;214:线;215:断开部;216:线;216a:弯曲部;220:第2装饰图案;230:第3装饰图案。
具体实施方式
20.[实施方式]
[0021]
以下,基于附图对本公开一个实施方式的钟表100进行说明。
[0022]
图1是表示第1实施方式的钟表100的主要部分的立体图。
[0023]
如图1所示,钟表100具有钟表主体110和表带1。
[0024]
钟表主体110具有壳体111和表耳112。
[0025]
壳体111具有主体113、玻璃边缘114、防护玻璃115和后盖116。
[0026]
主体113是由金属形成的圆筒状的部件,在内部配置有省略图示的表盘、机芯等。
[0027]
玻璃边缘114是由金属形成的圆环状的部件,配置在主体113的上部。防护玻璃115以覆盖主体113的上部侧开口的方式配置,被玻璃边缘114固定,覆盖省略图示的表盘。后盖116是由金属形成的部件,以覆盖主体113的下部侧开口的方式配置。
[0028]
表耳112分别设置在主体113的6点方向和12点方向上。并且,各个表耳112具有从主体113的侧面突出设置的一对保持片部112a、112b。而且,在保持片部112a、112b设有孔部(省略图示),通过在该孔部插入表带1的弹簧棒(省略图示)来连结钟表主体110和表带1。
[0029]
[表带]
[0030]
表带1具有:表带主体4,其由多个中间块体2和以夹持该中间块体2的方式配置的外部块体3组合而成;以及连结件10,其与表带主体4的两端部连结,并安装于一对保持片部112a、112b。在本实施方式中,中间块体2、外部块体3以及连结件10由金属制的部件构成。
[0031]
另外,在图1中,仅图示了安装于钟表100的6点方向的保持片部112a、112b的连结件10。
[0032]
图2是表示钟表用部件的装饰区域21的放大图。
[0033]
在本实施方式中,在上述壳体111、表耳112、玻璃边缘114、表带1的中间块体2、外部块体3等钟表用部件的正面侧(即,在将钟表主体110佩戴于手腕时露出的一侧的正面)设置有装饰区域21。
[0034]
通过激光对装饰区域21实施纹理加工,形成有多个槽部22。由此,构成纹理的各槽部22的宽度h恒定。具体而言,各槽部22的宽度h相对于激光的光点直径为正负10%以下,即,若激光的光点直径为25μm,则为22.5μm以上且27.5μm以下。
[0035]
在此,激光的光点直径是指将在某一瞬间被激光照射的装饰区域21上的区域视为圆时的直径,例如相当于用激光描绘直线时的线宽。
[0036]
另外,在装饰区域21,除了上述那样的由槽部22形成的纹理之外,还形成有大致圆形的磨粒痕迹23。
[0037]
另外,关于利用激光进行的纹理加工的详细情况,将在后面叙述。
[0038]
[关于纹理加工方法]
[0039]
接下来,说明对钟表用部件的纹理加工的方法。
[0040]
图3是表示第1装饰图案210的概略的图,图4是表示第2装饰图案220的概略的图,图5是表示第3装饰图案230的概略的图。
[0041]
如图3~图5所示,第1~第3装饰图案210、220、230由多条线构成。而且,通过沿着第1~第3装饰图案210、220、230的线对钟表用部件的装饰区域21照射激光,对钟表用部件实施纹理加工。即,针对钟表用部件的装饰区域21,以重叠描绘第1~第3装饰图案210、220、230的方式依次照射激光,由此对钟表用部件实施纹理加工。
[0042]
以下,对各装饰图案210、220、230进行说明。
[0043]
[第1装饰图案]
[0044]
如图3所示,第1装饰图案210由多条线构成。在本实施方式中,构成第1装饰图案210的多条线配置为相互不交叉且间隔随机。更具体而言,以间隔为激光的光点直径的80%以上且200%以下的宽度的方式随机配置多条线。例如,在激光光点直径为25μm的情况下,以构成第1装饰图案210的线的间隔为20μm以上且50μm以下的宽度的方式随机配置多条线。
