1.本发明涉及线圈部件。
背景技术:
2.以往,作为线圈部件,有wo2015/178264号公报(专利文献1)中记载的线圈部件。该线圈部件具有:芯体,其具有卷芯部和设置于卷芯部的两端的一对凸缘部;端子电极,其设置于一对凸缘部中各凸缘部上;以及线材,其卷绕于卷芯部且两端与端子电极电连接。
3.专利文献1:wo2015/178264号公报
4.然而,在上述以往那样的线圈部件中,特别是,若线圈部件变得小型,则端子电极相对于芯体的固定力谈不上足够。因此,在将线圈部件安装于安装基板时,存在端子电极从芯体剥离的担忧,从而无法将线圈部件充分固定于安装基板。
技术实现要素:
5.为此,本公开提供一种提高端子电极相对于芯体的固定力的线圈部件。
6.为了解决上述课题,本公开的一个方式的线圈部件具备:
7.芯体,其具有卷芯部和设置于该卷芯部两端的一对凸缘部;
8.端子电极,其设置于上述一对凸缘部中各凸缘部上;以及
9.线材,其卷绕于上述卷芯部,且两端与上述端子电极电连接,
10.上述端子电极具有电极主体部和锚部,上述锚部设置于上述电极主体部并咬入上述芯体。
11.根据上述实施方式,端子电极具有咬入芯体的锚部,因此端子电极相对于芯体的固定力提高。因此,端子电极的固定力提高,因此在将线圈部件安装于安装基板时,端子电极变得不易从芯体剥离,从而能够将线圈部件充分固定于安装基板。
12.优选为,在线圈部件的一个实施方式中,上述锚部进入上述芯体的粒子间的间隙。
13.根据上述实施方式,能够进一步提高端子电极相对于芯体的固定力。
14.优选为,在线圈部件的一个实施方式中,上述锚部形成为网眼状。
15.根据上述实施方式,能够进一步提高端子电极相对于芯体的固定力。
16.优选为,在线圈部件的一个实施方式中,在从上述电极主体部的厚度方向观察时,上述锚部向上述电极主体部的外周面的外侧延伸。
17.这里,电极主体部的厚度方向为与设置有电极主体部的芯体的表面正交的方向。
18.根据上述实施方式,锚部向电极主体部的外周面的外侧延伸,因此锚部从电极主体部的外周面侧覆盖电极主体部与芯体之间的界面的至少局部。由此,例如,在电极主体部形成镀敷层的情况下,能够减少镀敷液从电极主体部的外周面渗入电极主体部与芯体之间的界面。因此,能够减少爆锡等安装不良,从而能够减少电极主体部从芯体剥离。
19.优选为,在线圈部件的一个实施方式中,在上述电极主体部的厚度方向上,上述锚部存在于比上述电极主体部的厚度方向的上表面低的位置。
20.根据上述实施方式,锚部存在于比电极主体部的上表面低的位置,因此能够抑制端子电极的厚度增大。
21.优选为,在线圈部件的一个实施方式中,上述锚部在上述电极主体部的厚度方向上存在于比上述芯体的表面低的位置。
22.根据上述实施方式,锚部存在于比芯体的表面低的位置,因此能够防止存在于比芯体的表面高的位置的端子电极扩大。由此,例如,在将线圈部件安装于安装基板时,能够防止焊料圆角扩大,从而能够减小线圈部件的安装面积。
23.优选为,在线圈部件的一个实施方式中,上述电极主体部的厚度方向的上表面具有凹部。
24.根据上述实施方式,电极主体部的上表面具有凹部,因此能够增加电极主体部的上表面的表面积。由此,例如,在电极主体部形成镀敷层的情况下,在电极主体部的上表面处,与镀敷液中的介质接触的概率提高,从而能够缩短镀敷时间,另外,镀敷层相对于电极主体部的紧贴性提高,从而镀敷层变得不易剥离。
25.优选为,在线圈部件的一个实施方式中,
26.上述凸缘部具有朝向上述卷芯部侧的内端面和朝向与上述内端面相反一侧的外端面,
27.上述端子电极具有设置于上述凸缘部的上述外端面的外端面电极部,
28.上述外端面电极部具有上述电极主体部和上述锚部。
29.根据上述实施方式,在通过网版印刷形成外端面电极部的情况下,例如通过增大用刮刀将导体浆料下压凸缘部的外端面时的下压量、或者加快印刷速度、或者降低导体浆料的粘度,能够使导体浆料进入凸缘部的外端面,从而能够容易形成锚部。
