1.本发明涉及一种管理生产线的技术。
背景技术:
2.已知一种管理生产线的技术。例如,在专利文献1中记载了以下一种系统:服务器提供用于控制生产线的服务,在终端处,多个控制应用程序分别使该服务的窗口显示于显示器。在专利文献2中记载了以下一种系统:对于运转中的多个生产用工具的各个生产用工具,使包括对从该生产用工具收集到的数据进行处理得到的结果的窗口显示于位于远地的装置。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平5-210478号公报(1993年8月20日公开)
6.专利文献2:日本特表2014-528861号公报(2014年10月30日公开)
技术实现要素:
7.发明要解决的问题
8.然而,在专利文献1所记载的技术中,用户为了掌握生产系统的状态而需要阅览多个控制应用程序的各窗口。另外,在专利文献2所记载的技术中,用户为了掌握多个生产用工具的状态而需要阅览与多个生产用工具对应的各窗口。像这样,在专利文献1及2所记载的技术中,难以统一地掌握生产线的状态。
9.本发明的一个方式是鉴于上述的问题而完成的,其目的在于实现一种更容易地统一掌握生产线的状态的技术。
10.用于解决问题的方案
11.为了解决上述的课题,本发明的一个方式所涉及的信息处理方法是由一个或多个处理器执行的信息处理方法。该信息处理方法包括第一画面显示步骤和第二画面显示步骤。另外,本发明的一个方式所涉及的信息处理系统包括一个或多个处理器。所述一个或多个处理器执行第一画面显示处理和第二画面显示处理。
12.在第一画面显示步骤(第一画面显示处理)中,所述一个或多个处理器使包括多个微件的第一画面显示于显示器。各微件基于从用于管理生产线的状态的多个应用程序软件中的与该微件相关联的应用程序软件输出的信息而构成。在第二画面显示步骤(第二画面显示处理)中,所述一个或多个处理器当接受到针对所述多个微件中的任意微件的操作时,控制与该微件相关联的应用程序软件,并使第二画面显示于所述显示器。第二画面是该应用程序软件生成的画面。
13.发明的效果
14.根据本发明的一个方式,能够实现一种更容易地统一掌握生产线的状态的技术。
附图说明
15.图1是表示实施方式1所涉及的信息处理系统(服务器)的功能性结构的框图。
16.图2是表示图1所示的服务器的物理性结构的一例的框图。
17.图3是表示通过实施方式1所涉及的信息处理方法显示的画面间的迁移的一例的图。
18.图4是表示实施方式1所涉及的第一画面的具体例的图。
19.图5是表示实施方式1所涉及的第一画面的其它具体例的图。
20.图6是表示在实施方式1中应用程序软件所生成的多个画面间的迁移的一例的图。
21.图7是表示图6所示的应用程序软件生成的第二画面的一例的图。
22.图8是表示图6所示的应用程序软件生成的第二画面的其它一例的图。
23.图9是表示图6所示的应用程序软件生成的第二画面的其它一例的图。
24.图10是表示图6所示的应用程序软件生成的第二画面的其它一例的图。
25.图11是表示在实施方式1中其它应用程序软件生成的多个画面间的迁移的一例的图。
26.图12是表示图11所示的应用程序软件生成的第二画面的一例的图。
27.图13是表示图11所示的应用程序软件生成的第二画面的其它一例的图。
28.图14是表示通过实施方式1的变形例所涉及的信息处理方法显示的画面间的迁移的一例的图。
29.图15是表示实施方式1的变形例中的其它微件的一例的图。
30.图16是表示实施方式1的变形例中的其它微件的其它一例的图。
31.图17是表示实施方式1的变形例中的其它微件的其它一例的图。
32.图18是表示实施方式2所涉及的信息处理系统的功能性结构以及作为其应用对象的多个生产线的具体例的图。
33.图19是表示实施方式2中的第一画面的一例的图。
具体实施方式
34.〔实施方式1〕
35.下面,参照附图来说明本发明的实施方式1。
36.《服务器1的功能性结构的概要》
37.参照图1来说明本实施方式所涉及的信息处理系统的功能性结构。作为一例,本实施方式所涉及的信息处理系统实现为图1所示的服务器1。图1是表示服务器1的功能性结构的框图。
38.服务器1提供利用用于管理生产线l的状态的多个应用程序软件appx(x=1、2、
···
)进行的整合服务。在本实施方式中,生产线l是生产铸件的生产线,设置于生产设施f。作为生产线l的状态的一例,能够举出在生产线l中实施的各工序的状态、在生产线l中使用的各设备的状态、生产线l的生产状况以及生产线l的环境等。但是,本实施方式中的生产线l及其状态不限于上述内容。
39.此外,“应用程序软件”是提供管理生产线l的状态的功能的软件,在服务器1的操作系统上动作。后面,将应用程序软件appx也仅记载为“应用appx”。在后文叙述应用appx的
详情。
40.服务器1执行本实施方式所涉及的信息处理方法作为整合服务。服务器1通过执行该信息处理方法来执行显示第一画面的第一画面显示处理、以及根据针对第一画面的操作来显示第二画面的第二画面显示处理。在此,第一画面和第二画面显示于终端8的显示器。终端8的显示器是本发明的显示器的一例。后面,将显示于终端8的显示器也仅记载为“显示”。在后文叙述服务器1和服务器1执行的信息处理方法的详情。此外,在此,“操作”是指终端8的用户进行的操作。另外,终端8的用户例如为对生产设施f的状态进行管理的管理者。后面,将终端8的用户记载为管理者。但是,并不将本实施方式所涉及的终端8的用户限定为管理者。
41.如图1所示,服务器1包括整合服务提供部101、数据收集部102、数据传送部103以及应用appx。在后文叙述这些功能块的详情。
42.另外,服务器1经由网络n1来与网关7及终端8分别以能够通信的方式连接。网络n1为wan(wide area network:广域网)。管理装置6和网关7设置于生产设施f内。例如,终端8可以为设置于与生产设施f远离的远地的装置,也可以为对生产设施f的状态进行管理的管理者携带的装置。
43.《生产设施f》
44.生产设施f包括生产线l、管理装置6以及网关7。
45.生产线l如图1所示那样包括多个设备mi(i=1、2、
···
)、多个控制器mpi、多个外置的传感器cj(j=1、2、
···
)、以及传感器主装置cp。作为一例,生产线l为铸件的生产线。在该情况下,作为在生产线l中实施的工序的一例,能够举出砂处理工序、造型工序、芯子设定工序、浇注工序、冷却/搬送工序、以及后处理工序。另外,生产线l包括砂处理设备m1、造型设备m2、芯子设备m3、浇注设备m4、搬送设备m5、以及后处理设备m6。砂处理设备m1实施对型砂进行处理的砂处理工序。造型设备m2实施造型出铸模的造型工序。芯子设备m3实施在铸模中设定芯子的芯子设定工序。浇注设备m4实施向铸模浇注熔液的浇注工序。冷却/搬送设备m5实施冷却或搬送铸模的搬送工序。后处理设备m6实施从铸模取出铸件后的后处理工序。
