1.本实用新型涉及一种内孔直线度杠杆表检具,属于筒类零件内孔检测工具技术领域。
背景技术:
2.筒类深孔结构零件,在液压缸传动中起重要作用,在机械领域应用极为广泛,零件内部有部件与之有滑动动作,这就要求内孔直线度精度较高,要想保证零件内孔直线度精度,测量其直线度的检具显得尤为重要。
3.由于零件为深孔结构,传统内径指示表只能测量到两端一定范围的长度,中间部分不能测量到位;壁厚仪又受到外圆加工表面粗糙度的限制,要想较精准的检测出内孔全长直线度比较困难。设计了一种内孔直线度杠杆表,通过该检具能够测量出内孔全部长度范围内的直线度情况。
技术实现要素:
4.为了解决上述现有技术存在的不足,本实用新型提供了一种内孔直线度杠杆表检具,能够直接接触已加工表面,读出误差数值,能够测量出内孔全部长度范围内的直线度情况,使检测变得简单快捷,又能很好的保证准确度,提高了零件精度。
5.本实用新型解决其技术问题所采用的技术方案是:一种内孔直线度杠杆表检具,包括底座、滑柱、管套、伸缩杆、锁紧套、托架、杠杆、耳轴、百分表、垫块和滑块,底座底部两侧设有滑柱和滑块,底座通过滑块和滑柱与机床导轨保持滑动连接,底座顶面与机床导轨平面保持平行,底座顶部固定连接有管套,管套上方插入有伸缩杆,管套端部螺纹旋入有锁紧套,螺纹旋紧锁紧套后伸缩杆被固定,伸缩杆端部固定连接有托架,托架两侧固定连接有耳座,在托架上方两耳座间放置有杠杆,杠杆侧壁固定连接有数个等间距的耳轴,杠杆通过耳轴与托架实现铰接,在托架左侧的杠杆端部固定连接有百分表,百分表的探头朝向下方,百分表下方设有数个叠放的垫块,垫块的上下端面均与机床导轨的导轨面平行。
6.进一步的,管套端面开设有十字豁口,管套端部开设有外螺纹,锁紧套螺纹旋入管套端部外螺纹上,锁紧套内侧壁为斜面,螺纹旋入越紧,管套端部收缩越大。
7.进一步的,托架上方两侧的耳座上开设有同轴的轴孔,轴孔圆心上半部的耳座体被切削掉,耳轴搭在轴孔上。
8.该检具将底座安装到车床的机床导轨上后,根据不同零件的轴线高度,调节托架高度;根据零件内孔长度,选择相应的耳轴作为支点放置在托架上,从而调节杠杆右侧伸出尺寸,将数个垫块叠放在车床的机床导轨上,并使其顶面与百分表的探头接触,最上方垫块的长度大于零件内孔深度,杠杆法测量深孔直线度误差时,通过移动底座,使其在机床导轨上的滑动,使杠杆右边测头端在深孔零件内移动,使杠杆左端百分表在垫块表面平移,当测头端所在的零件内孔截面位置发生变化时,通过杠杆反映在百分表上,并进行读数,从而实现对内孔全部长度范围内的直线度检测。
9.底座不动,机床主轴带动零件旋转,可进行下一位置检测,该方法能够检测深孔各个截面处的直线度误差值。
10.本实用新型的有益效果是:解决了深孔直线度检测困难的问题,该检具的杠杆测头端能够直接接触已加工表面,通过另一侧的百分表上读出误差数值,通过在导轨上平移底座,使杠杆侧头端在孔内平移,测量出内孔全部长度范围内的直线度情况,保证零件加工精度,适用于各种筒类深孔零件,使检测变得简单快捷,又能很好的保证准确度,提高了零件精度。
附图说明
11.下面结合附图和具体实施方式对本实用新型进一步说明。
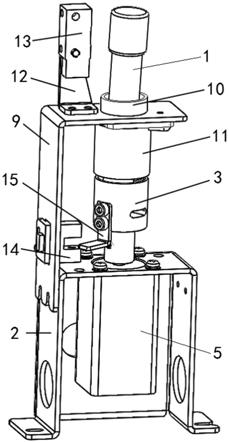
12.图1为本实用新型的结构示意图。
13.图2为本实用新型的侧视图。
14.图中标号:
15.1、底座,2、滑柱,3、管套,4、伸缩杆,5、锁紧套,6、托架,7、杠杆,8、耳轴,9、百分表,10、垫块,11、零件,12、滑块,13、机床导轨。
具体实施方式
16.如图1-2所示,一种内孔直线度杠杆表检具,包括底座1、滑柱2、管套3、伸缩杆4、锁紧套5、托架6、杠杆7、耳轴8、百分表9、垫块10和滑块12,底座1底部两侧设有滑柱2和滑块12,底座1通过滑块12和滑柱2与机床导轨13保持滑动连接,底座1顶面与机床导轨13平面保持平行,底座1顶部固定连接有管套3,管套3上方插入有伸缩杆4,管套3端部螺纹旋入有锁紧套5,螺纹旋紧锁紧套5后伸缩杆4被固定,伸缩杆4端部固定连接有托架6,托架6两侧固定连接有耳座,在托架6上方两耳座间放置有杠杆7,杠杆7侧壁固定连接有数个等间距的耳轴8,杠杆7通过耳轴8与托架6实现铰接,在托架6左侧的杠杆7端部固定连接有百分表9,百分表9的探头朝向下方,百分表9下方设有数个叠放的垫块10,垫块10的上下端面均与机床导轨13的导轨面平行。