30.优选为,在线圈部件的一个实施方式中,
31.上述外端面电极部具有与上述芯体接触的第一层和覆盖上述第一层的第二层,
32.上述第一层具有上述电极主体部和上述锚部。
33.根据上述实施方式,在通过网版印刷形成外端面电极部的第一层的情况下,能够容易形成锚部。
34.根据本公开的一个方式的线圈部件,能够提高端子电极相对于芯体的固定力。
附图说明
35.图1是表示从下方观察线圈部件的第一实施方式的立体图。
36.图2是从l方向观察线圈部件的图。
37.图3是图2的a-a剖视图。
38.图4是从l方向观察外端面电极部的第一层的图。
39.图5是图4的b部分的示意放大图。
40.图6是图4的c-c剖视图。
41.图7a是对网版印刷进行说明的示意整体图。
42.图7b是图7a的放大图。
43.图8a是对形成锚部的方法进行说明的图7b的d部分的放大图。
44.图8b是对形成锚部的方法进行说明的图7b的d部分的放大图。
45.图8c是对形成锚部的方法进行说明的图7b的d部分的放大图。
46.图9是表示电极主体部的第二实施方式的剖视图。
47.附图标记说明:
[0048]1…
线圈部件;10
…
芯体;10a
…
粒子;10b
…
间隙;11
…
第一凸缘部;12
…
第二凸缘部;13
…
卷芯部;15
…
磁性体板;21
…
第一线材;22
…
第二线材;31
…
第一端子电极;32
…
第二端子电极;33
…
第三端子电极;34
…
第四端子电极;40
…
底面电极部;41
…
第一层;42
…
第二层;50
…
外端面电极部;51
…
第一层;510、510a
…
电极主体部;510a
…
外周面;510b
…
上面;510c
…
下表面;510d
…
凹部;511
…
锚部;52
…
第二层;61
…
刮刀;70
…
掩模;80
…
导体浆料。
具体实施方式
[0049]
以下,结合图示的实施方式对本公开的一个方式的线圈部件进行详细说明。此外,附图包括局部示意图,有时不反映实际尺寸、比率。
[0050]
(第一实施方式)
[0051]
图1是表示从下方观察线圈部件的第一实施方式的立体图。如图1所示,线圈部件1具备:芯体10;卷绕于芯体10的第一线材21和第二线材22;设置于芯体10并供第一线材21和第二线材22电连接的第一端子电极31、第二端子电极32、第三端子电极33以及第四端子电极34;以及安装于芯体10的磁性体板15。
[0052]
芯体10具有:为沿恒定方向延伸的形状且卷绕有第一线材21和第二线材22的卷芯部13;设置于卷芯部13的延伸方向的第一端,并向与该方向正交的方向突出的第一凸缘部11;以及设置于卷芯部13的延伸方向的第二端,并向与该方向正交的方向突出的第二凸缘部12。卷芯部13的延伸方向也称为卷芯部13的轴向。作为芯体10的材料,例如优选为铁氧体的烧结体、含有磁性粉的树脂的成型体等磁性体,也可以为氧化铝、树脂等非磁性体。
[0053]
此外,以下,将芯体10的底面设为安装于安装基板的面,将芯体10的与底面相反一侧的面设为芯体10的顶面。将卷芯部13的轴向设为l方向,将芯体10的底面上与l方向正交的方向设为w方向,将芯体10的底面和顶面的对置方向设为t方向。t方向与l方向和w方向正交。将t方向的正方向设为上方,将t方向的负方向设为下方。即,芯体10的底面对应于铅垂方向下方,芯体10的顶面对应于铅垂方向上方。将l方向也称为芯体10的长度方向,将w方向也称为芯体10的宽度方向,将t方向也称为芯体10的高度方向。
[0054]
第一凸缘部11具有:朝向卷芯部13侧的内端面111;朝向与内端面111相反一侧的外端面112;将内端面111与外端面112连结并且在安装时朝向安装基板侧的底面113;朝向与底面113相反一侧的顶面114;以及将内端面111与外端面112连结并且将底面113与顶面114连结的两个侧面115。