[0045]
通过在这样的范围内以多条线的间隔随机的方式进行配置,能够抑制线的间隔过宽,并且还包含部分重叠的线段,因此能够进一步表现杂乱。因此,能够实现风格接近手工制作的纹理加工。
[0046]
另外,在本公开中,以随机的方式配置是指各线的间隔不具有规则性的状态,更具体而言,是指按照随机函数决定而配置的状态。
[0047]
图6~图8是表示在构成第1装饰图案210的线上形成曲线部213的工序的图。在本实施方式中,构成第1装饰图案210的线中的至少1条具有多个曲线部213。
[0048]
如图6所示,对构成第1装饰图案210的线211设定多个控制点212。在本实施方式中,作为控制点212,设定第1控制点212a、第2控制点212b、第3控制点212c、第4控制点212d、第5控制点212e以及第6控制点212f这6个控制点212。
[0049]
在此,在本实施方式中,控制点212是nurbs(non-uniform rational b-spline:非均匀有理b样条)基函数的系数,也被称为节点。
[0050]
接着,如图7所示,使设定在线211上的各控制点212a~212f在x方向以及y方向上移动。此外,x方向是线211延伸的方向,y方向是与x方向垂直的方向。
[0051]
在此,在本实施方式中,使各控制点212a~212f在x方向上以激光光点直径的20%以上且30%以下的宽度随机地移动,并且在y方向上以激光光点直径的20%以上且30%以下的宽度随机地移动。例如,在激光光点直径为25μm的情况下,使各控制点212a~212f以在x方向上为5μm以上且7μm以下、且在y方向上为5μm以上且7μm以下的宽度随机地移动。
[0052]
由此,能够表现线的微小的波动,因此能够更接近手工制作的风格。
[0053]
此外,在本公开中,随机地移动是指各控制点212a~212f的移动量不具有规则性的状态,更具体而言,是指按照随机函数来决定移动量的状态。
[0054]
然后,如图8所示,以线211满足将各控制点212a~212f作为控制点的nurbs曲线的方式,使线211弯曲。即,以线211的任意点位置成为前后配置的控制点212的位置的加权线性和的方式,使线211弯曲。由此,在线211上形成曲线部213。这样,曲线部213构成为5次曲线。
[0055]
在本实施方式中,在构成第1装饰图案210的所有线上形成曲线部213。即,第1装饰图案210由在从一个端部到另一个端部之间具有至少一个曲线部213的多条线构成。
[0056]
此外,第1装饰图案210不限于上述结构,例如也可以构成为具有未设置曲线部213的线。即,第1装饰图案210也可以包含:由从一个端部延伸至另一个端部的直线构成的多条
线;以及在从一个端部至另一个端部之间具有至少一个曲线部213的多条线。
[0057]
图9是将图3所示的第1装饰图案210的一部分放大而得的图。
[0058]
如图9所示,构成第1装饰图案210的线214的一部分被断开。
[0059]
在此,线214以断开部215的长度l随机的方式被断开。更具体而言,线214以断开部215的长度l为最小断开长度n的整数倍且随机的方式被断开。而且,在本实施方式中,最小断开长度n为30μm。即,一部分被断开的多条线构成为断开部215的长度l为30μm的整数倍。
[0060]
此外,在本公开中,将线214以随机的方式断开例如能够通过如下实现:断开部215的长度l为30μm的整数倍,且按照随机函数来决定。
[0061]
另外,在一部分被断开的线216中,线的长度为第1阈值以下的部位被卷成曲线状而成为弯曲部216a。在本实施方式中,第1阈值为50μm。而且,在纹理加工中,在沿着弯曲部216a照射了激光的部位形成图2所示的磨粒痕迹23。
[0062]
