1.本发明属于轴承装备制造技术领域,具体涉及一种风电轴承套圈实物取样装置及其取样方法。
背景技术:
2.风电轴承的内外圈金属性能检测,多年以来一直采用在成品套圈上取样的方式,厂家利用成品套圈取样时,将套圈进行切割后制作形成单独的检测试样,将单独的检测试样发送给客户作为套圈金属进行性能检测,但由于客户无法确定试样的具体来源,因此存在一定的误差,对轴承材料内部质量分析模糊,极其不利于轴承工艺的稳定和优化提升,造成加工成本高、轴承档次低,同行业缺乏竞争力等问题。针对上述现状,轴承套圈的实物取样,是控制轴承材料质量的有效措施之一。但是,如果破坏套圈进行取样,成本浪费很大,因此套圈的实物取样问题,一直没有解决。
技术实现要素:
3.根据上述现有技术存在的缺陷,本发明的目的是提供一种风电轴承套圈实物取样装置及其取样方法,在不破坏套圈的基础上进行取样和检测,确定零件毛坯质量水平,减小误差。
4.为实现上述目的,本发明所采用的技术方案为:风电轴承套圈实物取样方法,将未加工安装孔的风电轴承套圈胚体进行取样,通过套筒钻在风电轴承套圈胚体加工安装孔的位置进行套料取样,套筒钻的外径小于安装孔的直径,在套料取样后的取样孔位置加工安装孔。
5.基于上述技术方案,本发明是对已经形成环形结构的半成品套圈进行取样,半成品套圈在端面粗车后进行取样,取样后加工安装孔,待取样的半成品套圈为整组半成品套圈中随机选取的若干个。
6.进一步地,在套筒钻套料取样过程中,对取样位置进行水冷降温。
7.进一步地,所述套料钻安装在数控钻床的内冷主轴上,在套料取样过程对取样位置进行水冷降温。
8.进一步地,所述套料钻沿风电轴承套圈胚体的轴向进行取样,套料钻贯穿风电轴承套圈胚体;所述取样孔扩孔至安装孔加工直径,精加工后形成安装孔。
9.风电轴承套圈实物取样装置,包括套筒钻,所述套筒钻包括套筒部和连接部,套筒部为内部带有钻孔腔的圆柱体结构,套筒部外壁带有螺旋结构,套筒部远离连接部的一端均匀设置有若干硬质合金刀片,所述连接部连接至数控钻床的内冷主轴上,数控钻床的内冷主轴带动套筒钻旋转,连接部设置有与钻孔腔连通的内冷入水孔。
10.进一步地,所述套料钻对未加工安装孔的风电轴承套圈胚体进行套料取样,所述套料钻作用在风电轴承套圈胚体加工安装孔的位置;所述套筒部外壁螺旋结构的方向与套筒钻的旋转相配合,若干硬质合金刀片由套筒部外壁的螺旋结构延伸形成,硬质合金刀片
与螺旋结构一一对应设置。
11.进一步地,所述套筒部的外径小于安装孔的直径;所述钻孔腔的高度大于风电轴承套圈胚体的轴向高度。
12.进一步地,所述套筒钻的连接部通过转接工装连接在数控钻床的刀柄上,刀柄与所述内冷主轴相连接;所述套筒钻的连接部为弧面和平面交替的结构。
13.进一步地,所述转接工装上设置有连通通数控钻床刀柄的水冷通道,水冷通道连通套筒钻连接部的内冷入水孔。
14.进一步地,所述转接工装包括头部和固定部,所述转接工装的头部与套筒钻连接部固定,转接工装的头部设置与套筒钻连接部相配合的连接槽,转接工装的头部沿径向设置有螺纹孔,第一螺栓通过螺纹孔连接至套筒钻连接部的平面结构上,锁紧转接工装和套筒钻;所述转接工装的固定部与数控钻床刀柄的连接口形状相配合,转接工装的固定部装配至数控钻床刀柄的连接口内,转接工装固定部的外壁上设置一个平面凹槽,第二螺栓通过数控钻床刀柄上的螺纹孔连接至转接工装固定部的外壁上。
15.进一步地,所述水冷通道包括轴向水冷通道和若干径向水冷通道,所述转接工装的头部设置若干径向水冷通道,若干径向水冷通道延伸至转接工装头部外壁,转接工装的固定部设置一条轴向水冷通道,轴向水冷通道连通数控钻床刀柄内的水冷通道和若干径向水冷通道。
16.进一步地,所述数控钻床刀柄为bt50刀柄。
17.本发明的有益效果为:克服了以往对轴承套圈破坏性取样试验的技术偏见,在风电轴承套圈安装孔的加工位置进行金属取样,利用样品进行金属性能的各项检测,在不破坏轴承套圈的基础上,大大提高检测的真实性,对轴承的质量监控起到实质性的作用,轴承的内在质量会得到极大的保障。
附图说明
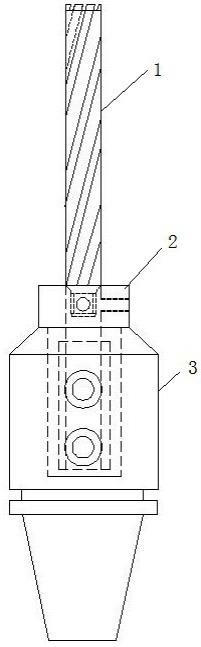
18.图1为套筒钻外部结构示意图;图2 为套筒钻内部结构示意图;图3为转接工装主视图;图4为图3转接工装侧视图;图5为转接工装立体图;图6为取样装置组合连接示意图;图中:1、套筒钻, 1.1套筒部, 1.2连接部, 1.3钻孔腔, 1.4螺旋结构, 1.5硬质合金刀片, 1.6内冷入水孔,2、转接工装, 2.1头部, 2.2固定部, 2.3连接槽, 2.4平面凹槽, 2.5轴向水冷通道, 2.6若干径向水冷通道,3、bt50刀柄。
具体实施方式