[0055]
第二凸缘部12具有:朝向卷芯部13侧的内端面121;朝向与内端面121相反一侧的外端面122;将内端面121与外端面122连结并且在安装时朝向安装基板侧的底面123;朝向与底面123相反一侧的顶面124;以及将内端面121与外端面122连结并且将底面123与顶面124连结的两个侧面125。
[0056]
磁性体板15跨一对第一凸缘部11和第二凸缘部12地固定。磁性体板15通过粘合剂安装于第一凸缘部11的顶面114和第二凸缘部12的顶面124。磁性体板15的材料例如与芯体
10相同。芯体10和磁性体板15均为磁性体,因此构成闭合磁路,从而电感值的取得效率提高。因此,磁效率提高,从而能够以较少的线材数量获得所希望的电感值。此外,在本实施方式中,线圈部件具备磁性体板15,但也可以不具备磁性体板15。
[0057]
第一凸缘部11在底面113侧具有两个腿部,在一个腿部设置有第一端子电极31,在另一个腿部设置有第二端子电极32。第二凸缘部12在底面123侧具有两个腿部,在位于与设置有第一端子电极31的腿部相同侧的一个腿部设置有第三端子电极33,在位于与设置有第二端子电极32的腿部相同侧的另一个腿部设置有第四端子电极34。如图1所示,底面113和底面123分别是指从腿部的底面部分经过腿部间的股部的侧面部分而包括股部的底面部分的部分。
[0058]
第一线材21和第二线材22是例如利用由聚氨酯、聚酰胺-酰亚胺等树脂构成的被膜覆盖由铜等金属构成的导线材而成的带绝缘被膜的导线材。第一线材21的一端与第一端子电极31电连接,另一端与第三端子电极33电连接。第二线材22的一端与第二端子电极32电连接,另一端与第四端子电极34电连接。第一线材21和第二线材22、第一端子电极31~第四端子电极34例如通过热压接、钎焊、焊接等而连接。
[0059]
第一线材21和第二线材22相对于卷芯部13沿相同方向进行卷绕。由此,在线圈部件1中,若向第一线材21和第二线材22输入差动信号等反向信号,则由第一线材21和第二线材22产生的磁通相互抵消,作为电感的动作减弱,从而使该信号通过。另一方面,若向第一线材21和第二线材22输入外来噪声等同相信号,则由第一线材21和第二线材22产生的磁通相互增强,作为电感的动作增强,从而遮挡该噪声的通过。因此,线圈部件1作为降低差动信号等差模信号的通过损失的同时使外来噪声等共模信号衰减的共模扼流线圈发挥功能。
[0060]
在线圈部件1安装于安装基板时,第一凸缘部11的底面113和第二凸缘部12的底面123与安装基板对置。此时,卷芯部13的轴向与安装基板的主表面平行。即,线圈部件1为第一线材21和第二线材22的卷绕轴线与安装基板平行的卧式绕线材型。
[0061]
图2是从l方向观察线圈部件的图。在图2中,为了便于理解,省略磁性体板15进行描绘。
[0062]
如图2所示,第一端子电极31具有:底面电极部40,其连续设置于第一凸缘部11的至少包括底面113的面;和外端面电极部50,其设置于第一凸缘部11的外端面112。同样,第二端子电极32、第三端子电极33以及第四端子电极34分别具有底面电极部40和外端面电极部50。以下,对第一端子电极31进行说明,并对第二端子电极32、第三端子电极33以及第四端子电极34省略说明。
[0063]
底面电极部40覆盖腿部的整个底面113,并且覆盖内端面111、外端面112以及侧面115的靠底面113侧的局部。外端面电极部50与底面电极部40连接。外端面电极部50在第一凸缘部11的两侧面115对置的宽度方向(与w方向一致)的两侧具有边缘50a。外端面电极部50的边缘50a存在于远离第一凸缘部11的侧面115的位置。这样,外端面电极部50远离芯体10的侧面115,因此能够防止焊料湿润芯体10的侧面115,从而能够防止焊料圆角在线圈部件1的w方向上扩大。因此,能够减小线圈部件1的w方向的安装面积。
