1.本发明属于修复航空领域中使用的涡轮机的进气唇口的领域。
现有技术
2.航空领域涉及许多要求,特别是修复认证方面。因此,当部件损伤时,即使是局部地损伤,通常也有必要对其进行完全地更换。由于各种原因,这种方法的成本特别高,第一个原因是的不可用性。目前,当涡轮喷气发动机的进气唇口损伤时,仅能设想永久性的修复方案,这需要更换整个唇口或其至少大部分。该操作需要备件和熟练工人,其在停车场并不总是可用。然后,有必要将对损伤唇口进行全面修复所需的材料和人力资源运输至飞行器停止的地点,或拆卸进气唇口并将其运输至修复设施。因此,进气唇口的损伤,甚至局部损伤,都可能导致飞行器长时间停机。
3.因此,为了修复飞行器,也就是说,为了局部地修复损伤的进气唇口,采用一种可以很容易地实施的临时和局部的修复方法将会特别地有利。
技术实现要素:
4.本发明正好旨在实现该目的,并且涉及一种修复涡轮机进气唇口的方法,所述进气唇口包括一形状不同于唇口的初始形状的损伤区域,其特征在于,该方法包括:
[0005]-识别损伤的步骤;
[0006]-在损伤损伤区域上沉积填料材料以使其形状与初始形状等同的步骤;
[0007]-检查唇口形状的步骤;
[0008]-检查已实施修复的步骤。
[0009]
这种方法可以临时地修复涡轮喷气发动机的进气唇口。它允许飞行器到达修复中心或继续运行,同时等待安排损伤部件的永久性修复,从而减少因进气唇口的局部损伤所导致的飞行器不可用的持续时间。
[0010]
它还避免了必须更换整个进气唇口,并且因此从而避免了在飞行器可能发生故障的所有地方储存备件,由于这种修复方法允许飞行器到达修复地点以进行永久性修复。
[0011]
所提出的修复方法更具体地旨在修复涡轮喷气发动机的进气唇口的冲压区域。“冲压区域”可以理解为,进气唇口受到了损伤,所述损伤使其外表面变形,使得与损伤前涡轮机唇口的初始轮廓相比,损伤区域的外表面已向涡轮机的主体移动。
[0012]
例如,唇口的初始形状(也称为初始轮廓)可具有称为“曲线轮廓”的气动形状。在一个实施例中,填料材料是一种从环氧树脂中选择的树脂。
[0013]
在另一实施例中,填料材料可以是金属,例如铝。
[0014]
优选地,所选择的金属为与进气唇口等同的合金。然而,填料材料不必是与唇口相同的金属。
[0015]
在一个实施例中,填料材料的沉积可通过冷喷涂装置或热喷涂装置完成。例如,冷喷涂或热喷涂方法可通过等离子喷涂、高速火焰喷涂、火焰喷涂、电弧喷涂或爆炸喷涂完
成。当填料材料为金属时,这些实施例特别是优选的。
[0016]
例如,填料材料可以通过高速粉末喷涂沉积。
[0017]
在一个实施例中,填料材料可以用刮铲沉积。当填料材料为树脂时,该实施例特别是优选的。
[0018]
有时会在冲压区域中或在冲压区域的边缘处观察到,材料从涡轮机的主体向外的移动产生气泡。在一个实施例中,该修复方法进一步包括,在沉积填料材料的步骤之前,锤击损伤区域的轮廓的步骤。
[0019]
该步骤确保了填料材料的沉积恢复了进气唇口的初始轮廓。
[0020]
在一个实施例中,可以在沉积填料材料的步骤之前实施准备损伤区域的步骤。
[0021]
例如,该步骤可包括实施有必要进行沉积填料材料的后续步骤的预防措施。
[0022]
准备损伤区域的这一步骤可包括清洁该区域、保护待修复区域周围的区域,或填充损伤区域中存在的贯穿裂纹,所述贯穿裂纹在识别损伤的步骤中被识别。事实上,有时会观察到通过在冲压区域中的整个进气唇口的裂纹或孔。在这种情况下,有必要在沉积填料材料之前填充裂纹或孔,以确保填料材料可以沉积在冲压区域上,并且不用于覆盖裂纹,这将留下不期望的底层孔,或者更简单地,不会通过通孔逃逸,或甚至阻碍进气唇口中存在的除冰系统。
[0023]
因此,在一个实施例中,准备待修复区域的步骤可包括在沉积填料材料的步骤之前,喷射用于填充贯穿裂纹或孔的材料。
[0024]
在一个实施例中,填充材料选自胶黏剂,优选单组分或双组分硅基胶黏剂,或树脂,例如环氧树脂或双马来酰亚胺树脂(称为“bmi”树脂)。
[0025]
在一个实施例中,所述填充材料可以用刮铲沉积。
[0026]
