1.本发明涉及一种智能化管理技术领域,特别是涉及一种用于钢筋加工厂成本分批方法、系统以及统计系统和方法。
背景技术:
2.在国内经济飞速发展过程中,大量基建项目迅速开展,并且伴随近年来信息技术崛起,建筑施工产业化、信息化、智能化已成为行业趋势。大型的数字化智能钢筋加工厂也开始成为钢筋加工分项工程的发展趋势。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题,特别创新地提出了一种用于钢筋加工厂成本分批方法、系统以及统计系统和方法。
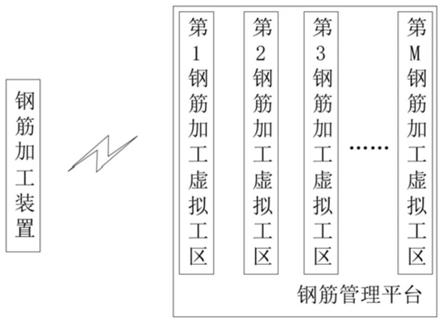
4.为了实现本发明的上述目的,本发明提供了一种用于钢筋加工厂管理平台成本分批的系统,包括钢筋加工装置,还包括钢筋管理平台,在钢筋管理平台上设置有m个钢筋加工虚拟工区,所述m为大于或者等于1的正整数,分别为第1钢筋加工虚拟工区、第2钢筋加工虚拟工区、第3钢筋加工虚拟工区、
……
、第m钢筋加工虚拟工区;
5.将第m钢筋加工虚拟工区上的料单发送给钢筋加工装置,所述m为小于或者等于m的正整数;
6.钢筋加工装置加工后统计钢筋余料。
7.在本发明的一种优选实施方式中,根据统计的钢筋余料计算各个钢筋加工虚拟工区的费用。
8.在本发明的一种优选实施方式中,统计钢筋余料的装置包括收集架,所述收集架包括沿着钢筋长度方向左右间隔并列设置的左列收集架支柱和右列收集架支柱;
9.左列收集架支柱包括从前往后间隔设置的a个收集架左支柱,所述a为大于或者等于2的正整数,从前往后依次分别为第1收集架左支柱、第2收集架左支柱、第3收集架左支柱、第4收集架左支柱、
……
、第a收集架左支柱;
10.第a收集架左支柱与第a 1收集架左支柱之间安装有第a-a收集架左链条,所述a为大于或者等于1且小于或者等于a-1的正整数;
11.第b收集架左支柱的高度高于第b 1收集架左支柱的高度,所述b为大于或者等于1且小于或者等于a-2的正整数;
12.在第c收集架左支柱上配备有第a-c左钢片挡板和第a-c左气缸,所述c为大于或者等于2且小于或者等于a-1的正整数;
13.第d左钢片挡板的后部铰接在第a-d收集架左支柱顶部,同时第d左钢片挡板的后端头铰接在第a-d左气缸伸缩杆顶部,所述d为大于或者等于1且小于或等于a-2;
14.右列收集架支柱包括从前往后间隔设置的a个收集架右支柱,所述a为大于或者等于2的正整数,从前往后依次分别为第1收集架右支柱、第2收集架右支柱、第3收集架右支
柱、第4收集架右支柱、
……
、第a收集架右支柱;
15.第a收集架右支柱与第a 1收集架右支柱之间安装有第a-a收集架右链条,所述a为大于或者等于1且小于或者等于a-1的正整数;
16.第b收集架右支柱的高度高于第b 1收集架右支柱的高度,所述b为大于或者等于1且小于或者等于a-1的正整数;
17.在第c收集架右支柱上配备有第a-c右钢片挡板和第a-c右气缸,所述c为大于或者等于2且小于或者等于a-1的正整数;
18.第d右钢片挡板的后部铰接在第a-d收集架右支柱顶部,同时第d右钢片挡板的后端头铰接在第a-d右气缸伸缩杆顶部,所述d为大于或者等于1且小于或等于a-2;
19.还包括控制器、网络连接模块和设置在第e收集架左支柱或第e收集架右支柱上的第a-e计数器,所述e为大于或者等于1且小于或者等于a-1的正整数,第a-e计数器的计数端与控制器的计数第a-e端相连;控制器的网络数据端与网络连接模块的网络数据端相连;
20.控制器的控制第f端与第f左气缸的控制端相连,控制器的第f控制端与第f右气缸的控制端相连,所述f为大于或者等于1且小于或者等于a-2的正整数;
21.控制器根据计数器的计数信息控制对应的气缸动作,使其钢筋落入对应的链条上。
22.或/和a个收集架左支柱等距摆放,a个收集架右支柱等距摆放,且相邻收集架左支柱的距离等于相邻收集架右支柱的距离;
23.第g收集架左支柱、第g 1收集架左支柱、第g收集架右支柱、第g 1收集架右支柱构成矩形或方形,所述g为大于或者等于1且小于或者等于a-1的正整数;
24.第h收集架左支柱的高度等于第h收集架右支柱的高度,所述h为大于或者等于1且小于或者等于a-1的正整数;
25.第a收集架左支柱的高度不低于第1收集架左支柱的高度,第a收集架右支柱的高度不低于第1收集架右支柱的高度。
26.或/和对应第i左钢片挡板前端头的收集架左支柱上设有供第i左钢片挡板前端头搭接的横杆;对应第i右钢片挡板前端头的收集架右支柱上设有供第i右钢片挡板前端头搭接的横杆;所述i为大于或者等于1且小于或者等于a-2的正整数。