进而,如图9的虚线所示,在一部分被断开的线216中,线的长度为第2阈值以下的部位处的线被删除。在本实施方式中,第2阈值设为小于第1阈值的30μm。
[0063]
[第2装饰图案]
[0064]
如图4所示,第2装饰图案220如上所述由多条线构成。在本实施方式中,构成第2装饰图案220的线配置成间隔比构成第1装饰图案210的线的间隔宽。另外,构成第2装饰图案220的线由不相互交叉地从一个端部延伸至另一个端部的直线构成。即,在本实施方式中,第2装饰图案220由多条线构成,这多条线由从一个端部延伸至另一个端部的直线构成。
[0065]
[第3装饰图案]
[0066]
如图5所示,第3装饰图案230如上所述由多条线构成。在本实施方式中,构成第3装饰图案230的线与第1装饰图案210同样,配置为相互不交叉且间隔随机。另外,构成第3装饰图案230的线由从一个端部延伸至另一个端部的直线、和一部分被断开的多条直线构成。即,在构成第3装饰图案230的线上未形成上述的曲线部213。
[0067]
[利用激光的纹理加工]
[0068]
接着,对利用激光的纹理加工进行说明。
[0069]
图10是表示钟表用部件的装饰区域21的一部分的放大剖视图。
[0070]
首先,沿着第1装饰图案210的线对钟表用部件的装饰区域21照射激光。即,将第1装饰图案210作为数据而存储在激光加工机中,并根据该数据而对钟表用部件的装饰区域21照射激光。由此,如图10所示,沿着第1装饰图案210的第1槽部22a形成于钟表用部件的装饰区域21。
[0071]
接下来,沿着第2装饰图案220的线对形成有沿着第1装饰图案210的第1槽部22a的钟表用部件的装饰区域21照射激光。此时,将照射激光的输出调整为比沿着第1装饰图案210的线照射激光的情况大。由此,在钟表用部件的装饰区域21形成深度比沿着第1装饰图案210的第1槽部22a大的第2槽部22b。
[0072]
最后,沿着第3装饰图案230的线对形成有沿着第1装饰图案210的第1槽部22a和沿着第2装饰图案220的第2槽部22b的钟表用部件的装饰区域21照射激光。此时,在本实施方式中,将照射激光的输出调整为与沿着第1装饰图案210的线照射激光的情况相同。由此,在钟表用部件的装饰区域21形成与沿着第1装饰图案210的第1槽部22a同等深度的第3槽部22c。此外,如上所述,第1槽部22a、第2槽部22b以及第3槽部22c的宽度h为22.5μm以上且
27.5μm以下。
[0073]
另外,在图10中,第1槽部22a、第2槽部22b以及第3槽部22c形成为各自不重叠,但并不限于此。第1槽部22a、第2槽部22b以及第3槽部22c中的至少一部分以重叠的方式形成。
[0074]
这样,在本实施方式中,通过对钟表用部件的装饰区域21以重叠描绘第1~第3装饰图案210、220、230的方式依次照射激光,形成了间隔随机且宽度h恒定、并且一部分为曲线状的槽部22。
[0075]
[实施方式的作用效果]
[0076]
在这样的本实施方式,能够得到以下的效果。
[0077]
在本实施方式中,第1装饰图案210构成为以间隔为激光的光点直径的80%以上且200%以下的宽度的方式随机配置多条线,线211具有曲线部213。
[0078]
由此,能够通过激光,对钟表用部件的装饰区域21形成间隔随机、宽度h恒定且一部分为曲线状的槽部22。因此,与施加直线花纹的情况相比,能够更接近手工制作的风格。
[0079]
并且,在本实施方式中,针对钟表用部件的装饰区域21,以重叠描绘第1~第3装饰图案210、220、230的方式依次照射激光。
[0080]
由此,第1槽部22a、第2槽部22b以及第3槽部22c中的至少一部分以重叠的方式形成,因此存在槽部22的间隔比激光的光点直径小的部位。因此,能够更细致地形成纹理,所以装饰性提高。而且,由于在重叠形成有槽部22的区域和不重叠形成槽部22的区域中色调发生变化,因此能够形成更复杂且精细的纹理花纹。