[0064]
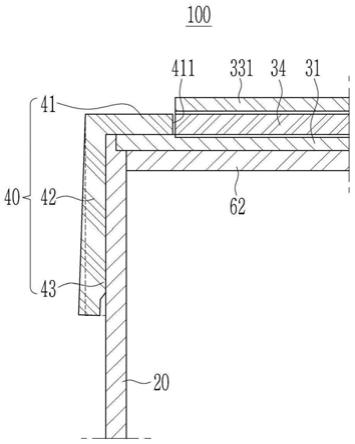
图3是图2的a-a剖视图。如图3所示,底面电极部40具有与芯体10接触的第一层41和覆盖第一层41的第二层42。第一层41是例如通过浸渍法将包含ag、si以及树脂的ag浆料涂覆于第一凸缘部11的底面113并进行烧制而形成的。第二层42是例如通过电镀来按照cu、
ni、sn的顺序在第一层41上成膜而形成的。底面电极部40分别设置于第一凸缘部11的两个腿部,因此通过浸渍法能够容易分离设置于各腿部的底面电极部40。
[0065]
外端面电极部50具有与芯体10接触的第一层51和覆盖第一层51的第二层52。第一层51是例如通过网版印刷将包含ag或者cu的导体浆料以规定条件印刷于第一凸缘部11的外端面112而形成的。第二层52是例如通过电镀按照cu、ni、sn的顺序在第一层51上成膜而形成的。
[0066]
外端面电极部50的第一层51与底面电极部40的第一层41接触。外端面电极部50的第一层51远离第一凸缘部11的底面113,因此能够防止它与底面电极部40的第一层41重叠。因此,能够防止第一端子电极31的厚度增大。此外,外端面电极部50的第一层51的端部也可以与底面电极部40的第一层41的端部重叠。
[0067]
外端面电极部50的第二层52与底面电极部40的第二层42一体连续。这是因为,外端面电极部50的第二层52与底面电极部40的第二层42通过镀敷同时形成。在第二层42、52通过镀敷而一体形成的情况下,为了便于理解,将外端面电极部50的覆盖第一层51的部分设为外端面电极部50的第二层52,将除此以外的底面电极部40的覆盖第一层41的部分设为底面电极部40的第二层42。此外,第二层42、52也可以相互分离。
[0068]
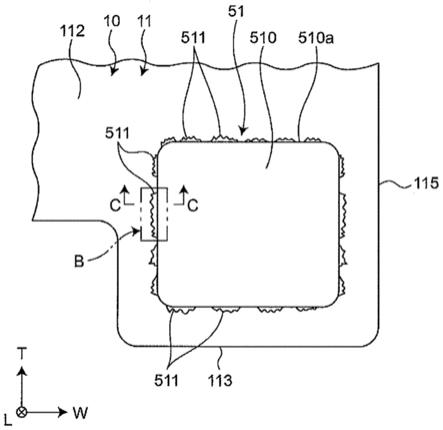
图4是从l方向观察线圈部件的图。在图4中,为了便于理解,仅描绘了第一端子电极31中的外端面电极部50的第一层51。
[0069]
如图4所示,第一层51具有电极主体部510和锚部511。电极主体部510在网版印刷中通过掩模形成。电极主体部510为第一层51的大部分(主要部分)。锚部511设置于电极主体部510并咬入芯体10(第一凸缘部11)。
[0070]
根据上述结构,第一端子电极31具有锚部511,因此第一端子电极31相对于芯体10的固定力提高。因此,第一端子电极31的固定力提高,因此在将线圈部件1安装于安装基板时,第一端子电极31变得不易从芯体10剥离,从而能够将线圈部件1充分固定于安装基板。
[0071]
另外,外端面电极部50具有锚部511,因此在通过网版印刷形成外端面电极部50的情况下,例如通过增加用刮刀将导体浆料下压第一凸缘部11的外端面112时的下压量、或者加快印刷速度、或者降低导体浆料的粘度,能够使导体浆料进入第一凸缘部11的外端面112,从而能够容易形成锚部511。
[0072]
另外,第一层51具有锚部511,因此在通过网版印刷形成外端面电极部50的第一层51的情况下,能够容易形成锚部511。
[0073]
图5是图4的b部分的示意放大图。在图4中,为了便于理解,对锚部511和芯体10的粒子标注彼此不同种类的斜线进行描绘。
[0074]
如图5所示,锚部511进入芯体10的粒子10a间的间隙10b。若具体叙述,则锚部511形成为网眼状。换言之,锚部511不是向一个方向而是向多个方向分支。芯体10的粒子10a例如为磁性粉体或者非磁性粉体。根据上述结构,锚部511相对于芯体10的紧贴力提高,从而能够进一步提高第一端子电极31相对于芯体10的固定力。
[0075]
图6是图4的c-c剖视图。在图6中,为了便于理解,省略芯体10的粒子10a,描绘粒子10a间的间隙10b。
[0076]