27.或/和第j左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第j右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点;所述j为大于或者等于1且小于或者等于a-2的正整数。
28.或/和第1收集架左支柱顶部设有左导向斜台,当第k左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台的倾斜度与第k左钢片挡板的倾斜度保持一致;第1收集架右支柱顶部设有右导向斜台,当第k右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第k右钢片挡板的倾斜度保持一致;左导向斜台的倾斜度等于右导向斜台的倾斜度,所述k为大于或者等于1且小于或者等于a-2的正整数。
29.或/和所述收集架底部设有焊接所有收集架左支柱和收集架右支柱的收集架底座,且收集架底座上设有地面安装孔。
30.本发明还公开了一种用于钢筋加工厂管理平台成本分批的方法,包括以下步骤:
31.s-1,钢筋管理平台向统计钢筋余料的装置发送钢筋余料请求,统计钢筋余料的装
置接收到钢筋管理平台发送的钢筋余料请求后,统计钢筋余料的装置将统计的钢筋余料信息发送至钢筋管理平台;
32.s-2,钢筋管理平台接收到统计钢筋余料的装置发送的钢筋余料信息后,钢筋管理平台计算费用。
33.本发明还公开了一种钢筋数量统计系统,包括收集架,所述收集架包括沿着钢筋长度方向左右间隔并列设置的左列收集架支柱和右列收集架支柱;
34.左列收集架支柱包括从前往后间隔设置的a个收集架左支柱,所述a为大于或者等于2的正整数,从前往后依次分别为第1收集架左支柱、第2收集架左支柱、第3收集架左支柱、第4收集架左支柱、
……
、第a收集架左支柱;
35.第a收集架左支柱与第a 1收集架左支柱之间安装有第a-a收集架左链条,所述a为大于或者等于1且小于或者等于a-1的正整数;
36.第b收集架左支柱的高度高于第b 1收集架左支柱的高度,所述b为大于或者等于1且小于或者等于a-2的正整数;
37.在第c收集架左支柱上配备有第a-c左钢片挡板和第a-c左气缸,所述c为大于或者等于2且小于或者等于a-1的正整数;
38.第d左钢片挡板的后部铰接在第a-d收集架左支柱顶部,同时第d左钢片挡板的后端头铰接在第a-d左气缸伸缩杆顶部,所述d为大于或者等于1且小于或等于a-2;
39.右列收集架支柱包括从前往后间隔设置的a个收集架右支柱,所述a为大于或者等于2的正整数,从前往后依次分别为第1收集架右支柱、第2收集架右支柱、第3收集架右支柱、第4收集架右支柱、
……
、第a收集架右支柱;
40.第a收集架右支柱与第a 1收集架右支柱之间安装有第a-a收集架右链条,所述a为大于或者等于1且小于或者等于a-1的正整数;
41.第b收集架右支柱的高度高于第b 1收集架右支柱的高度,所述b为大于或者等于1且小于或者等于a-2的正整数;
42.在第c收集架右支柱上配备有第a-c右钢片挡板和第a-c右气缸,所述c为大于或者等于2且小于或者等于a-1的正整数;
43.第d右钢片挡板的后部铰接在第a-d收集架右支柱顶部,同时第d右钢片挡板的后端头铰接在第a-d右气缸伸缩杆顶部,所述d为大于或者等于1且小于或等于a-2;
44.还包括控制器、网络连接模块和设置在第e收集架左支柱或第e收集架右支柱上的第a-e计数器,所述e为大于或者等于1且小于或者等于a-1的正整数,第a-e计数器的计数端与控制器的计数第a-e端相连;控制器的网络数据端与网络连接模块的网络数据端相连;
45.控制器的控制第f端与第f左气缸的控制端相连,控制器的第f控制端与第f右气缸的控制端相连,所述f为大于或者等于1且小于或者等于a-2的正整数;
46.控制器根据计数器的计数信息控制对应的气缸动作,使其钢筋落入对应的链条上。
47.在本发明的一种优选实施方式中,a个收集架左支柱等距摆放,a个收集架右支柱等距摆放,且相邻收集架左支柱的距离等于相邻收集架右支柱的距离;
48.第g收集架左支柱、第g 1收集架左支柱、第g收集架右支柱、第g 1收集架右支柱构成矩形或方形,所述g为大于或者等于1且小于或者等于a-1的正整数;
49.第h收集架左支柱的高度等于第h收集架右支柱的高度,所述h为大于或者等于1且小于或者等于a-1的正整数;
50.第a收集架左支柱的高度不低于第1收集架左支柱的高度,第a收集架右支柱的高度不低于第1收集架右支柱的高度;
51.或/和对应第i左钢片挡板前端头的收集架左支柱上设有供第i左钢片挡板前端头搭接的横杆;对应第i右钢片挡板前端头的收集架右支柱上设有供第i右钢片挡板前端头搭接的横杆;所述i为大于或者等于1且小于或者等于a-2的正整数;