46.各设备mi内置控制器mpi。各控制器mpi控制设备mi。作为一例,控制器mpi为按照用于控制设备mi的各部的程序动作的plc(programmable logic controller:可编程逻辑控制器)控制器。各控制器mpi获取表示设备mi的状态的信息。作为控制器mpi能够获取的信息的一例,具有设备mi的电源状态、待机状态、表示进行了对规定部件的检查处理的次数的信息、规定部件的工作时间、规定部件的更换日期时间、规定作业所需的处理时间、以及由内置的传感器测量出的信息等,但不限于此。
47.另外,各控制器mpi经由网络n2来与后述的管理装置6及网关7连接。网络n2为铺设于生产设施f的lan(local area network:局域网)。网络n2由有线lan、无线lan、或者它们的组合构成。各控制器mpi将表示设备mi的状态的信息发送至管理装置6或网关7。各控制器mpi可以将这些信息定期地发送至管理装置6或网关7,也可以根据来自管理装置6或网关7的请求来发送这些信息。像这样,作为将表示各设备mi的状态的信息传递至服务器1的路径,具有以下的(i)(ii)。(i)为从各控制器mpi经由网关7发送至服务器1的路径。(ii)为从各控制器mpi依次经由管理装置6、网关7发送至服务器1的路径。在为(ii)的情况下,当在管
理装置6中将表示各设备mi的状态的信息加工为与对象物有关的信息后,将加工后的信息经由网关7发送至服务器1。
48.多个传感器cj包括附设于多个设备mi中的至少任意设备mi的传感器cj、以及不附设于任何设备mi的传感器cj。在此,附设是指后安装设置于设备mi以测量设备mi的状态。附设于任意设备mi的传感器cj的设置场所本身可以为设备mi的内部,也可以为设备mi的外部。另外,一个设备mi所附设的传感器cj的个数不限于一个,可以为多个。另外,在多个设备mi中也可以存在未附设传感器cj的设备mi。未附设于任何设备mi的传感器cj的设置场所为设备mi的外部。在图1的例子中,在设备m1附设传感器c1、c2。在设备m2附设传感器c3。在设备m3附设传感器c4。传感器c5未附设于任何设备mi。
49.附设于任意设备mi的各传感器cj获取表示设备mi的状态的信息。作为能够从附设于任意设备mi的传感器cj获取的信息的一例,能够举出表示设备mi的振动的信息、表示设备mi内的2室(例如集尘器内的清洁室与灰尘室)之间的差压的信息、用于对设备mi的部件进行旋转驱动的马达电流值、表示设备mi的工作油的污染的信息、向设备mi注入的液温等,但不限于此。另外,作为一例,附设于任意设备mi的传感器cj为振动传感器、ct(current transformer:电流互感器)传感器、压力计、油中劣化传感器、非接触温度传感器等,但不限于此。
50.未附设于任何设备mi的各传感器cj获取表示一个或多个设备mi周边的状态的信息。作为能够从未附设于任何设备mi的传感器cj获取的信息的一例,能够举出温度、湿度等,但不限于此。另外,作为一例,未附设于设备mi的传感器cj为探测周边的气氛的传感器(例如温度传感器、湿度传感器等),但不限于此。
51.另外,各传感器cj与传感器主装置cp以能够通信的方式连接。作为一例,各传感器cj与传感器主装置cp之间经由无线传感器网络连接。无线传感器网络例如通过红外线、蓝牙(bluetooth)(注册商标)等近距离无线通信来构建。另外,在传感器主装置cp与传感器cj之间,按照规定的协议来发送接收信息。换言之,如果是具有与传感器主装置cp对应的无线传感器网络连接的通信接口且按照传感器主装置cp对应的协议发送接收信息的传感器cj,则能够通过后安装容易地进行增设来作为附设于任意设备mi的传感器cj。
52.传感器cj可以为周期性地测量信息并发送至传感器主装置cp的类型。另外,传感器cj也可以为在测量到满足规定条件的信息的情况下将该信息发送至传感器主装置cp的类型。另外,传感器cj还可以为根据来自传感器主装置cp的请求将测量到的信息发送至传感器主装置cp的类型。
53.传感器主装置cp接收由各传感器cj测量出的、表示设备mi的状态或周边的状态的信息。此外,传感器主装置cp从传感器cj接收信息的定时为与上述的传感器cj的类型相应的定时。传感器主装置cp将从各传感器cj接收到的信息与该传感器cj的识别信息相关联地存储于传感器主装置cp的存储器(未图示)。
54.另外,传感器主装置cp经由网络n2来与网关7连接。传感器主装置cp将传感器cj测量出的信息发送至网关7。传感器主装置cp可以将这些信息定期性地发送至管理装置6或网关7,也可以根据来自网关7的请求发送这些信息。像这样,由各传感器cj测量出的表示设备mi的状态或周边的状态的信息依次经由传感器主装置cp、网关7被发送至服务器1。
55.此外,在本实施方式中,生产线l具有一个传感器主装置cp,但也可以包括与传感
器主装置cp同样地构成的多个传感器主装置。在该情况下,各传感器cj与多个传感器主装置中的任意传感器主装置连接。另外,可以为,多个传感器主装置中的至少一个传感器主装置同与其它至少一个传感器主装置不同的无线传感器网络连接。另外,也可以为,多个传感器主装置中的至少一个传感器主装置使用与其它至少一个传感器主装置不同的协议来与各传感器cj进行通信。
56.管理装置6为管理在生产线l中实施的各工序的状况的装置。管理装置6从各控制器mpi获取与各设备mi的状态有关的信息,并基于获取到的信息来生成与各设备mi作为处理的对象的对象物有关的信息。对象物例如为砂处理设备m1作为处理的对象的型砂。另外,对象物例如为造型设备m2作为对象的铸模。另外,对象物例如为浇注设备m4作为处理的对象的熔液。但是,对象物不限定于上述的例子。与对象物有关的信息例如包括表示对象物的品质的信息、以及表示对象物的生产状况的信息。另外,管理装置6生成包括与对象物有关的信息的管理画面。另外,管理装置6使生成的管理画面显示于设置在生产设施f内的显示器(未图示)。此外,用于显示管理装置6生成的管理画面的显示器可以与管理装置6连接,也可以与生产设施f内的lan即网络n2连接。
57.另外,管理装置6经由网络n1来与终端8以能够通信的方式连接。管理装置6根据来自终端8的请求来发送上述的管理画面,使得显示于终端8。