优选地,填充材料是易消散材料,也就是说,当温度很高时,消除了填料材料。特别地,可以通过激活进气唇口的空腔中存在的除冰系统来消除易消散材料,然后通过除冰系统的排气来消除易消散材料。
[0027]
在一个实施例中,在损伤部分上沉积填料材料后,实施检查进气唇口形状的一个或多个步骤。
[0028]
这种检查步骤的目的是确保该修复已有效地恢复了进气唇口的初始轮廓,并且因此确保飞行器准备离开。
[0029]
这种检查可以使用模板进行,或者使用在已修复唇口的三维扫描和进气唇口的数字模型之间的比较进行。
[0030]
在一个实施例中,所述方法进一步包括在沉积填料材料之后,或在适当情况下在检查步骤之后,保护进气唇口的损伤区域的步骤。
[0031]
例如,这种保护步骤可以是在修复区域上方沉积一防腐蚀层,以提高其对飞行中所遭遇环境的抵抗力。
[0032]
例如,防腐蚀层的沉积可以通过表面的铬酸盐处理实现。
[0033]
附图简要说明
[0034]
[图1]图1是涡轮机的图示。
[0035]
[图2]图2是进气唇口的图示。
[0036]
[图3]图3是一种已损伤的根据图2的进气唇口的图示。
[0037]
[图4]图4是在根据本发明一个实施例的方法之后的进气唇口的图示。
[0038]
[图5]图5是进气唇口的图示。
[0039]
[图6]图6是一种已损伤且具有气泡的根据图5的进气唇口的图示。
[0040]
[图7]图7是在根据本发明一个实施例的方法之后的进气唇口的图示。
[0041]
[图8]图8是进气唇口的图示。
[0042]
[图9]图9是一种已损伤且具有裂纹的根据图8的进气唇口的图示。
[0043]
[图10]图10是在根据本发明一个实施例的密封步骤之后的进气唇口的图示。
[0044]
[图11]图11是根据本发明一个实施例的方法之后的进气唇口的图示。
[0045]
[图12]图12是一种表示根据本发明的方法的可选或基本步骤的流程图。
具体实施方式
[0046]
现在将通过不应被解释为限制本发明的说明性附图来描述本发明。
[0047]
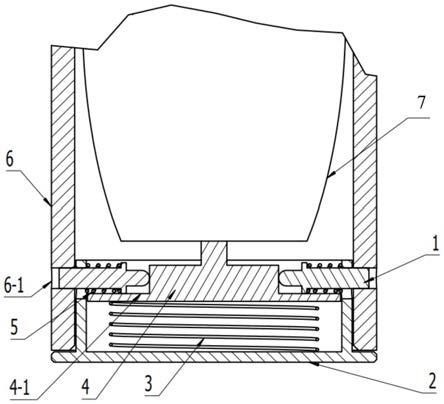
图1是飞行器推进组件1的纵剖面图,其包括容纳在机舱3中的至少一个涡轮喷气发动机2。机舱3具有大致管状的结构,包括在涡轮喷气发动机2上游的进气唇口10、用于环绕涡轮喷气发动机的风扇的也称为风扇罩的中间组件8,以及后组件9,所述后组件9可结合推力反转设备并且用于引导次级流或衰减该组件的声发射。机舱3终止于喷射喷嘴17,喷射喷嘴17的出口位于涡轮喷气发动机2的下游。机舱3包括外固定结构4(或ofs)和内固定结构5(或ifs)。在未示出的一种替代方案中,结构4可以移动,因此它被称为移动罩。这两个结构4和5同心,并限定了环形流道6,当涡喷发动机2运行时,次级流将在所述环形流道中循环。内固定结构5构成涡轮喷气发动机2的发动机舱7的外壳。
[0048]
图2为进气唇口10的放大视图,其包括限定初始轮廓11的主体12。
[0049]
图3表示根据图2的进气唇口,其端部凹凸不平。例如在碰撞之后,已对唇口的主体12的一部分13进行冲压,并且冲压区域14的表面不再对应于初始轮廓11。
[0050]
为了恢复初始轮廓11,特别是为了恢复唇口的空气动力学,沉积了填料材料。
[0051]
该沉积允许形成填料材料的区域15,其允许将唇口的表面恢复到其初始轮廓11。
[0052]
当然,可以根据填料材料与待修复的进气唇口10的组成材料的兼容性来选择填料材料。
[0053]
特别是,可以选择一种易于喷涂的材料,其导热系数接近于待修复唇口的导热系数,并且其抵抗在操作中被施加在唇口上的压力。
[0054]
在沉积填料材料的步骤之前,可以继续进行确定待使用的填料材料的步骤。在适当情况下,该步骤可包括确定损伤进气唇口的组分。
[0055]
图4表示通过沉积填料材料15修复的进气唇口10,使得在沉积后获得的轮廓与初始轮廓11相同。
[0056]
图5至7表示第二实施例。
[0057]
图5示意性地表示进气唇口20,其主体22限定了初始轮廓21。
[0058]