52.或/和第j左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第j右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点;所述j为大于或者等于1且小于或者等于a-2的正整数;
53.或/和第1收集架左支柱顶部设有左导向斜台,当第k左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台的倾斜度与第k左钢片挡板的倾斜度保持一致;第1收集架右支柱顶部设有右导向斜台,当第k右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第k右钢片挡板的倾斜度保持一致;左导向斜台的倾斜度等于右导向斜台的倾斜度,所述k为大于或者等于1且小于或者等于a-2的正整数;
54.或/和所述收集架底部设有焊接所有收集架左支柱和收集架右支柱的收集架底座,且收集架底座上设有地面安装孔。
55.本发明还公开了一种钢筋数量统计工作方法,包括以下步骤:
56.s1,系统初始化;
57.s2,根据设定的参数,控制气缸工作,使其钢筋落入对应的链条上。
58.在本发明的一种优选实施方式中,在步骤s1中包括以下步骤:
59.s11,控制器判断各个链条上是否存在钢筋:
60.若各根链条上不存在钢筋,执行下一步;
61.若至少一根链条上存在钢筋,则待全部链条上的钢筋取走后,执行下一步;
62.s12,控制器向其第1左气缸发出气缸伸缩杆伸长控制命令,第1左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第1左气缸的伸缩杆伸长,此时第1左气缸的伸缩杆向上推动第1左钢片挡板,当推动第1左钢片挡板到位时,第1左钢片挡板的前端头正好搭接在前一收集架左支柱顶部;
63.同时,控制器向其第1右气缸发出气缸伸缩杆伸长控制命令,第1右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第1右气缸的伸缩杆伸长,此时第1右气缸的伸缩杆向上推动第1右钢片挡板,当推动第1右钢片挡板到位时,第1右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
64.控制器向其第1左气缸和第1右气缸发出气缸伸缩杆停止运动控制命令,第1左气缸和第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸和第1右气缸停止运动;
65.s13,控制器向其第2左气缸发出气缸伸缩杆伸长控制命令,第2左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第2左气缸的伸缩杆伸长,此时第2左气缸的伸缩杆向上推动第2左钢片挡板,当推动第2左钢片挡板到位时,第2左钢片挡板的前端头正好搭接在前一收集架左支柱顶部;
66.同时,控制器向其第2右气缸发出气缸伸缩杆伸长控制命令,第2右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第2右气缸的伸缩杆伸长,此时第2右气缸的伸缩杆向上推动第2右钢片挡板,当推动第2右钢片挡板到位时,第2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
67.控制器向其第1左气缸和第1右气缸发出气缸伸缩杆停止运动控制命令,第1左气缸和第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸和第1右气缸停止运动;
68.s14,控制器向其第3左气缸发出气缸伸缩杆伸长控制命令,第3左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第3左气缸的伸缩杆伸长,此时第3左气缸的伸缩杆向上推动第3左钢片挡板,当推动第3左钢片挡板到位时,第3左钢片挡板的前端头正好搭接在前一收集架左支柱顶部;
69.同时,控制器向其第3右气缸发出气缸伸缩杆伸长控制命令,第3右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第3右气缸的伸缩杆伸长,此时第3右气缸的伸缩杆向上推动第3右钢片挡板,当推动第3右钢片挡板到位时,第3右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
70.控制器向其第3左气缸和第3右气缸发出气缸伸缩杆停止运动控制命令,第3左气缸和第3右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第3左气缸和第3右气缸停止运动;
……
;