58.另外,期望的是,管理装置6在生产线l的运转过程中实时地收集表示设备mi的状态的信息。例如通过规定间隔或与信息的检测相应的动作来实现实时的收集。例如,可以为,管理装置6通过以规定间隔向控制器mpi请求信息来接收该信息。另外,也可以构成为控制器mpi以规定间隔向外部发送检测到的信息。管理装置6实时地收集表示设备mi的状态的信息,并根据收集到的信息来更新管理画面。
59.另外,管理装置6将基于从各控制器mpi获取到的信息生成的与对象物有关的信息的一部分或全部经由网关7发送至服务器1。例如,管理装置6将该信息定期地发送至网关7,网关7将从管理装置6接收到的信息发送至服务器1。
60.网关7为将从管理装置6、各控制器mpi以及传感器主装置cp收集到的信息发送至服务器1的装置。期望的是,网关7在生产线l的运转过程中实时地进行这些信息的收集和发送。
61.对网关7实时地收集这些信息进行说明。例如以规定间隔执行实时的收集。例如,网关7可以通过以规定间隔向管理装置6请求信息来接收与对象物有关的信息。另外,网关7可以通过以规定间隔向控制器mpi请求信息来接收表示设备mi的状态的信息。另外,网关7可以通过以规定间隔向传感器主装置cp请求信息来接收表示设备mi的状态或周边的状态的信息。此外,可以根据管理装置6、各控制器mpi以及传感器主装置cp分别决定网关7收集信息的规定间隔。
62.对网关7将收集到的信息实时地发送至服务器1进行说明。例如通过规定间隔或者与信息的接收相应的动作来实现这样的实时的发送。例如,可以是,网关7将从管理装置6、控制器mpi以及传感器主装置cp接收到的信息蓄积于存储器(未图示),并将蓄积的信息以规定间隔发送至服务器1。另外,还可以是,网关7每当从管理装置6、控制器mpi或传感器主装置cp接收到信息时将该信息发送至服务器1。像这样,网关7实时地收集表示设备mi的状态或周边的状态的信息,并且将收集到的信息实时地发送至服务器1。此外,在网关7以规定
间隔发送信息的情况下,可以决定与管理装置6、各控制器mpi以及传感器主装置cp分别相应的长度来作为该规定间隔。另外,网关7发送从各装置收集到的信息的规定间隔可以不必为与从该装置收集信息的间隔相同的长度。
63.《服务器1的物理性结构例》
64.参照图2来说明服务器1的物理性结构例。图2是表示服务器1的物理性结构的一例的框图。如图2所示,服务器1具备处理器11、一次存储器12、二次存储器13、输入输出接口14以及通信接口15。处理器11、一次存储器12、二次存储器13、输入输出接口14以及通信接口15经由总线彼此连接。
65.在二次存储器13中保存有程序p0、p1、p2、
···
。程序p0为用于使处理器11执行本实施方式所涉及的信息处理方法的程序。程序px(x=1、2、
···
)为由处理器11执行以实现应用appx的功能的程序。处理器11按照程序p0中包括的命令来执行本实施方式所涉及的信息处理方法中包括的各步骤。另外,处理器11通过执行程序px中包括的命令来实现应用appx的功能。
66.作为能够用作处理器11的器件,例如能够举出cpu(central processing unit:中央处理单元)、gpu(graphic processing unit:图形处理单元)、或者它们的组合。
67.另外,作为能够用作一次存储器12的器件,例如能够举出半导体ram(random access memory:随机存取存储器)。另外,作为能够用作二次存储器13的器件,例如能够举出闪存、hdd(hard disk drive:硬盘驱动器)、ssd(solid state drive:固态驱动器)、或者它们的组合。
68.输入输出接口14与输入设备和/或输出设备连接。作为输入输出接口14,例如能够举出usb(universal serial bus:通用串行总线)等接口。
69.通信接口15经由网络n1来与其它计算机有线连接或者无线连接。在此,作为其它计算机,至少连接管理装置6、网关7以及终端8。作为通信接口15,例如能够举出以太网(注册商标)、wi-fi(注册商标)等接口。
70.此外,在本实施方式中,服务器1采用使用单一的处理器(处理器11)来执行本实施方式所涉及的信息处理方法的结构,但本发明不限定于此。即,也可以采用使用多个处理器来执行该信息处理方法的结构。
71.《服务器1的功能性结构的详情》
72.应用appx通过由处理器11按照程序px进行动作来实现管理生产线l的状态的功能。具体地说,应用appx经由后述的数据收集部102来从生产线l获取信息,并基于获取到的信息来生成包括表示生产线l的状态的信息的第二画面。后面,将第二画面也记载为“应用画面”。
73.另外,应用appx使生成的应用画面显示于终端8的显示器。应用画面例如显示于终端8的显示画面中包括的窗口(应用程序区域)。由此,应用appx向终端8提供远程确认生产线l的状态的功能。
74.另外,应用appx向后述的数据传送部103输出应用画面中包括的信息。事先决定从应用appx向数据传送部103输出的输出信息的结构。例如,该输出信息包括从生产线l获取到的信息本身。另外,该输出信息包括对来自生产线l的信息进行加工得到的信息(例如统计值、曲线图等)。
75.在本实施方式中,应用app1为品质管理应用程序,用于管理在生产线l中实施的各工序中的对象物的品质。各工序中的对象物为与各工序对应的设备mi作为处理的对象的对象物。具体地说,应用app1经由后述的数据收集部102获取管理装置6生成的与对象物有关的信息。与对象物有关的信息包括表示对象物的品质的信息、以及表示对象物的生产状况的信息。应用app1使用与对象物有关的信息来生成与各工序中的对象物的品质有关的应用画面。此外,本实施方式还能够变形为应用管理装置6生成的品质管理画面来代替应用app1生成的应用画面。在后文叙述像这样变形得到的方式的详情。
76.另外,应用app2为设备工作应用程序,用于监视各设备mi的运转状况。例如,应用app2经由后述的数据收集部102来获取网关7收集到的信息,并使用获取到的信息来生成表示各设备mi的运转状况的应用画面。
77.应用app3、4、
···
例如包括用于对各设备mi进行保全管理的保全应用程序、用于对生产线l的安全性和环境进行管理的安全环境应用程序、以及用于对生产线l的生产率进行管理的生产率应用程序中的一部分或全部。但是,应用appx不限于上述的应用程序。
78.整合服务提供部101为通过由处理器11按照程序p0动作来执行本实施方式所涉及的信息处理方法的功能块。整合服务提供部101通过执行该信息处理方法来显示第一画面和第二画面。在后文叙述该信息处理方法的详情。