图6表示具有凹凸不平的端部的根据图5的进气唇口,其冲压表面的轮廓24与初始轮廓21不同。此外,进气唇口在冲压区域24的轮廓上具有气泡16,所述轮廓相对于初始轮廓21从唇口的主体22向外突出。
[0059]
气泡16对应于突出唇口的初始轮廓21之外的唇口的初始主体22的部分,也就是
说,从进气唇口的主体22向外突出,与先前限定的冲压区域不同。
[0060]
在这种情况下,实施对损伤唇口进行整形的第一步骤。在这种整形步骤中,锤击气泡,如有必要热锤击,以使气泡返回到唇口的初始轮廓21的内部分22中。因此,沉积填料材料的该后续步骤允许填充在冲压区域24和初始轮廓21之间的自由空间23,而不会留下气泡。
[0061]
图7表示在根据一个实施例的方法之后的诸如图6所示的进气唇口,该方法包括锤击气泡16的步骤以及已允许恢复进气唇口的初始轮廓21的在冲压区域上沉积填料材料25的步骤。
[0062]
图8至11表示第三实施例。
[0063]
图8示意性地表示进气唇口30,其主体32限定了初始轮廓31。
[0064]
图9表示具有冲压表面的根据图8的进气唇口,由于区域33中的材料缺陷,所述冲压表面的轮廓34与初始轮廓31不同。进气唇口进一步具有在唇口的主体32内侧从冲压区域34开始的裂纹37。
[0065]
为了限制待沉积的填料材料量,并确保填料材料的沉积不会穿过唇口,也不会堵塞进气唇口中存在的除冰系统,可以先前地用如图10所示的填充材料38填充裂纹37。
[0066]
优选地,如果裂纹为贯穿裂纹,即如果其允许在进气唇口的外腔和内腔之间通过时,仅填充该裂纹。
[0067]
这种填充材料可以从胶黏剂或树脂选择。当然,这种填充材料必须能够抵抗用于填料材料的随后沉积所施加的状况。可通过任何方法应用这种材料,优选地用刮铲。
[0068]
如上所述,填充材料可以是易消散材料。在这种情况下,可在填料材料沉积后移除易消散材料。例如,除冰系统的激活允许融化填充材料,并且因此经由除冰系统的排气回路消除填充材料。
[0069]
一旦用填充材料38填充了裂纹37,并且如图10所示,在冲压区域34和初始轮廓31之间的区域33中沉积填料材料允许恢复唇口的形状。
[0070]
图11实处了因此修复的进气唇口30,通过沉积填料材料38和沉积填料材料35恢复了所述进气唇口30的初始轮廓31。
[0071]
如上所述,图2至11表示的实施例仅表示实施本发明的方法的可能性,并且不应详尽地解释。可以结合一些实施例,特别是设想一种方法,所述方法包括关于图6设想的局部矫直唇口的步骤,以及也不肯关于图9和10所述的密封裂纹的步骤。此外,根据本发明的方法还允许通过一种类似于关于图8至11所述的实施例来修复具有通孔的进气唇口。
[0072]
图12表示根据本发明的方法40的可选或基本步骤的流程图。可选步骤用虚线框表示。
[0073]
特别是,描述了识别对进气唇口的损伤的第一步骤41。
[0074]
识别损伤的这种步骤41包括允许知晓必须采取哪些步骤以修复进气唇口的任何动作,以及允许引导选择填料材料和在适当情况下,允许引导选择填充材料的任何动作。
[0075]
例如,该步骤可包括确定构成进气唇口的材料,以引导填料材料的选择。这种步骤还可包括检测在损伤区域处是否存在裂纹。在实际地检测裂纹的情况下,这种识别步骤41可进一步包括表征裂纹以知晓它们是否通过裂纹的步骤。该步骤还可包括检查损伤区域周围是否存在任何水泡。在一个实施例中,损伤识别步骤41还包括确定待修复区域的损伤深
度。该深度对填料材料的选择很重要。例如,如果损伤区域的轮廓与初始轮廓的差异不超过5mm,则可以选择沉积树脂,并且在损伤区域的轮廓与初始轮廓的差异超过5mm的情况下,则可以选择沉积金属。
[0076]
在存在如上所述的气泡的情况下,根据本发明的方法包括局部地矫直进气唇口的步骤42。
[0077]
特别是,可以通过锤击气泡,可选地通过加热所述气泡,实施该步骤。优选地,在低于或等于在启动除冰系统时材料达到的温度下进行加热,例如低于300℃,以便局部地改进唇口的延展性,从而实施更有效的矫直。
[0078]
在一个实施例中,可以实施准备损伤区域的步骤43。
[0079]
该步骤可包括实施所有必要的预防措施,以成功地完成沉积填料材料的后续步骤。例如,该步骤可包括清洁待修复区域的步骤。