71.s1(a-1),控制器向其第a-2左气缸发出气缸伸缩杆伸长控制命令,第a-2左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第a-2左气缸的伸缩杆伸长,此时第a-2左气缸的伸缩杆向上推动第a-2左钢片挡板,当推动第a-2左钢片挡板到位时,第a-2左钢片挡板的前端头正好搭接在前一收集架左支柱顶部;
72.同时,控制器向其第a-2右气缸发出气缸伸缩杆伸长控制命令,第a-2右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第a-2右气缸的伸缩杆伸长,此时第a-2右气缸的伸缩杆向上推动第a-2右钢片挡板,当推动第a-2右钢片挡板到位时,第a-2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
73.控制器向其第a-2左气缸和第a-2右气缸发出气缸伸缩杆停止运动控制命令,第a-2左气缸和第a-2右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第a-2左气缸和第a-2右气缸停止运动。
74.在本发明的一种优选实施方式中,在步骤s2中包括以下步骤:
75.s21,将钢筋置于左导向斜台和右导向斜台上使其滚动或滑动;
76.s22,控制器根据第1计数器计数的钢筋的根数,判断第1计数器计数钢筋的根数是否小于预设第1根数阈值:
77.若第1计数器计数钢筋的根数小于预设第1根数阈值,则返回步骤s22;
78.若第1计数器计数钢筋的根数大于或者等于预设第1根数阈值,则控制器向其第1左气缸发出气缸伸缩杆缩短控制命令,第1左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第1左气缸的伸缩杆缩短,此时第1左气缸的伸缩杆向下拉动第1左钢片挡板,当拉动第1左钢片挡板与左导向斜台呈β时,β∈[π/6,π/3),控制器向其第1左气缸发出气缸伸缩杆停止运动控制命令,第1左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1
左气缸停止运动;
[0079]
同时,控制器向其第1右气缸发出气缸伸缩杆缩短控制命令,第1右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第1右气缸的伸缩杆缩短,此时第1右气缸的伸缩杆向下拉动第1右钢片挡板,当拉动第1右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第1右气缸发出气缸伸缩杆停止运动控制命令,第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1右气缸停止运动;
[0080]
s23,控制器根据第2计数器计数的钢筋的根数,判断第2计数器计数钢筋的根数是否小于预设第2根数阈值:
[0081]
若第2计数器计数钢筋的根数小于预设第2根数阈值,则返回步骤s23;
[0082]
若第2计数器计数钢筋的根数大于或者等于预设第2根数阈值,则控制器向其第2左气缸发出气缸伸缩杆缩短控制命令,第2左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第2左气缸的伸缩杆缩短,此时第2左气缸的伸缩杆向下拉动第2左钢片挡板,当拉动第2左钢片挡板与左导向斜台呈β时,β∈[π/6,π/3),控制器向其第2左气缸发出气缸伸缩杆停止运动控制命令,第2左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第2左气缸停止运动;
[0083]
同时,控制器向其第2右气缸发出气缸伸缩杆缩短控制命令,第2右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第2右气缸的伸缩杆缩短,此时第2右气缸的伸缩杆向下拉动第2右钢片挡板,当拉动第2右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第2右气缸发出气缸伸缩杆停止运动控制命令,第2右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第2右气缸停止运动;
[0084]
s24,控制器根据第3计数器计数的钢筋的根数,判断第3计数器计数钢筋的根数是否小于预设第3根数阈值:
[0085]
若第3计数器计数钢筋的根数小于预设第3根数阈值,则返回步骤s24;
[0086]