如图5和图6所示,锚部511进入芯体10的表面(即,第一凸缘部11的外端面112)露出的粒子10a间的间隙10b。
[0077]
这里,间隙10b是指宽度为6μm以上的粒子10a间的槽,此时,间隙10b存在于比芯体10的表面(第一凸缘部11的外端面112)低的位置。即,间隙10b比形成间隙10b的相邻的粒子10a的顶点低。
[0078]
在从电极主体部510的厚度方向观察时,锚部511向电极主体部510的外周面510a的外侧延伸。电极主体部510的厚度方向为与设置有电极主体部510的芯体10的表面正交的方向,在本实施方式中,为与第一凸缘部11的外端面112正交的方向(l方向)。
[0079]
根据上述结构,锚部511向电极主体部510的外周面510a的外侧延伸,因此锚部511从电极主体部510的外周面510a侧覆盖电极主体部510与芯体10之间的界面的至少局部。在本实施方式中,锚部511覆盖电极主体部510的下表面510c与第一凸缘部11的外端面112之间的界面的至少局部。由此,例如,在第一层51的电极主体部510上形成作为第二层52的镀敷层的情况下,能够减少镀敷液从电极主体部510的外周面510a渗入电极主体部510与芯体10之间的界面。因此,能够减少爆锡等安装不良,从而能够减少电极主体部510从芯体10剥离。
[0080]
这里,如图4所示,在从电极主体部510的厚度方向观察时,锚部511设置于电极主体部510的外周面510a的整周的至少局部,但也可以设置于电极主体部510的外周面510a的整个整周。由此,能够进一步减少镀敷液从电极主体部510的外周面510a渗入电极主体部510与芯体10之间的界面。
[0081]
如图6所示,在电极主体部510的厚度方向上,锚部511存在于比电极主体部510的厚度方向的上表面510b低的位置。电极主体部510的上表面510b为与对置于外端面112的下表面510c相反一侧的面。根据上述结构,锚部511存在于比电极主体部510的上表面510b低的位置,因此能够抑制外端面电极部50的厚度增大。
[0082]
优选为,在电极主体部510的厚度方向上,锚部511存在于比芯体10的表面低的位置。在本实施方式中,锚部511存在于比第一凸缘部11的外端面112低的位置。即,锚部511设置于电极主体部510的下表面510c。根据上述结构,锚部511存在于比第一凸缘部11的外端面112低的位置,因此能够防止存在于比第一凸缘部11的外端面112高的位置的外端面电极部50扩大。由此,例如,在将线圈部件1安装于安装基板时,能够防止焊料圆角扩大,从而能够减小线圈部件1的安装面积。
[0083]
此外,锚部511也可以设置于电极主体部510的外周面510a。此时,锚部511存在于比电极主体部510的上表面510b低的位置即可。另外,设置于电极主体部510的外周面510a的锚部511和设置于电极主体部510的下表面510c的锚部511也可以混在一起。另外,设置于电极主体部510的下表面510c的锚部511除了包括与电极主体部510的下表面510c连接并朝向电极主体部510的外周面510a的外侧延伸的锚部511以外,还包括与电极主体部510的下表面510c连接并存在于被电极主体部510的下表面510c覆盖的区域(未图示)的锚部。即,在与电极主体部510的下表面510c接触的第一凸缘部11的外端面112也存在间隙10b,在该间隙10b也存在锚部。
[0084]
接下来,使用图7a、图7b、图8a、图8b、图8c对形成外端面电极部50的锚部511的方法进行说明。图7a是对网版印刷进行说明的示意整体图。图7b是图7a的放大图。图8a~图8c是图7b的d部分的放大图。
[0085]
如图7a所示,在基板60上配置多个芯体10。此时,第二凸缘部12的外端面122与基
板60接触。第一凸缘部11的外端面112朝向上方。
[0086]