79.数据收集部102为经由网络n1来收集表示生产线l中包括的各设备mi的状态或周边的状态的信息的功能块。具体地说,数据收集部102经由网络n1来接收从网关7发送的信息。期望的是,在生产线l的运转过程中实时地执行信息的接收。数据收集部102通过公知的iot(internet of things:物联网)平台来实现。这样的iot平台例如包括经由网络从iot设备收集信息并利用收集到的信息的软件模块组。换言之,数据收集部102通过由处理器11执行iot平台中包括的软件模块组中的一部分或全部来实现。
80.数据传送部103为在整合服务提供部101与应用appx之间进行信息的发送接收的功能块。数据传送部103通过由处理器11执行与数据收集部102同样的iot平台中包括的软件模块组的一部分或全部来实现。
81.《本实施方式所涉及的信息处理方法》
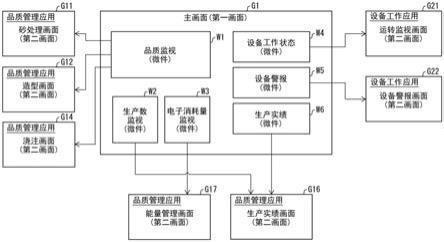
82.本实施方式所涉及的信息处理方法包括第一画面显示步骤和第二画面显示步骤。参照图3~图13来说明该信息处理方法的详情。图3是表示通过该信息处理方法显示的画面间的迁移的一例的图。图4、图5是表示第一画面的具体例的图。图6、图11是表示应用app1、app2生成的多个画面间的迁移的一例的图。图7~图10、图11~图13是表示应用app1、app2生成的应用画面的具体例的图。
83.在第一画面显示步骤中,整合服务提供部101显示包括多个微件的第一画面。各微件基于从多个应用appx中的与该微件相关联的应用appx输出的信息而构成。在此,存在与多个微件分别相关联的应用appx全部相同的情况狂。另外,存在与多个微件中的至少两个微件分别相关联的应用appx互不相同的情况。后面,将第一画面也记载为“主画面”。
84.在此,微件是画面的结构部件,按照用于统一地掌握生产线l的状态的每个目的而构成。例如,各微件可以包括将从应用appx输出的信息进行概括得到的信息,也可以包括对从应用appx输出的信息进行加工得到的信息,还可以直接包括从应用appx输出的信息。
85.在此,根据管理者的目的来事先设计使主画面包括的多个微件。另外,在运用开始
后也能够根据管理者的目的来变更主画面中包括的多个微件。例如,能够变更多个微件中的一部分或全部微件显示的信息。另外,能够变更主画面中包括的多个微件的布局。另外,能够进行在主画面中追加新的微件的变更。另外,能够进行删除主画面中包括的多个微件中的任意微件的变更。下面,参照图3~图5来说明主画面中包括的多个微件。如图3~图5所示,主画面g1包括微件w1~w6。
86.如图3~图5所示,微件w1提供监视生产线l的各工序中的对象物的品质的功能。微件w1与应用app1相关联。微件w1包括信息d11~d13。信息d11表示砂处理工序中的对象物(型砂)的良品率。信息d12表示造型工序中的对象物(铸模)的良品率。信息d13表示浇注工序中的对象物(熔液)的良品率。这些信息d11~d13是对从应用app1(品质管理应用程序)输出的信息进行加工得到的。
87.具体地说,应用app1将表示各工序中的对象物是否为良品的信息经由数据传送部103输出至整合服务提供部101。整合服务提供部101基于输出来的信息计算每单位期间的良品率,由此生成信息d11~d13。在此,图4~图5所示的微件w1示出砂处理工序中的良品率为98.54%,造型工序中的良品率为95.22%,浇注工序中的良品率为99.05%。
88.另外,应用app1将表示在各工序中是否发生了异常的信息经由数据传送部103输出至整合服务提供部101。整合服务提供部101基于输出来的信息,使信息d11~d13中的发生了异常的工序的信息为“表示异常的显示方式”,使除此以外的信息为“表示正常的显示方式”。例如,在图4~图5的例子中,用斜线图案表现表示异常的显示方式,用点图案表现表示正常的显示方式。在此,图4所示的微件w1示出各工序正常,图5所示的微件w1示出在砂处理工序中发生了异常,造型工序和浇注工序正常。
89.如图3~图5所示,微件w2提供监视在生产线l中鋳造的铸件的生产数的功能。微件w2与应用app1相关联。微件w2包括信息d21、d22。信息d21表示生产线l中的每单位期间(例如1天)的铸件的生产计划数。信息d22表示该单位期间的铸件的生产完成数。信息d21、d22为从应用app1输出的信息。
90.具体地说,应用app1将生产线l中的每单位期间的生产计划数和生产完成数经由数据传送部103输出至整合服务提供部101。整合服务提供部101直接使用从应用app1输出来的信息来作为信息d21~d22。图4~图5所示的微件w2示出生产计划数为240,生产完成数为171。
91.如图3~图5所示,微件w3提供监视生产线l的电力消耗量的功能。微件w3包括信息d31、d32。信息d31表示生产线l的当前的电力消耗量。信息d32表示与当前的电力消耗量对应的二氧化碳排出量。信息d31、d32基于从数据收集部102输出来的信息。
92.具体地说,整合服务提供部101直接使用从数据收集部102输出来的电力消耗量来作为信息d31。另外,整合服务提供部101参照从数据收集部102输出来的电力消耗量来计算二氧化碳排出量,并生成信息d32。在此,图4~图5所示的微件w3示出电力消耗量为964kwh(千瓦/时),二氧化碳排出量为499t(吨)。
93.此外,如上述的那样,微件w3基于从数据收集部102输出来的信息构成,并不基于从任意应用appx输出来的信息构成。像这样,主画面g1可以包括不是基于从任意应用appx输出来的信息构成的微件w3。
94.如图3~图5所示,微件w4提供监视设备mi的运转状况的功能。微件w4与应用app2
相关联。微件w4包括信息d41~d47。信息d41~d47表示各工序中的设备的工作状况是否存在异常。信息d41~d47是对从应用app2(设备工作应用程序)输出来的信息进行加工得到的。
95.具体地说,应用app2将表示各设备mi的工作状況的信息经由数据传送部103输出至整合服务提供部101。在该例子中,工作状况用“运转”、“异常”、“待机”、“停止”这四个阶段表示。整合服务提供部101基于输出来的信息确定出工作状况为“异常”的设备mi。另外,整合服务提供部101使信息d41~d47中的与包括确定出的设备mi的工序对应的信息为“表示异常的显示方式”,使除此以外的信息为“表示正常的显示方式”。例如,在图4~图5的例子中,用斜线图案表现表示异常的显示方式,用点图案表现表示正常的显示方式。在此,图4所示的微件w4示出各工序的设备mi正常,图5所示的微件w4示出砂处理工序的设备mi发生了异常,其它各工序的设备mi正常。