若第3计数器计数钢筋的根数大于或者等于预设第3根数阈值,则控制器向其第3左气缸发出气缸伸缩杆缩短控制命令,第3左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第3左气缸的伸缩杆缩短,此时第3左气缸的伸缩杆向下拉动第1左钢片挡板,当拉动第3左钢片挡板与左导向斜台呈β时,β∈[π/6,π/3),控制器向其第3左气缸发出气缸伸缩杆停止运动控制命令,第3左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第3左气缸停止运动;
[0087]
同时,控制器向其第3右气缸发出气缸伸缩杆缩短控制命令,第3右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第3右气缸的伸缩杆缩短,此时第3右气缸的伸缩杆向下拉动第3右钢片挡板,当拉动第3右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第3右气缸发出气缸伸缩杆停止运动控制命令,第3右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第3右气缸停止运动;
……
;
[0088]
s2a,控制器根据第a-1计数器计数的钢筋的根数,判断第a-1计数器计数钢筋的根数是否小于预设第a-1根数阈值:
[0089]
若第a-1计数器计数钢筋的根数小于预设第a-1根数阈值,则返回步骤s2a;
[0090]
若第a-1计数器计数钢筋的根数大于或者等于预设第a-1根数阈值,则结束或返回步骤s1。
[0091]
综上所述,由于采用了上述技术方案,本发明能够对各个钢筋加工虚拟工区上的钢筋进行加工后实现余料统计获得其费用成本。
[0092]
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
[0093]
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
[0094]
图1是本发明连接示意框图。
[0095]
图2是本发明结构示意图。
具体实施方式
[0096]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
[0097]
本发明公开了一种用于钢筋加工厂管理平台成本分批的系统,包括钢筋加工装置,钢筋加工装置为现有装置。如图1所示,还包括钢筋管理平台,在钢筋管理平台上设置有m个钢筋加工虚拟工区,所述m为大于或者等于1的正整数,分别为第1钢筋加工虚拟工区、第2钢筋加工虚拟工区、第3钢筋加工虚拟工区、
……
、第m钢筋加工虚拟工区;
[0098]
将第m钢筋加工虚拟工区上的料单发送给钢筋加工装置,所述m为小于或者等于m的正整数;
[0099]
钢筋加工装置加工后由统计钢筋余料的装置统计钢筋余料。即是,将第1钢筋加工虚拟工区上的料单发送给钢筋加工装置,钢筋加工装置加工后统计本次的钢筋余料;加工完成后,将第2钢筋加工虚拟工区上的料单发送给钢筋加工装置,钢筋加工装置加工后统计本次的钢筋余料;加工完成后,将第3钢筋加工虚拟工区上的料单发送给钢筋加工装置,钢筋加工装置加工后统计本次的钢筋余料;
……
;加工完成后,将第m钢筋加工虚拟工区上的料单发送给钢筋加工装置,钢筋加工装置加工后统计本次的钢筋余料。
[0100]
在本发明的一种优选实施方式中,根据统计的钢筋余料计算各个钢筋加工虚拟工区的费用。其计算方法为:
[0101][0102]
其中,表示第钢筋加工虚拟工区的实际费用;
[0103]
表示第钢筋加工虚拟工区的预计费用;
[0104]
表示第钢筋加工虚拟工区的钢筋单价;
[0105]
表示第钢筋加工虚拟工区加工后剩余钢筋量。
[0106]
其中,第钢筋加工虚拟工区加工后剩余钢筋量的统计方法为:
[0107][0108]
其中,表示第次料单加工完成后,第1计数器计量的钢筋数;
[0109]
表示第次料单加工完成后,第2计数器计量的钢筋数;
[0110]
表示第次料单加工完成后,第3计数器计量的钢筋数;
[0111]
表示第次料单加工完成后,第a-1计数器计量的钢筋数。计量一次钢筋加工装置前,会对所有计数器清零重置。
[0112]
在本发明的一种优选实施方式中,如图2所示,统计钢筋余料的装置或钢筋数量统计系统包括收集架,所述收集架包括沿着钢筋长度方向左右间隔并列设置的左列收集架支柱和右列收集架支柱;为了实现各种尺寸长度的钢筋,可以设计一种左列收集架支柱和右列收集架支柱间的间距可调,一般的使其左列收集架支柱保持固定,右列收集架支柱可以移动。
[0113]
左列收集架支柱包括从前往后间隔设置的a个收集架左支柱,所述a为大于或者等于2的正整数,从前往后依次分别为第1收集架左支柱11、第2收集架左支柱12、第3收集架左支柱13、第4收集架左支柱14、
……