19.为了使本发明的结构和功能更加清晰,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
20.风电轴承套圈实物取样方法,将未加工安装孔的风电轴承套圈胚体进行取样,通过套筒钻在风电轴承套圈胚体加工安装孔的位置进行套料取样,套筒钻的外径小于安装孔的直径,在套料取样后的取样孔位置加工安装孔。
21.基于上述技术方案,本发明是对已经形成环形结构的半成品套圈进行取样,半成品套圈在端面粗车后进行取样,取样后加工安装孔,待取样的半成品套圈为整组半成品套圈中随机选取的若干个。
22.进一步地,在套筒钻套料取样过程中,对取样位置进行水冷降温。
23.进一步地,所述套料钻安装在数控钻床的内冷主轴上,在套料取样过程对取样位置进行水冷降温。
24.进一步地,所述套料钻沿风电轴承套圈胚体的轴向进行取样,套料钻贯穿风电轴承套圈胚体;所述取样孔扩孔至安装孔加工直径,精加工后形成安装孔。
25.为实现上述取样方法,制作以下结构用于取样过程,参见附图1-6。
26.风电轴承套圈实物取样装置,包括套筒钻1,所述套筒钻1包括套筒部1.1和连接部1.2,套筒部1.1为内部带有钻孔腔1.3的圆柱体结构,套筒部外壁带有螺旋结构1.4,套筒部1.1远离连接部1.2的一端均匀设置有六个硬质合金刀片1.5,所述连接部1.2连接至数控钻床的内冷主轴上,数控钻床的内冷主轴带动套筒钻1旋转,连接部1.2设置有与钻孔腔1.3连通的内冷入水孔1.6。
27.进一步地,所述套料钻1对未加工安装孔的风电轴承套圈胚体进行套料取样,所述套料钻作用在风电轴承套圈胚体加工安装孔的位置;所述套筒部外壁螺旋结构1.4的方向与套筒钻1的旋转相配合,六个硬质合金刀片1.5由套筒部外壁的螺旋结构1.4延伸形成,硬质合金刀片1.5与螺旋结构1.4一一对应形成。
28.进一步地,所述套筒部1.1的外径小于安装孔的直径;所述钻孔腔1.3的高度大于风电轴承套圈胚体的轴向高度。
29.进一步地,所述套筒钻的连接部1.2通过转接工装2连接在数控钻床的bt50刀柄上3,bt50刀柄3与所述内冷主轴相连接;所述套筒钻的连接部2.2为弧面和平面交替的结构,限制套筒钻1与转接工装2发生相对转动。
30.进一步地,所述转接工装2上设置有连通通数控钻床刀柄的水冷通道,水冷通道连通套筒钻连接部1.2的内冷入水孔1.6,所述内冷入水孔1.6沿轴向设置在套筒钻连接部1.2的中心位置。
31.进一步地,所述转接工装2包括头部2.1和固定部2.2,所述转接工装的头部2.1与套筒钻连接部1.2固定,转接工装的头部2.1设置与套筒钻连接部1.2相配合的连接槽2.3,转接工装的头部沿径向设置有螺纹孔,第一螺栓通过螺纹孔连接至套筒钻连接部1.2的平面结构上,锁紧转接工装2和套筒钻1;所述转接工装的固定部2.2与数控钻床bt50刀柄3的连接口形状相配合,转接工装的固定部2.2装配至数控钻床bt50刀柄3的连接口内,转接工装固定部2.2的外壁上设置一个平面凹槽2.4,防止转接工装2与数控钻床bt50刀柄3产生相对转动,第二螺栓通过数控钻床刀柄上的螺纹孔连接至转接工装固定部2.2的外壁上。
32.进一步地,所述水冷通道包括轴向水冷通道2.5和若干径向水冷通道2.6,所述转接工装的头部2.1设置若干径向水冷通道2.6,若干径向水冷通道2.6延伸至转接工装头部2.1外壁,转接工装的固定部2.2设置一条轴向水冷通道2.5,轴向水冷通道2.5连通数控钻
床刀柄内的水冷通道和若干径向水冷通道2.6。
33.基于上述技术方案,由于组装后的取样装置中,数控钻床刀柄内的水冷通道、轴向水冷通道2.5、若干径向水冷通道2.6、内冷入水孔1.6和钻孔腔1.3相连通,钻孔取样时,套料钻的内壁和外壁均由冷却水进行冷却,保证钻孔安全。
34.本发明制作了一种套筒钻1,前端安装机夹可转位的硬质合金刀片6个,后柄带有内冷入水孔1.6。为了不破坏轴承套圈胚体,在取样过程中采用数控钻床内冷主轴进行钻孔,由于套筒钻1需要安装在数控钻床的bt50刀柄上进行钻孔取样,后端的安装接口不对应,设计制作了一种转接装置2,有效地将套筒钻1牢固地使用安装。 该取样主要是为了研究轴承套圈的材料成分与机械性能,达到提高国产轴承的材料质量的目的。同时保留被取样的轴承继续具有使用性,选择在其安装孔位置取样,取样后扩孔至安装孔直径。轴承套圈完好无损。
35.以上列举的仅是本发明的最佳实施例。显然,本发明不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本发明公开的内容直接导出或联想到的所有变形,均应认为是本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