[0080]
这种清洁使得可避免在进气唇口和填料材料之间存在可能影响沉积质量的物体或灰尘。
[0081]
准备待修复区域的步骤43还可包括保护损伤区域的周围区域的步骤。例如,可以通过在周围区域上放置防水油布或掩模来实现这种保护,以防止填料材料的任何不必要的沉积。
[0082]
特别是,这种步骤可以防止在沉积步骤中可能产生的灰尘渗透到飞行器的其他部件中,所述部件的气唇口已被修复。
[0083]
在存在裂纹的情况下,该步骤可进一步包括用填充材料密封裂纹的步骤。在该步骤中,冲压区域中存在的每个裂纹都可以用填充材料填充,目的是防止裂纹导致对填料材料的过大需求或填料材料在唇口内侧的泄漏。如果损伤识别步骤41允许确定裂纹未贯穿裂纹,则无需密封这些裂纹。对于贯穿裂纹,在准备待修复区域43的步骤中填充裂纹允许避免填料材料在唇口内侧的泄漏,并且因此防止填料材料影响除冰系统的效率。填充材料具有足够的粘度以及裂纹壁的粘合力,以在不完全地由此流过的情况下密封这些裂纹壁。
[0084]
准备损伤区域的该步骤不受数量或顺序的限制,在所述顺序中,可组成所述顺序已经在此处存在。特别地,待修复区域的清洁可以在裂纹的密封之前或之后进行,并且周围区域的保护也可以在裂纹的密封之前或之后进行。也可存在几个清洁或保护步骤。
[0085]
在步骤41之后,以及在适当情况下,步骤42和43,本发明的方法包括沉积填料材料的步骤44。这种步骤允许以足够耐用的方式恢复进气唇口的轮廓,从而允许涡轮机所附接到的飞行器离开其修复位置。该步骤允许采用一种提供临时修复的方法,该方法易于应用并且无需更换整个进气唇口。
[0086]
沉积填料材料的步骤之后是检查唇口形状的步骤45。该步骤允许确保在步骤44中进行的填料材料的沉积有效地恢复进气唇口的轮廓。
[0087]
例如,检查唇口形状的步骤可以使用模板来进行,也就是说,与刚刚附着在修复上从而确保其轮廓符合要求的唇口的初始轮廓互补的形状,或者通过修复后唇口的三维扫描和唇口的初始轮廓的数字模型的比较来进行。
[0088]
如果检查步骤45得出的结论是已经喷涂的填料材料太少,则可以再次进行填料材料沉积步骤44。
[0089]
相反,如果检查步骤45得出的结论是已经喷涂了过多的填料材料,则可以实施打
磨多余材料的步骤46,目的是恢复进气唇口的初始轮廓。
[0090]
在存在打磨步骤46的情况下,其后可以再次是检查进气唇口形状的步骤45。
[0091]
一旦通过填料材料沉积步骤44恢复了唇口的轮廓,并且通过步骤45检查了唇口的形状,则实施修复检查步骤47。该步骤允许检测在唇口主体(12、22、32)的内部和唇口外部(15、25、35)之间可能存在的泄漏,所述唇口外部包括步骤44中沉积的填料材料。特别地,必须确保除冰系统的运行未受到修复影响。
[0092]
例如,这种检查可以是染色渗透检查,使得可以检测任何裂纹。
[0093]
例如,可以通过激活除冰系统,然后通过检查在修复区域处是否观察到泄漏,进行检查修复的步骤47。
[0094]
在另一实施例中,可以通过将压缩空气通过唇口的排气引入到唇口内,然后通过检查在修复区域处是否观察到泄漏,进行检查修复的步骤,通过所述唇口的排气,排出了来自除冰系统的气流。
[0095]
此外,检查修复的步骤47包括测量进气唇口的导电性的步骤。事实上,在发生闪电的情况下,确保修复没有产生任何阻力是很重要的。例如,可以用万用表检查进气唇口的导电性。
[0096]
最后,在一个实施例中,方法40进一步包括保护已修复区域的步骤48。可以通过沉积防腐蚀层来进行步骤48。例如,可以通过对已修复区域的铬酸盐处理来进行保护修复区域的这种步骤。例如,可以用刷或抹布完成该铬酸盐处理。
[0097]
特别是,当填料材料为金属材料时,这种步骤特别地是优选的。
[0098]
图12所述的方法40允许对进气唇口进行临时修复,以便后者恢复与初始轮廓等同的轮廓。与现有技术的方法相比,这种方法不太难实现,并且与现有技术的方法不同,不需要完全地改变唇口。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。