、第a收集架左支柱,第a收集架左支柱与第a 1收集架左支柱之间安装有第a-a收集架左链条,所述a为大于或者等于1且小于或者等于a-1的正整数,即是第a-1收集架左支柱与第a收集架左支柱之间安装有第1收集架左链条21,第a-2收集架左支柱与第a-1收集架左支柱之间安装有第2收集架左链条22,第a-3收集架左支柱与第a-2收集架左支柱之间安装有第3收集架左链条23,
……
,第2收集架左支柱12与第3收集架左支柱13之间安装有第a-2收集架左链条,第1收集架左支柱11与第2收集架左支柱12之间安装有第a-1收集架左链条;第b收集架左支柱的高度高于第b 1收集架左支柱的高度,所述b为大于或者等于1且小于或者等于a-2的正整数,即是第1收集架左支柱11的高度高于第2收集架左支柱12的高度,第2收集架左支柱12的高度高于第3收集架左支柱13的高度,
……
,第a-2收集架左支柱的高度高于第a-1收集架左支柱的高度;在第c收集架左支柱上配备有第a-c左钢片挡板和第a-c左气缸,所述c为大于或者等于2且小于或者等于a-1的正整数,即是在第a-1收集架左支柱上配备有第1左钢片挡板31和第1左气缸,在第a-2收集架左支柱上配备有第2左钢片挡板32和第2左气缸,在第a-3收集架左支柱上配备有第3左钢片挡板和第3左气缸,
……
,在第a-c收集架左支柱上配备有第c左钢片挡板和第c左气缸;第d左钢片挡板的后部铰接在第a-d收集架左支柱顶部,同时第d左钢片挡板的后端头铰接在第a-d左气缸伸缩杆顶部,所述d为大于或者等于1且小于或等于a-2;即是,第1左钢片挡板31的后部铰接在第a-1收集架左支柱顶部,同时第1左钢片挡板31的后端头铰接在第a-1左气缸伸缩杆顶部,第2左钢片挡板32的后部铰接在第a-2收集架左支柱顶部,同时第2左钢片挡板32的后端头铰接在第a-2左气缸伸缩杆顶部,
……
,第a-3左钢片挡板的后部铰接在第3收集架左支柱13顶部,同时第a-3左钢片挡板的后端头铰接在第3左气缸伸缩杆顶部,第a-2左钢片挡板的后部铰接在第2收集架左支柱12顶部,同时第a-2左钢片挡板的后端头铰接在第2左气缸伸缩杆顶部;
[0114]
右列收集架支柱包括从前往后间隔设置的a个收集架右支柱,所述a为大于或者等于2的正整数,从前往后依次分别为第1收集架右支柱、第2收集架右支柱、第3收集架右支柱、第4收集架右支柱、
……
、第a收集架右支柱,第a收集架右支柱与第a 1收集架右支柱之间安装有第a-a收集架右链条,所述a为大于或者等于1且小于或者等于a-1的正整数,即是第a-1收集架右支柱与第a收集架右支柱之间安装有第1收集架右链条,第a-2收集架右支柱
与第a-1收集架右支柱之间安装有第2收集架右链条,第a-3收集架右支柱与第a-2收集架右支柱之间安装有第3收集架右链条,
……
,第2收集架右支柱与第3收集架右支柱之间安装有第a-2收集架右链条,第1收集架右支柱与第2收集架右支柱之间安装有第a-1收集架右链条;第b收集架右支柱的高度高于第b 1收集架右支柱的高度,所述b为大于或者等于1且小于或者等于a-2的正整数,即是第1收集架右支柱的高度高于第2收集架右支柱的高度,第2收集架右支柱的高度高于第3收集架右支柱的高度,
……
,第a-2收集架右支柱的高度高于第a-1收集架右支柱的高度;在第c收集架右支柱上配备有第a-c右钢片挡板和第a-c右气缸,所述c为大于或者等于2且小于或者等于a-1的正整数,即是在第a-1收集架右支柱上配备有第1右钢片挡板和第1右气缸,在第a-2收集架右支柱上配备有第2右钢片挡板和第2右气缸,在第a-3收集架右支柱上配备有第3右钢片挡板和第3右气缸,
……
,在第a-c收集架右支柱上配备有第c右钢片挡板和第c右气缸;第d右钢片挡板的后部铰接在第a-d收集架右支柱顶部,同时第d右钢片挡板的后端头铰接在第a-d右气缸伸缩杆顶部,所述d为大于或者等于1且小于或等于a-2;即是,第1右钢片挡板的后部铰接在第a-1收集架右支柱顶部,同时第1右钢片挡板的后端头铰接在第a-1右气缸伸缩杆顶部,第2右钢片挡板的后部铰接在第a-2收集架右支柱顶部,同时第2右钢片挡板的后端头铰接在第a-2右气缸伸缩杆顶部,
……
,第a-3右钢片挡板的后部铰接在第3收集架右支柱顶部,同时第a-3右钢片挡板的后端头铰接在第3右气缸伸缩杆顶部,第a-2右钢片挡板的后部铰接在第2收集架右支柱顶部,同时第a-2右钢片挡板的后端头铰接在第2右气缸伸缩杆顶部;
[0115]
其中,第1收集架左链条21和第1收集架右链条构成第1收集架仓18,第2收集架左链条22和第2收集架右链条构成第2收集架仓19,第3收集架左链条23和第3收集架右链条构成第3收集架仓20,
……
,第a-1收集架左链条和第a-1收集架右链条构成第a-1收集架仓。
[0116]
