一种cfb锅炉分离器防变形喉口
技术领域
1.本发明涉及锅炉设备技术领域,具体涉及一种cfb锅炉分离器防变形喉口。
背景技术:
2.cfb锅炉是能源电力行业的主要设备,国内乃至世界范围的用户数量庞大,设备市场需求稳定。目前cfb锅炉连续运行能力及可靠性仍有提高的空间,各制造厂家均在积极进行相关技术的开发与改进。
3.由于cfb锅炉分离器喉口处于物料分离的高磨损区,同时烟气负压高且波动大,锅炉运行时喉口常发生变形损坏乃至脱落的情况,该问题是影响相关cfb锅炉可靠性的重要原因。
技术实现要素:
4.本发明为了解决现有分离器喉口组件容易变形、磨损甚至脱落的问题,进而提出一种cfb锅炉分离器防变形喉口。
5.本发明为解决上述技术问题采取的技术方案是:
6.一种cfb锅炉分离器防变形喉口包括环形筒身、内防护层和外防护层,内防护层固接在环形筒身的内圆周侧壁上,外防护层固接在环形筒身的外圆周侧壁上,环形筒身包括多个中空钢管和多个加强肋,多个中空钢管呈圆周状并列设置拼接成筒形,相邻两个中空钢管之间固接有加强肋。
7.进一步地,所述内防护层和外防护层均为耐磨耐火材料层。
8.进一步地,所述内防护层和外防护层的表面侧壁平滑。
9.进一步地,所述内防护层和外防护层的材质为不锈钢金属钢板或非金属耐磨耐火材料。
10.进一步地,当内防护层和外防护层为不锈钢金属钢板时,不锈钢金属钢板与环形筒身焊接固接。
11.进一步地,当内防护层和外防护层为非金属耐磨耐火材料时,非金属耐磨耐火材料敷设在环形筒身的侧壁上,且非金属耐磨耐火材料通过烘烤定型固接在环形筒身上。
12.进一步地,所述中空钢管的形状为l形,中空钢管包括竖直长边和水平短边,中空钢管的竖直长边设置在下部,中空钢管的水平短边设置在上部,且水平短边设置在竖直长边的外侧。
13.进一步地,所述加强肋与中空钢管之间焊接固接。
14.进一步地,所述中空钢管是由耐高温不锈钢空心钢管为材质制作的中空钢管。
15.进一步地,所述加强肋是由不锈钢圆钢为材质制作的加强肋。
16.本发明与现有技术相比包含的有益效果是:
17.本发明的喉口,采用中空钢管连接组成的环形筒身,充分利用中空钢管中部空心的力学结构特性,使烟气压力变化产生的应力分布均匀,避免喉口发生塑性形变,解决了相
关技术中分离器喉口组件结构抗抽拉、抗挤压力学性能差的问题。
18.本发明的喉口,在环形筒身结构的中空钢管间隙设置包括加强肋的结构,实现了在不减少喉口烟气流通截面、不影响烟气流场的基础上对结构进行了补强,杜绝了相关技术中分离器喉口支架变形甚至脱落的情况发生。
19.本发明的喉口,在环形筒身的结构壁面设置使壁面平滑的材料,能够使喉口组件形成一个内、外表面光滑的整体结构,解决了相关技术中因喉口壁面不平整或存在外凸的结构零件而发生局部磨损的问题。
20.本发明适用于包括汽冷分离器、水冷分离器、绝热分离器在内的各类cfb锅炉旋风分离器,能够解决喉口变形、脱落、局部磨损的问题,提高cfb锅炉可靠性。
附图说明
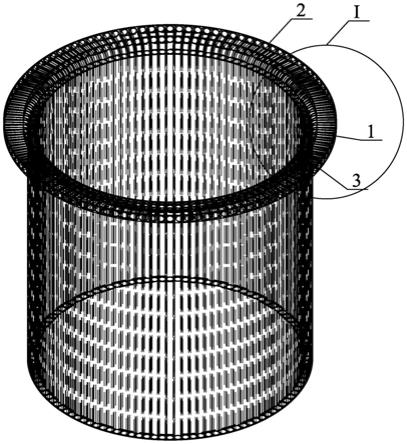
21.图1是本发明的整体结构示意图;
22.图2是本发明中环形筒身1的组装示意图;
23.图3是图1中的i处放大图。
具体实施方式