96.如图3~图5所示,微件w5提供管理生产线l中的设备警报的发生状况的功能。微件w5与应用app2相关联。在此,设备警报是通知设备mi中的异常的发生的信息,包括表示紧急度的信息。在该例中,按照从高至低的顺序用“紧急”、“异常”、“注意”这三个阶段来表示紧急度。微件w5包括信息d51。信息d51表示生产线l中的设备警报的发生历史记录。信息d51是从应用app2输出的信息。
97.具体地说,应用app2将表示设备警报的历史记录的信息经由数据传送部103输出至整合服务提供部101。整合服务提供部101直接使用输出来的信息来作为信息d51。在此,图4~图5所示的微件w5例如示出砂处理设备在5月1日的15:32发生的紧急度为“紧急”的设备警报已在5月1日的15:35恢复。
98.如图3~图5所示,微件w6提供管理生产线l中的生产实绩的功能。微件w6与应用app1相关联。微件w6包括信息d61。信息d61表示相对于造型框数的生产预定时间,信息d62表示相对于造型框数的生产实绩时间。信息d61、d62为从应用app1输出的信息。
99.具体地说,应用app1将生产线l的生产预定时间和生产实绩时间经由数据传送部103输出至整合服务提供部101。整合服务提供部101直接使用输出来的信息来作为信息d61、d62。
100.像这样,微件w1、w2及w6与同一应用app1(品质管理应用程序)相关联。另外,微件w4及w5与同一应用app2(设备工作应用程序)相关联。
101.在第二画面显示步骤中,整合服务提供部101当接受到针对多个微件中的任意微件的操作时,确定出与该微件相关联的应用appx。另外,整合服务提供部101控制确定出的应用appx,并使得该应用appx生成的应用画面显示。此外,第二画面显示步骤还能够变形为显示管理装置6提供的品质管理画面来代替应用app1生成的应用画面。在后文叙述像这样变形得到的方式的详情。
102.在图3~图5的例子中,微件w1与应用app1相关联。在此,当接受到针对微件w1的操作时,整合服务提供部101控制应用app1,并使得应用app1的应用画面g11、g12、g14中的任意应用画面显示。例如,信息d11关联应用画面g11来作为迁移目的地。另外,信息d12关联应用画面g12来作为迁移目的地。另外,信息d13关联应用画面g14来作为迁移目的地。整合服务提供部101当接受到针对信息d11(砂处理工序中的良品率)的操作时,控制应用app1,并使得应用画面g11(砂处理画面)显示。另外,整合服务提供部101当接受到针对信息d12(造
型工序的良品率)的操作时,控制应用app1,并使得应用画面g12(造型画面)显示。另外,整合服务提供部101当接受到针对信息d13(浇注工序的良品率)的操作时,控制应用app1,并使得应用画面g14(浇注画面)显示。由此,主画面g1迁移为应用画面g11、g12、g14中的任意应用画面。
103.另外,在图3~图5的例子中,微件w2与应用app1相关联。另外,微件w2关联应用app1的应用画面g16来作为迁移目的地。因此,当接受到针对微件w2的操作时,整合服务提供部101控制应用app1,并使得应用app1的应用画面g16(生产实绩画面)显示。由此,主画面g1迁移为应用画面g16。
104.另外,在图3~图5的例子中,微件w3不是基于从任意应用appx输出来的信息而是基于从数据收集部102输出来的信息而构成的。但是,对于这样的微件w3,也关联应用app1的应用画面g17(能量管理画面)来作为与操作对应的迁移目的地。当接受到针对微件w3的操作时,整合服务提供部101控制应用app1,并使得应用画面g17显示。由此,主画面g1迁移为应用画面g17。
105.另外,在图3~图5的例子中,微件w4与应用app2相关联。另外,微件w4关联应用app2的应用画面g21来作为迁移目的地。因此,当接受到针对微件w4的操作时,整合服务提供部101控制应用app2,并使得应用画面g21(运转监视画面)显示。由此,主画面g1迁移为应用画面g21。
106.另外,在图3~图5的例子中,微件w5与应用app2相关联。另外,微件w5关联应用app2的应用画面g22来作为迁移目的地。因此,当接受到针对微件w5的操作时,整合服务提供部101控制应用app2,并使得应用画面g22(设备警报画面)显示。由此,主画面g1迁移为应用画面g22。
107.另外,在图3~图5的例子中,微件w6与应用app1相关联。另外,微件w6关联应用app1的应用画面g16来作为迁移目的地。因此,当接受到针对微件w6的操作时,整合服务提供部101控制应用app1,并使得应用画面g16(生产实绩画面)显示。由此,主画面g1迁移为应用画面g16。
108.此外,与微件w1~w6相关联的作为迁移目的地的应用appx的应用画面为与从该应用appx输出以构成该微件的信息相关联的应用画面。
109.另外,与微件w1~w6相关联的作为迁移目的地的应用画面为在与该微件相关联的应用appx中能够从第三画面迁移的应用画面。第三画面是应用appx生成的多个应用画面之一,是能够从该第三画面迁移为至少一个其它应用画面的画面。例如,第三画面可以为应用appx的首页画面。后面,将第三画面也记载为首页画面,但并不用于限定第三画面。首页画面包括用于向其它应用画面迁移的ui(用户接口)对象。后面,将能够从首页画面迁移的应用画面也记载为下级的应用画面。此外,下级的应用画面不一定限于从首页画面直接迁移的应用画面,还可以为从首页画面经由一个或多个其它应用画面进行迁移的另一其它应用画面。参照图6~图13来说明从首页画面向下级的应用画面的迁移。
110.图6是表示应用app1生成的多个画面间的迁移的一例的图。如图6所示,应用app1(品质管理应用程序)生成首页画面g10和下级的应用画面g11~g17。首页画面g10包括用于向下级的应用画面g11~g17迁移的菜单项目。应用app1当在首页画面g10中接受到针对各菜单项目的操作时,使得对应的下级的应用画面g11~g17中的任意应用画面显示。
111.图7是表示下级的应用画面g11(砂处理画面)的一例的图。如图7所示,应用画面g11包括分别表示cb(紧实度)、水分、砂温以及压缩强度的时间序列变化的四个曲线图以及这四个参数的最近的单位期间的平均值。cb、水分、砂温以及压缩强度是表示砂处理工序的状态的信息的一例。