还包括控制器、网络连接模块和设置在第e收集架左支柱或第e收集架右支柱上的第a-e计数器,所述e为大于或者等于1且小于或者等于a-1的正整数,第a-e计数器的计数端与控制器的计数第a-e端相连,即是在第1收集架左支柱11或第1收集架右支柱上设置有第a-1计数器,第a-1计数器的计数端与控制器的计数第a-1端相连,在第2收集架左支柱12或第2收集架右支柱上设置有第a-2计数器,第a-2计数器的计数端与控制器的计数第a-2端相连,在第3收集架左支柱13或第3收集架右支柱上设置有第a-3计数器,第a-3计数器的计数端与控制器的计数第a-3端相连,
……
,在第a-1收集架左支柱或第a-1收集架右支柱上设置有第1计数器,第1计数器的计数端与控制器的计数第1端相连;控制器的网络数据端与网络连接模块的网络数据端相连;
[0117]
控制器的控制第f端与第f左气缸的控制端相连,控制器的第f控制端与第f右气缸的控制端相连,所述f为大于或者等于1且小于或者等于a-2的正整数,即是控制器的控制第1端与第1左气缸的控制端相连,控制器的第1控制端与第1右气缸的控制端相连,控制器的控制第2端与第2左气缸的控制端相连,控制器的第2控制端与第2右气缸的控制端相连,
……
,控制器的控制第a-2端与第a-2左气缸的控制端相连,控制器的第a-2控制端与第a-2右气缸的控制端相连;
[0118]
控制器根据计数器的计数信息控制对应的气缸动作,使其钢筋落入对应的链条上。
[0119]
在本发明的一种优选实施方式中,当其a取4时,计数器设置在左支柱上;此时包
括:
[0120]
左列收集架支柱包括从前往后间隔设置的4个收集架左支柱,从前往后依次分别为第1收集架左支柱11、第2收集架左支柱12、第3收集架左支柱13、第4收集架左支柱14;
[0121]
第3收集架左支柱13与第4收集架左支柱14之间安装有第1收集架左链条21,第2收集架左支柱12与第3收集架左支柱13之间安装有第2收集架左链条22,第1收集架左支柱11与第2收集架左支柱12之间安装有第3收集架左链条23;
[0122]
第1收集架左支柱11的高度高于第2收集架左支柱12的高度,第2收集架左支柱12的高度高于第3收集架左支柱13的高度;
[0123]
在第3收集架左支柱13上配备有第1左钢片挡板31和第1左气缸,在第2收集架左支柱上配备有第2左钢片挡板32和第2左气缸;
[0124]
第1左钢片挡板31的后部铰接在第3收集架左支柱13顶部,同时第1左钢片挡板31的后端头铰接在第3左气缸伸缩杆顶部,第2左钢片挡板32的后部铰接在第2收集架左支柱顶部,同时第2左钢片挡板32的后端头铰接在第2左气缸伸缩杆顶部;
[0125]
右列收集架支柱包括从前往后间隔设置的4个收集架右支柱,从前往后依次分别为第1收集架右支柱、第2收集架右支柱、第3收集架右支柱、第4收集架右支柱;
[0126]
第3收集架右支柱与第4收集架右支柱之间安装有第1收集架右链条,第2收集架右支柱与第3收集架右支柱之间安装有第2收集架右链条,第1收集架右支柱与第2收集架右支柱之间安装有第3收集架右链条;
[0127]
第1收集架右支柱的高度高于第2收集架右支柱的高度,第2收集架右支柱的高度高于第3收集架右支柱的高度;
[0128]
在第3收集架右支柱上配备有第1右钢片挡板和第1右气缸,在第2收集架右支柱上配备有第2右钢片挡板和第2右气缸;
[0129]
第1右钢片挡板的后部铰接在第3收集架右支柱顶部,同时第1右钢片挡板的后端头铰接在第3右气缸伸缩杆顶部,第2右钢片挡板的后部铰接在第2收集架右支柱顶部,同时第2右钢片挡板的后端头铰接在第2右气缸伸缩杆顶部;
[0130]
还包括控制器和网络连接模块,控制器的网络数据端与网络连接模块的网络数据端相连;在第1收集架左支柱11上设置有第3计数器,第3计数器的计数端与控制器的计数第3端相连,在第2收集架左支柱12上设置有第2计数器,第2计数器的计数端与控制器的计数第2端相连,在第3收集架左支柱13上设置有第1计数器,第1计数器的计数端与控制器的计数第1端相连;
[0131]
控制器的控制第1端与第1左气缸的控制端相连,控制器的第1控制端与第1右气缸的控制端相连,控制器的控制第2端与第2左气缸的控制端相连,控制器的第2控制端与第2右气缸的控制端相连;
[0132]
控制器根据计数器的计数信息控制对应的气缸动作,使其钢筋落入对应的链条上。
[0133]
在本发明的一种优选实施方式中,当其a取4时,计数器设置在右支柱上;此时包括:
[0134]
左列收集架支柱包括从前往后间隔设置的4个收集架左支柱,从前往后依次分别为第1收集架左支柱11、第2收集架左支柱12、第3收集架左支柱13、第4收集架左支柱14;
[0135]