24.具体实施方式一:结合图1至图3说明本实施方式,本实施方式所述一种cfb锅炉分离器防变形喉口包括环形筒身1、内防护层2和外防护层3,内防护层2固接在环形筒身1的内圆周侧壁上,外防护层3固接在环形筒身1的外圆周侧壁上,环形筒身1包括多个中空钢管4和多个加强肋5,多个中空钢管4呈圆周状并列设置拼接成筒形,相邻两个中空钢管4之间固接有加强肋5。
25.本实施方式中,喉口环形筒身1结构由中空钢管4连接组成,环形筒身1的中空钢管4间隙设置包括加强肋5的结构,环形筒身1的内外侧壁面设置使壁面平滑的内防护层2和外防护层3。所述环形筒身1具备优异的抗抽拉抗变形力学特性,所述加强肋5在不影响烟气流场的条件下对结构进行补强,提高喉口组件整体强度,所述内防护层2和外防护层3能够使喉口组件形成一个内、外表面光滑的整体结构,降低阻力并防止发生磨损。
26.所述相邻两个中空钢管4之间固接的加强肋5的数量为两个,加强肋5分别设置在两个中空钢管4之间的两侧缝隙处。
27.具体实施方式二:结合图1至图3说明本实施方式,本实施方式所述内防护层2和外防护层3均为耐磨耐火材料层。其它组成和连接方式与具体实施方式一相同。
28.具体实施方式三:结合图1至图3说明本实施方式,本实施方式所述内防护层2和外防护层3的表面侧壁平滑。其它组成和连接方式与具体实施方式二相同。
29.具体实施方式四:结合图1至图3说明本实施方式,本实施方式所述内防护层2和外防护层3的材质为不锈钢金属钢板或非金属耐磨耐火材料。其它组成和连接方式与具体实施方式三相同。
30.具体实施方式五:结合图1至图3说明本实施方式,本实施方式当内防护层2和外防护层3为不锈钢金属钢板时,不锈钢金属钢板与环形筒身1焊接固接。其它组成和连接方式与具体实施方式四相同。
31.具体实施方式六:结合图1至图3说明本实施方式,本实施方式当内防护层2和外防
护层3为非金属耐磨耐火材料时,非金属耐磨耐火材料敷设在环形筒身1的侧壁上,且非金属耐磨耐火材料通过烘烤定型固接在环形筒身1上。其它组成和连接方式与具体实施方式四相同。
32.具体实施方式七:结合图1至图3说明本实施方式,本实施方式所述中空钢管4的形状为l形,中空钢管4包括竖直长边和水平短边,中空钢管4的竖直长边设置在下部,中空钢管4的水平短边设置在上部,且水平短边设置在竖直长边的外侧。其它组成和连接方式与具体实施方式一相同。
33.中空钢管4采用l型弯管结构,通过钢管本体结构固定在分离器上,不需要额外设置固定卡块,同时可以杜绝喉口组件脱落事故。
34.具体实施方式八:结合图1至图3说明本实施方式,本实施方式所述加强肋5与中空钢管4之间焊接固接。其它组成和连接方式与具体实施方式一、二、三、四、五、六或七相同。
35.具体实施方式九:结合图1至图3说明本实施方式,本实施方式所述中空钢管4是由耐高温不锈钢空心钢管为材质制作的中空钢。其它组成和连接方式与具体实施方式八相同。
36.具体实施方式十:结合图1至图3说明本实施方式,本实施方式所述加强肋5是由不锈钢圆钢为材质制作的加强肋。其它组成和连接方式与具体实施方式八相同。
37.中空钢管4的连接间隙中设置由通长的不锈钢圆钢制成加强肋5作为补强结构。
38.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
39.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
40.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。