112.图8是表示下级的应用画面g12(造型画面)的一例的图。如图8所示,应用画面g12包括分别表示脱模剂喷雾量、压实压力(日语:
スクイーズ
圧)、以及压缩率的时间序列变化的三个曲线图以及这三个参数的最近的单位期间的平均值。脱模剂喷雾量、压实压力、以及压缩率是表示造型工序的状态的信息的一例。
113.图9是表示下级的应用画面g14(浇注画面)的一例的图。如图9所示,应用画面g14包括分别表示浇注温度、浇注重量以及衰退时间(日语:
フェーディング
時間)的时间序列变化的三个曲线图、以及这三个参数的最近的单位期间的平均值。浇注温度、浇注重量、以及衰退时间是表示浇注工序的状态的信息的一例。
114.图10是表示下级的应用画面g16(生产实绩画面)的一例的图。如图10所示,应用画面g16包括表示生产预定时间和生产实绩时间的曲线图、结束预定时刻以及生产实绩表。这些信息是表示生产线l的生产状况的信息的一例。
115.如前述的那样,整合服务提供部101根据针对主画面g1中包括的微件w1、w2、w3、w6的操作来控制应用app1,并使得下级的应用画面g11、g12、g14、g16、g17中的任意应用画面显示。由此,管理者不用经由应用app1的首页画面g10,就能够从主画面g1直接迁移为下级的应用画面g11、g12、g14、g16、g17,来阅览这些应用画面。
116.图11是表示应用app2生成的多个画面间的迁移的一例的图。如图11所示,应用app2(设备工作应用程序)生成首页画面g20和下级的应用画面g21~g22。首页画面g20包括用于向下级的应用画面g21~g22迁移的菜单项目。应用app2当在首页画面g20中接受到针对各菜单项目的操作时,使得对应的下级的应用画面g21~g22中的任意应用画面显示。
117.图12是表示下级的应用画面g21(运转监视画面)的一例的图。如图12所示,应用画面g21包括对于特定的设备mi表示每个单位期间(在此为一日)的工作状况的曲线图。各条形图表示在该单位期间中工作状况为“运转”、“异常”、“待机”、“停止”的时间长度。另外,应用app2针对多个设备mi的各个设备mi生成该应用画面g21。应用画面g21包括设备选择按钮g21a。应用app2针对根据对该按钮21a的操作选择出的设备mi来生成对应的应用画面g21。表示这样的工作状况的信息是表示设备mi的状态的信息的一例。
118.图13是表示下级的应用画面g22(设备警报画面)的一例的图。如图13所示,应用画面g22包括生产线l的设备警报的发生历史记录。各设备警报包括分别表示发生日期时间、恢复日期时间、紧急度、异常的内容、应对状况的信息。这样的设备警报是表示设备mi的状态的信息的一例。
119.如前述的那样,整合服务提供部101根据针对主画面g1中包括的微件w4、w5的操作来控制应用app2,并使得下级的应用画面g21、g22中的任意应用画面显示。由此,管理者不用经由应用app2的首页画面g20就能够从主画面g1直接迁移为下级的应用画面g21、g22,来阅览这些应用画面。
120.《本实施方式的效果》
121.本实施方式所涉及的服务器1和信息处理方法显示包括多个微件的主画面。各微
件基于从用于管理生产线l的状态的多个应用appx中的与该微件相关联的应用appx输出的信息而构成。因此,管理者不用分别启动多个应用appx就能够统一地掌握生产线l的状态。
122.具体地说,用户不用单独地阅览用于管理生产线l的多个应用appx就能够统一地掌握生产线l的状态。另外,用户在想要确认通过主画面掌握到的信息的详情的情况下,不用另外启动相关联的应用appx就能够阅览该应用appx生成的应用画面。
123.另外,通过使至少两个微件与同一应用appx相关联,用户能够通过上述的至少两个微件来统一地掌握关于生产线l的状态从同一应用appx得到的多个信息。
124.另外,本实施方式所涉及的服务器1和信息处理方法根据针对这样的各微件的操作来显示与该微件相关联的应用appx的下级的应用画面。由此,管理者在想要确认通过主画面掌握到的信息的详情的情况下,不用另外启动相关联的应用appx,另外也不用经由该应用appx的首页画面,就能够阅览该appx的下级的应用画面。其结果,管理者的便利性提高。
125.另外,本实施方式所涉及的服务器1和信息处理方法能够事先设计或者在运用后变更主画面中包括的多个微件。由此,能够向管理者提供按照管理者的目的的主画面。
126.〔变形例1〕
127.本实施方式根据针对主画面的操作显示对应的应用画面。本变形例根据针对主画面的操作显示其它微件,并根据针对其它微件的操作来显示对应的应用画面。本变形例通过将上述的实施方式的第二画面显示步骤以如下方式进行变形来实现。
128.在第二画面显示步骤中,整合服务提供部101当接受到针对主画面中包括的多个微件中的任意微件的操作时,显示其它微件。其它微件基于从与接受到操作的微件相关联的应用appx输出的信息而构成。另外,整合服务提供部101当接受到针对其它微件的操作时,控制该应用appx,并使得应用画面显示。例如,上述的“其它微件”构成为包括比在主画面中接受到操作的微件更详细的信息。后面,将其它微件也记载为详细的微件。
129.参照图14来说明本变形例的具体例。图14是表示通过本变形例所涉及的信息处理方法显示的画面间的迁移的一例的图。此外,关于第一画面显示步骤,与参照图3说明的第一画面显示步骤同样,因此不重复详细的说明。
130.在图14的例子中,微件w1与应用app1相关联。因此,当接受到针对微件w1的操作时,整合服务提供部101基于从应用app1输出的信息来使得详细的微件w11、w12、w13中的任意微件显示。对于详细的微件w11、w12、w13中的任意微件,可以从主画面g1切换显示该任意微件,也可以将该任意微件叠加显示于主画面g1上。
131.图15是表示详细的微件w11的一例的图。整合服务提供部101根据针对微件w1中包括的信息d1(砂处理工序的良品率)的操作来显示详细的微件w11。在该例中,假定在微件w1中信息d1被以“表示异常的显示方式”显示的情况。如图15所示,详细的微件w11包括信息d111~d116。信息d111~d116表示砂处理工序中包括的详细的各工序是否正常。
132.例如,应用app1将表示在砂处理工序中包括的详细的各工序中是否发生了异常的信息经由数据传送部103输出至整合服务提供部101。整合服务提供部101基于从应用app1输出来的信息,使信息d111~d116中的与发生了异常的工序对应的信息为“表示异常的显示方式”,并使除此以外的信息为“表示正常的显示方式”。例如,在图15的例子中,用斜线图案来表现表示异常的显示方式,用点图案来表现表示正常的显示方式。在此,图15所示的详