17.进一步的,管套3端面开设有十字豁口,管套3端部开设有外螺纹,锁紧套5螺纹旋入管套3端部外螺纹上,锁紧套5内侧壁为斜面,螺纹旋入越紧,管套3端部收缩越大。
18.进一步的,托架6上方两侧的耳座上开设有同轴的轴孔,轴孔圆心上半部的耳座体被切削掉,耳轴8搭在轴孔上。
19.该检具将底座1安装到车床的机床导轨13上后,根据不同零件11的轴线高度,调节托架6高度;根据零件11内孔长度,选择相应的耳轴8作为支点放置在托架6上,从而调节杠杆7右侧伸出尺寸,将数个垫块10叠放在车床的机床导轨13上,并使其顶面与百分表9的探头接触,最上方垫块10的长度大于零件11内孔深度,杠杆法测量深孔直线度误差时,通过移动底座1,使其在机床导轨13上的滑动,使杠杆7右边测头端在深孔零件内移动,使杠杆7左端百分表9在垫块10表面平移,当测头端所在的零件11内孔截面位置发生变化时,通过杠杆7反映在百分表9上,并进行读数,从而实现对内孔全部长度范围内的直线度检测。
20.底座1不动,机床主轴带动零件11旋转,可进行下一位置检测,该方法能够检测深孔各个截面处的直线度误差值。
技术特征:
1.一种内孔直线度杠杆表检具,其特征在于:包括底座(1)、滑柱(2)、管套(3)、伸缩杆(4)、锁紧套(5)、托架(6)、杠杆(7)、耳轴(8)、百分表(9)、垫块(10)和滑块(12),底座(1)底部两侧设有滑柱(2)和滑块(12),底座(1)通过滑块(12)和滑柱(2)与机床导轨(13)保持滑动连接,底座(1)顶面与机床导轨(13)平面保持平行,底座(1)顶部固定连接有管套(3),管套(3)上方插入有伸缩杆(4),管套(3)端部螺纹旋入有锁紧套(5),螺纹旋紧锁紧套(5)后伸缩杆(4)被固定,伸缩杆(4)端部固定连接有托架(6),托架(6)两侧固定连接有耳座,在托架(6)上方两耳座间放置有杠杆(7),杠杆(7)侧壁固定连接有数个等间距的耳轴(8),杠杆(7)通过耳轴(8)与托架(6)实现铰接,在托架(6)左侧的杠杆(7)端部固定连接有百分表(9),百分表(9)的探头朝向下方,百分表(9)下方设有数个叠放的垫块(10),垫块(10)的上下端面均与机床导轨(13)的导轨面平行。2.根据权利要求1所述的一种内孔直线度杠杆表检具,其特征在于:管套(3)端面开设有十字豁口,管套(3)端部开设有外螺纹,锁紧套(5)螺纹旋入管套(3)端部外螺纹上,锁紧套(5)内侧壁为斜面,螺纹旋入越紧,管套(3)端部收缩越大。3.根据权利要求1所述的一种内孔直线度杠杆表检具,其特征在于:托架(6)上方两侧的耳座上开设有同轴的轴孔,轴孔圆心上半部的耳座体被切削掉,耳轴(8)搭在轴孔上。
技术总结
本实用新型公开了一种内孔直线度杠杆表检具,属于筒类零件内孔检测工具技术领域。底座通过滑块和滑柱与机床导轨保持滑动连接,底座顶部固定连接有管套,管套上方插入有伸缩杆,管套端部通过锁紧套固定伸缩杆,伸缩杆端部固定连接有托架,托架两侧固定连接有耳座,在托架上方两耳座间放置有杠杆,杠杆侧壁固定连接有数个等间距的耳轴,杠杆通过耳轴与托架实现铰接,在托架左侧的杠杆端部固定连接有百分表,百分表的探头朝向下方,百分表下方设有数个叠放的垫块,垫块的上下端面均与机床导轨的导轨面平行,并与百分表接触,杠杆右端插入零件内孔,并与其内壁接触,平移底座,通过杠杆检测另一侧百分表数值,实现对零件内孔直线度的检测。的检测。的检测。
技术研发人员:刘璐 王耀武 黑玉龙 金勇 方玉云 李玉凤 赵翔宇 冷立书 宁瑞明 刘建忠
受保护的技术使用者:齐齐哈尔和平重工集团有限公司
技术研发日:2021.12.22
技术公布日:2022/6/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。