[0081]
在本实施方式中,曲线部213是基于多个控制点212而形成的。
[0082]
由此,能够容易地形成复杂形状的曲线部213。
[0083]
在本实施方式中,控制点212以光点直径的20%以上且30%以下的宽度在x方向以及y方向中的至少一个方向上移动。
[0084]
由此,能够表现线的微小波动,因此能够更接近手工制作的风格。
[0085]
在本实施方式中,第1装饰图案210以及第3装饰图案230具有至少1条线被断开的断开部215,断开部215的长度是随机的。
[0086]
由此,能够将形成于钟表用部件的装饰区域21的槽部22断开,并且,能够使断开的长度随机,因此,能够更接近手工制作的风格。
[0087]
在本实施方式中,在一部分被断开的线216中,线的长度为第1阈值50μm以下的部位被卷成曲线状而成为弯曲部216a。
[0088]
由此,对于钟表用部件的装饰区域21,除了槽部22之外,还能够通过激光形成磨粒痕迹23。因此,能够进一步减轻机械印象,所以能够接近手工制作的风格。
[0089]
在本实施方式中,在一部分被断开的线216中,线的长度为第2阈值以下的部位处的线被删除。
[0090]
由此,能够使形成于钟表用部件的装饰区域21的槽部22更加不均匀。因此,能够进一步减轻机械印象,能够接近手工制作的风格。
[0091]
在本实施方式中,在沿着线的间隔最大的第2装饰图案220照射激光时,将激光的输出调整为最大。
[0092]
由此,能够加深在钟表用部件的装饰区域21形成的第2槽部22b的深度,因此能够容易观察第2槽部22b。因此,能够使纹理更清晰,所以能够提高装饰性。
[0093]
[变形例]
[0094]
此外,本公开并不限定于前述的实施方式,在能够实现本公开目的的范围内的变形、改良等都包含在本公开中。
[0095]
在所述实施方式中,以重叠描绘第1装饰图案210、第2装饰图案220以及第3装饰图案230这3个装饰图案210、220、230的方式依次照射激光,但并不限定于此。例如,可以以重叠描绘2个装饰图案的方式照射激光,或者也可以以重叠描绘4个以上的装饰图案的方式照射激光。
[0096]
另外,在所述实施方式中,按照第1装饰图案210、第2装饰图案220、第3装饰图案230的顺序照射激光,但并不限定于此。例如,也可以按照第3装饰图案、第2装饰图案、第1装饰图案的顺序照射激光,还可以将各个装饰区域图案的顺序互换。
[0097]
在所述实施方式中,在构成第1装饰图案210的线的一部分形成有曲线部,但并不限定于此。例如,也可以是,以重叠描绘2条以上的具有形成有曲线部的线而构成的装饰图案的方式,照射激光。
[0098]
在所述实施方式中,对构成第1装饰图案210的线211设定了6个控制点212,但并不限定于此。例如,可以是3个控制点,也可以设定15个控制点,只要设定多个控制点即可。
[0099]
在所述实施方式中,构成第1装饰图案210的多条线以间隔为激光光点直径的80%以上且200%以下的宽度随机配置,但并不限定于此。例如,构成第1装饰图案的多条线也可以以间隔大于0%且200%以下的宽度随机地配置。通过这样构成,多条线彼此既不交叉也不重叠地配置,因此能够进行更精细的纹理加工的表现。
[0100]
在所述实施方式中,在一部分被断开的线216中,线的长度为第1阈值以下的部位被卷成曲线状而成为弯曲部216a,但并不限定于此。例如,在一部分被断开的线中,也可以不形成弯曲部。即,也可以不在钟表用部件的装饰区域内形成磨粒痕迹。
[0101]
在所述实施方式中,在沿着线的间隔最大的第2装饰图案220照射激光时,将激光的输出调整为最大,但并不限定于此。例如,激光的输出也可以调整为全部恒定。即,也可以是,形成于钟表用部件的装饰区域内的槽部的深度被设为大致恒定。
[0102]