而且,将刮刀61按压在掩模70上并且使刮刀61朝x方向移动,将导体浆料网版印刷于第一凸缘部11的外端面112。此时,一边调整刮刀61的高度一边进行印刷,以便将刮刀61下压至位于比与第一凸缘部11的外端面112相同平面的第一位置l1靠下方的位置处的第二位置l2。即,如图7b所示,用刮刀61将被填充于掩模70的乳剂71的孔部71a的导体浆料80压入第一凸缘部11的外端面112。
[0087]
这样一来,在用刮刀61进行加压前,如图8a所示,存在于第一凸缘部11的外端面112的粒子10a间的间隙10b为空洞,但在用刮刀61进行加压时,首先,如图8b所示,导体浆料80的溶剂82流入间隙10b,然后,如图8c所示,导体浆料80的导体粒子81(例如,ag粒子)沿溶剂82流入间隙10b。这样,通过用刮刀61对导体浆料80进行加压,从而导体粒子81随着溶剂82进入间隙10b。然后,经过烧制工序,从而在间隙10b中烧制导体粒子81而形成锚部511。
[0088]
此外,除了用刮刀61进行加压以外,也可以通过加快刮刀61的印刷速度或者降低导体浆料80的粘度,而使导体粒子81沿溶剂82流入间隙10b。
[0089]
在上述实施方式中,通过网版印刷形成外端面电极部50的第一层51(电极主体部510和锚部511),但只要能够形成锚部511,便并不局限于此,例如也可以为使用分配器进行涂覆的方法等其他工序。
[0090]
(第二实施方式)
[0091]
图9是表示电极主体部的第二实施方式的剖视图。第二实施方式与第一实施方式的电极主体部的形状不同。以下对该不同结构进行说明。其他结构为与第一实施方式相同的结构,因而标注与第一实施方式相同的附图标记并省略其说明。
[0092]
如图9所示,电极主体部510a的厚度方向的上表面510b具有凹部510d。根据上述结构,能够增加电极主体部510a的上表面510b的表面积。由此,例如,在第一层的电极主体部510a形成作为第二层的镀敷层的情况下,在电极主体部510a的上表面510b处,与镀敷液中的介质接触的概率提高,从而能够缩短镀敷时间,另外,镀敷层相对于电极主体部510a的紧贴性提高,从而镀敷层变得不易剥离。
[0093]
作为在电极主体部510a的上表面510b形成凹部510d的方法,例如,构成网版印刷所使用的掩模的网格具有经纱和纬纱,在进行网版印刷时,经纱与纬纱交叉的部分与导体浆料的上表面接触,由此能够在导体浆料的上表面形成凹部。
[0094]
此外,本公开并不限定于上述实施方式,在不脱离本公开的主旨的范围内能够进行设计变更。例如,也可以将第一、第二实施方式各自的特征点进行各种组合。
[0095]
在上述实施方式中,线圈部件具有两条线材,但也可以具有一条或者三条以上线材。另外,在上述第一实施方式中,将线圈部件作为共模扼流线圈进行使用,但例如也可以作为变压器、耦合电感等的线材卷绕于卷芯部的卷线材型线圈进行使用。
[0096]
在上述实施方式中,在一个凸缘部设置两个端子电极,但在一个凸缘部设置一个端子电极即可,在该情况下也一样,端子电极具有底面电极部和外端面电极部。另外,也可以在一个凸缘部设置三个以上的端子电极。
[0097]
在上述实施方式中,端子电极具有底面电极部和外端面电极部,但也可以由底面电极部和外端面电极部中一者构成。另外,端子电极除了具有底面电极部和外端面电极部之外,也可以具有设置于凸缘部的顶面并与外端面电极部连接的顶面电极部。无论是哪种
情况,端子电极具有电极主体部和锚部即可。例如,底面电极部、外端面电极部以及顶面电极部中至少一种电极部具有电极主体部和锚部。
[0098]
在上述实施方式中,底面电极部和外端面电极部分别具有第一层和第二层,但也可以仅具有第一层。在上述实施方式中,外端面电极部的第一层具有电极主体部和锚部,但底面电极部的第一层也可以具有电极主体部和锚部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。