细的微件w11示出砂处理工序中的混合搅拌工序(日语:混練工程)发生了异常,其它工序正常。
133.当接受到针对详细的微件w11的操作时,整合服务提供部101控制与微件w1相关联的应用app1,并使得该应用app1生成的应用画面g11显示。
134.图16是表示详细的微件w12的一例的图。整合服务提供部101根据针对微件w1中包括的信息d2(造型工序的良品率)的操作来显示详细的微件w12。在该例中,假定在微件w1中信息d2被以“表示异常的显示方式”显示的情况。如图16所示,详细的微件w12包括信息d121~d123。信息d121~d123表示造型工序中包括的详细的各工序是否正常。
135.例如,应用app1将表示在造型工序中包括的详细的各工序中是否发生了异常的信息经由数据传送部103输出至整合服务提供部101。整合服务提供部101基于从应用app1输出来的信息,使信息d121~d123中的与发生了异常的工序对应的信息为“表示异常的显示方式”,并使除此以外的信息为“表示正常的显示方式”。例如,在图16的例子中,用斜线图案来表现表示异常的显示方式,用点图案来表现表示正常的显示方式。在此,示出造型工序中的压缩工序发生了异常,其它工序正常。
136.当接受到针对详细的微件w12的操作时,整合服务提供部101控制与微件w1相关联的应用app1,并使得该应用app1生成的应用画面g12显示。
137.图17是表示详细的微件w13的一例的图。整合服务提供部101根据针对微件w1中包括的信息d3(浇注工序的良品率)的操作来显示详细的微件w13。在该例中,假定在微件w1中信息d3被以“表示异常的显示方式”显示的情况。如图17所示,详细的微件w13包括信息d131~d134。信息d131~d134表示浇注工序中包括的详细的各工序是否正常。
138.例如,应用app1将表示在浇注工序中包括的详细的各工序中是否发生了异常的信息经由数据传送部103输出至整合服务提供部101。整合服务提供部101基于从应用app1输出来的信息,使信息d131~d134中的与发生了异常的工序对应的信息为“表示异常的显示方式”,并使除此以外的信息为“表示正常的显示方式”。例如,在图17的例子中,用斜线图案来表现表示异常的显示方式,用点图案来表现表示正常的显示方式。在此,示出浇注工序中的熔融物质温度检查工序发生了异常,其它工序正常。
139.当接受到针对详细的微件w13的操作时,整合服务提供部101控制与微件w13相关联的应用app1,并使得该应用app1生成的应用画面g14显示。
140.《本变形例的效果》
141.通过本变形例所涉及的服务器1和信息处理方法,管理者在想要确认通过主画面掌握到的信息的详情的情况下,即使不必阅览相关联的应用appx的应用画面,也能够在显示该应用画面前阅览详细的微件。其结果,管理者即使不启动应用appx也能够掌握某种程度上的详细的信息,并且能够根据需要阅览应用appx的应用画面,使得便利性提高。
142.〔变形例2〕
143.本变形例在第二画面显示步骤中显示管理装置6生成的品质管理画面来代替应用app1生成的应用画面。
144.在此,图3所示的微件w1、w2、w3及w6与表示显示管理装置6生成的品质管理画面的任意品质管理画面的信息相关联来代替与应用app1相关联。另外,图14所示的微件w11、w12、w13、w2、w3及w6与表示管理装置6生成的品质管理画面的任意品质管理画面的信息相
关联来代替与应用app1相关联。具体地说,表示品质管理画面的任意品质管理画面的信息为该品质管理画面的访问信息(例如url:universal resource locator(统一资源定位符)等)。在该情况下,服务器1的整合服务提供部101当接受到针对该各微件的操作时,向终端8发送与该微件相关联的访问信息。另外,终端8经由网络n1来访问接收到的访问信息表示的品质管理画面。由此,管理者能够从服务器1提供的第一画面或详细的微件迁移来阅览管理装置6生成的品质管理画面。
145.《本变形例的效果》
146.在本变形例中,用户在想要确认通过第一画面掌握到的信息的详情的情况下,不经由相关联的应用appx的首页画面(第三画面的一例)就能够阅览应用画面。具体地说,用户通过对第一画面进行操作,不经由管理装置6提供的首页画面(第三画面的一例)就能够阅览管理装置6提供的下级的应用画面来掌握详细的内容。因此,用户的便利性提高。
147.〔实施方式2〕
148.接着,参照图18~图19来说明本发明的实施方式2所涉及的服务器1a。服务器1a提供用于统一地掌握多个生产线中的一部分或全部生产线的状态的整合服务。另外,在本实施方式中,各生产线由具有层级关系的多个管理组进行管理。
149.《本实施方式的应用对象》
150.图18是表示服务器1a的功能性结构、以及作为其应用对象的多个生产线的具体例的图。如图18所示,多个生产线a~c分散地设置于多个生产设施x1~x2。生产设施x1、x2可以存在于不同的据点,也可以存在于同一据点的不同的建筑物或不同的楼层等。
151.生产设施x1包括管理装置6-1、网关7-1、生产线a以及生产线b。生产设施x2包括管理装置6-2、网关7-2以及生产线c。管理装置6-1、6-2的结构与实施方式1的管理装置6相同。网关7-1、7-2的结构与实施方式1的网关7相同。生产线a、b、c的结构与实施方式1的生产线l相同。此外,图18并不用于限定本实施方式作为应用对象的生产线的数量、生产设施的数量、一个生产设施中包括的生产线的数量。
152.生产线a~c分别由多个管理组进行管理。各管理组由一个或多个管理者构成。另外,多个管理组具有层级关系。各管理组管理生产线a~c的权限根据层级而不同。在本实施方式中,显示与管理组的层级相应的管理画面。
153.例如,生产线a由管理组y、x1、a进行管理。管理组y具有管理生产设施x1、x2的权限。管理组x1具有管理生产设施x1的权限。管理组a具有管理生产线a的权限。管理组y为管理组x1、a的上级层级。管理组x1为管理组a的上级层级。
154.另外,生产线b由管理组y、x1、b进行管理。管理组b具有管理生产线b的权限。管理组y为管理组x1、b的上级层级。管理组x1为管理组b的上级层级。
155.另外,生产线c由管理组y、x2、c进行管理。管理组x2具有管理生产设施x2的权限。管理组c管理生产线c。管理组y为管理组x2、c的上级层级。管理组x2为管理组c的上级层级。
156.《服务器1a的功能性结构》