另外,对于第1装饰图案、第2装饰图案、第3装饰图案,也可以分别以不同的方式调整激光的输出。或者,也可以将激光的输出设为恒定,而使激光与装饰区域21之间的相对速度变化,或者使激光光源与装饰区域之间的距离变化,由此以照射能量不同的方式进行调整。
[0103]
在所述实施方式中,作为钟表用部件,例示了壳体111、表耳112、玻璃边缘114、表带1的中间块体2、外部块体3等,但并不限定于此。例如,具有装饰区域的钟表用部件也可以为表盘、时针分针、底板、摆锤、表扣等。
[0104]
在所述实施方式中,虽然在钟表用部件的正面上设置了装饰区域21,但并不限定于此。可以在钟表用部件的反面侧、即在将钟表主体110佩戴于手腕时与手腕接触的反面设置装饰区域,也可以在侧面设置装饰区域。
[0105]
另外,既可以将钟表用部件的正面的一部分设为装饰区域,也可以将正面整体设为装饰区域。
[0106]
[本公开的总结]
[0107]
本公开的钟表用部件的制造方法是在正面具有装饰区域的钟表用部件的制造方
法,其中,具有如下工序:针对所述装饰区域,以重叠描绘多个由多条线构成的装饰图案的方式依次照射激光,所述装饰图案中的至少1个构成为,以间隔为所述激光的光点直径的80%以上且200%以下的宽度的方式随机配置所述多条线,所述多条线中的至少1条具有曲线部。
[0108]
由此,能够通过激光对钟表用部件的装饰区域形成间隔随机、宽度恒定且一部分被设为曲线状的槽部。因此,与施加直线花纹的情况相比,能够更接近手工制作的风格。
[0109]
并且,由于多个槽部中的至少一部分以重叠的方式形成,因此存在槽部的间隔比激光的光点直径小的部位。因此,能够更细致地形成纹理,所以装饰性提高。而且,由于在重叠形成有槽部的区域和不重叠形成槽部的区域中色调发生变化,因此能够形成更复杂且精细的纹理花纹。
[0110]
在本公开的钟表用部件的制造方法中,也可以是,所述曲线部是基于多个控制点而形成的。
[0111]
由此,能够容易地形成复杂形状的曲线部。
[0112]
在本公开的钟表用部件的制造方法中,也可以是,所述控制点以所述光点直径的20%以上且30%以下的宽度移动。
[0113]
由此,能够表现线的微小波动,因此能够更接近手工制作的风格。
[0114]
在本公开的钟表用部件的制造方法中,也可以是,所述装饰图案中的至少1个具有所述多条线中的至少1条被断开的断开部,所述断开部的长度是随机的。
[0115]
由此,能够将形成于钟表用部件的装饰区域的槽部断开,并且,能够使被断开的长度随机,因此,能够进一步接近手工制作的风格。
[0116]
在本公开的钟表用部件的制造方法中,也可以是,具有至少1个所述断开部的线中的、长度为第1阈值以下的线被卷成曲线状而成为弯曲部。
[0117]
由此,对于钟表用部件的装饰区域,除了槽部之外,还能够通过激光形成磨粒痕迹。因此,能够进一步减轻机械印象,所以能够接近手工制作的风格。
[0118]
在本公开的钟表用部件的制造方法中,也可以是,具有至少1个所述断开部的线中的、长度为小于所述第1阈值的第2阈值以下的线被删除。
[0119]
由此,能够使形成于钟表用部件的装饰区域的槽部更加不均匀。因此,能够进一步减轻机械印象,能够接近手工制作的风格。
[0120]
在本公开的钟表用部件的制造方法中,也可以是,在沿着多个所述装饰图案中的、线的间隔最大的装饰图案照射激光时,将激光的输出调整为最大。
[0121]
由此,能够加深形成于钟表用部件的装饰区域的一部分槽部的深度,因此能够容易地观察槽部。因此,能够进一步提高装饰性。
[0122]
本公开的钟表用部件是在正面具有装饰区域的钟表用部件,其中,在所述装饰区域形成有间隔随机、宽度恒定且一部分为曲线状的槽部。
[0123]
由此,在通过激光施加了装饰的钟表用部件中,能够接近手工制作的风格。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