157.参照图18来说明服务器1a的功能性结构。服务器1a与实施方式1所涉及的服务器1的不同点在于,具备整合服务提供部101a来代替整合服务提供部101,具备数据收集部102a来代替数据收集部102。另外,本实施方式的主画面与实施方式1的不同点在于,根据管理组来决定该主画面中包括的多个微件的结构。后面,将这样的主画面也记载为与管理组相应
的主画面。
158.数据收集部102a经由网络n1来收集表示生产线a、b、c中包括的各设备的状态的信息。具体地说,数据收集部102a从管理装置6-1和网关7-1获取表示生产线a、b的状态的信息。另外,数据收集部102从管理装置6-2和网关7-2获取表示生产线c的状态的信息。
159.整合服务提供部101a与实施方式1的整合服务提供部101的不同点在于,执行第一画面显示步骤被进行了变形的信息处理方法。
160.《服务器1a执行的信息处理方法》
161.服务器1a执行的信息处理方法相对于实施方式1所涉及的信息处理方法,第一画面显示步骤在以下方面不同。
162.在第一画面显示步骤中,整合服务提供部101a对于与各管理组相应的主画面,响应于该管理组或该管理组的上级层级的管理组包括的管理者的操作来使得该主画面显示。
163.参照图19来说明本实施方式的第一画面显示步骤。图19是表示本实施方式的主画面的一例的图。如图19所示,主画面g1a包括区域r1和r2。区域r1为用于接受选择多个管理组中的任意管理组的操作的区域。区域r2为用于显示与选择出的管理组相应的主画面的区域。
164.在该例中,区域r1包括表示多个管理组的树状的ui(用户接口)部件。该ui部件所示的树构造反映出多个管理组间的层级关系。具体地说,文本信息“全公司”、“生产设施x1”、“生产线a”、“生产线b”、“生产设施x2”与管理组y、x1、a、b、x2对应。此外,该ui部件能够将下级层级折叠来使其为非显示,作为“生产设施x2”的下级层级的“生产线c”在该例中为非显示。此外,区域r1中显示的ui部件不限于上述的树状的ui部件。例如,区域r1中显示的ui部件也可以为选项卡(tab)状的ui部件。在该情况下,主画面g1a在区域r1中包括多个选项卡。各选项卡与各管理组对应。在该情况下,区域r1可以配置于区域r2的上部。此外,区域r1中显示的ui部件不限定于上述的ui部件。另外,区域r1和区域r2的布局不限于上述的布局。
165.整合服务提供部101a基于针对区域r1的ui部件的操作来确定管理者选择的管理组a。另外,整合服务提供部101a判断进行了该操作的管理者是否属于被选择的管理组a以及该管理组a的上位层级的管理组x1、y中的任意管理组。另外,整合服务提供部101a在判断为属于的情况下,使与选择出的管理组a相应的主画面显示于区域r2。此外,能够通过向终端8请求认证信息来确定进行了该操作的管理者所属的管理组。
166.在图19的例子中,判断为进行了操作的管理者属于管理组a、x1、y中的任意管理组。其结果,在区域r2中显示与管理组a相应的主画面。显示于区域r2的主画面的结构与实施方式1的主画面的结构相同。但是,该主画面中包括的微件w1~w6的各微件基于与该微件相关联的应用appx关于生产线a输出来的信息而构成。
167.此外,在图19的例子中,示出与管理组a相应的主画面,但对于其它管理组b、c、x1、x2及y也分别对应地决定主画面中包括的多个微件的结构。与各管理组相应的多个微件的结构可以与其它管理组相同,也可以不同。例如,与管理组b相应的主画面中包括的多个微件的结构可以为与管理组a相同的微件w1~w6。但是,在该情况下,与管理组b相应的主画面中包括的微件w1~w6分别基于与该微件相关联的应用appx关于生产线b输出的信息而构成。像这样,与各管理组相应的主画面中包括的多个微件基于与该管理组或该管理组的下
级层级的管理组所管理的生产线有关的信息而构成。
168.《本实施方式的效果》
169.在本实施方式中,管理者不用单独地启动多个应用程序软件就能够统一地掌握由自身所属的管理组或该管理组的下级层级的管理组管理的一个或多个生产线的状况。
170.〔其它变形例〕
171.在上述的各实施方式及其变形例中,设为与各微件相关联的应用appx由服务器1来提供进行了说明。但是,也可以是,与多个微件中的至少任意微件相关联的应用appx由与服务器1不同的其它服务器来提供。
172.另外,也可以是,在上述的各实施方式及其变形例中,多个微件中的至少任一个微件与两个以上的应用appx相关联。例如,主画面g1可以包括与应用app1及app2相关联的一个微件。该微件基于从应用app1输出的信息和从应用app2输出的信息构成。
173.由此,用户能够通过至少一个微件来统一地掌握关于生产线l的状态从多个应用appx得到的信息。
174.另外,在上述的各实施方式中,对服务器1与网关7通过wan的网络n1连接的例子进行了说明。但不限于此,服务器1与网关7也可以使用移动电话线路网来一对一地连接。在该情况下,具有不需要设置用于将服务器1与网关7连接的网络n1的设置成本这个优点。此外,服务器1与网关7的通信方式不限于上述的例子。
175.另外,上述的各实施方式能够变形为将服务器1由在物理上不同的多个独立服务器来构成的方式。例如,服务器1由与上述的各功能块分别对应的独立服务器构成。具体地说,服务器1由包括整合服务提供部101的独立服务器、包括数据收集部102的独立服务器、包括数据传送部103的独立服务器、与多个appx分别对应的独立服务器构成。各独立服务器的物理性结构如参照图2所说明的那样。在该情况下,在包括整合服务提供部101、数据收集部102、数据传送部103的各独立服务器的二次存储器中保存同一iot平台所包括的软件模块组。由此,整合服务提供部101、数据收集部102、数据传送部103与服务器1由一个物理性的计算机构成的情况同样地发挥功能。此外,将服务器1由多个独立服务器构成的方式不限于使各功能块与独立服务器一一对应的方式。例如,也可以是,多个独立服务器中的至少一个独立服务器包括整合服务提供部101、数据收集部102、数据传送部103、各appx中的多个功能块。
176.〔附记事项〕
177.本发明并不限定于上述的实施方式,能够在权利要求所示的范围内进行各种变更,适当地组合在上述的实施方式中分别公开的技术手段而得到的其它实施方式也包括在本发明的技术范围内。
178.附图标记说明
179.1、1a:服务器;6、6-1、6-2:管理装置;7、7-1、7-2:网关;8:终端;11:处理器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。