第3收集架左支柱13与第4收集架左支柱14之间安装有第1收集架左链条21,第2收集架左支柱12与第3收集架左支柱13之间安装有第2收集架左链条22,第1收集架左支柱11与第2收集架左支柱12之间安装有第3收集架左链条23;
[0136]
第1收集架左支柱11的高度高于第2收集架左支柱12的高度,第2收集架左支柱12的高度高于第3收集架左支柱13的高度;
[0137]
在第3收集架左支柱13上配备有第1左钢片挡板31和第1左气缸,在第2收集架左支柱上配备有第2左钢片挡板32和第2左气缸;
[0138]
第1左钢片挡板31的后部铰接在第3收集架左支柱13顶部,同时第1左钢片挡板31的后端头铰接在第3左气缸伸缩杆顶部,第2左钢片挡板32的后部铰接在第2收集架左支柱顶部,同时第2左钢片挡板32的后端头铰接在第2左气缸伸缩杆顶部;
[0139]
右列收集架支柱包括从前往后间隔设置的4个收集架右支柱,从前往后依次分别为第1收集架右支柱、第2收集架右支柱、第3收集架右支柱、第4收集架右支柱;
[0140]
第1收集架右支柱与第2收集架右支柱之间安装有第1收集架右链条,第2收集架右支柱与第3收集架右支柱之间安装有第2收集架右链条,第3收集架右支柱与第4收集架右支柱之间安装有第3收集架右链条;
[0141]
第1收集架右支柱的高度高于第2收集架右支柱的高度,第2收集架右支柱的高度高于第3收集架右支柱的高度;
[0142]
在第3收集架右支柱上配备有第1右钢片挡板和第1右气缸,在第2收集架右支柱上配备有第2右钢片挡板和第2右气缸;
[0143]
第1右钢片挡板的后部铰接在第3收集架右支柱顶部,同时第1右钢片挡板的后端头铰接在第3右气缸伸缩杆顶部,第2右钢片挡板的后部铰接在第2收集架右支柱顶部,同时第2右钢片挡板的后端头铰接在第2右气缸伸缩杆顶部;
[0144]
还包括控制器和网络连接模块,控制器的网络数据端与网络连接模块的网络数据端相连;在第1收集架右支柱上设置有第3计数器,第3计数器的计数端与控制器的计数第3端相连,在第2收集架右支柱上设置有第2计数器,第2计数器的计数端与控制器的计数第2端相连,在第3收集架右支柱上设置有第1计数器,第1计数器的计数端与控制器的计数第1端相连;
[0145]
控制器的控制第1端与第1左气缸的控制端相连,控制器的第1控制端与第1右气缸的控制端相连,控制器的控制第2端与第2左气缸的控制端相连,控制器的第2控制端与第2右气缸的控制端相连;
[0146]
控制器根据计数器的计数信息控制对应的气缸动作,使其钢筋落入对应的链条上。
[0147]
在本发明的一种优选实施方式中,a个收集架左支柱等距摆放,a个收集架右支柱等距摆放,且相邻收集架左支柱的距离等于相邻收集架右支柱的距离;
[0148]
第g收集架左支柱、第g 1收集架左支柱、第g收集架右支柱、第g 1收集架右支柱构成矩形或方形,所述g为大于或者等于1且小于或者等于a-1的正整数,即是第1收集架左支柱、第2收集架左支柱、第1收集架右支柱、第2收集架右支柱构成矩形,第2收集架左支柱、第3收集架左支柱、第2收集架右支柱、第3收集架右支柱构成矩形,第3收集架左支柱、第4收集架左支柱、第3收集架右支柱、第4收集架右支柱构成矩形,第a-1收集架左支柱、第a收集架
左支柱、第a-1收集架右支柱、第a收集架右支柱构成矩形;或者第1收集架左支柱、第2收集架左支柱、第1收集架右支柱、第2收集架右支柱构成方形,第2收集架左支柱、第3收集架左支柱、第2收集架右支柱、第3收集架右支柱构成方形,第3收集架左支柱、第4收集架左支柱、第3收集架右支柱、第4收集架右支柱构成方形,第a-1收集架左支柱、第a收集架左支柱、第a-1收集架右支柱、第a收集架右支柱构成方形;
[0149]
第h收集架左支柱的高度等于第h收集架右支柱的高度,所述h为大于或者等于1且小于或者等于a-1的正整数,即是第1收集架左支柱11的高度等于第1收集架右支柱的高度,第2收集架左支柱12的高度等于第2收集架右支柱的高度,第3收集架左支柱13的高度等于第3收集架右支柱的高度,
……
,第a-1收集架左支柱的高度等于第a-1收集架右支柱的高度;
[0150]
第a收集架左支柱的高度不低于第1收集架左支柱11的高度,第a收集架右支柱的高度不低于第1收集架右支柱的高度。
[0151]
在本发明的一种优选实施方式中,对应第i左钢片挡板前端头的收集架左支柱上设有供第i左钢片挡板前端头搭接的横杆;对应第i右钢片挡板前端头的收集架右支柱上设有供第i右钢片挡板前端头搭接的横杆;所述i为大于或者等于1且小于或者等于a-2的正整数;即是,对应第1左钢片挡板31前端头的收集架左支柱上设有供第1左钢片挡板31前端头搭接的横杆;对应第1右钢片挡板前端头的收集架右支柱上设有供第1右钢片挡板前端头搭接的横杆;对应第2左钢片挡板32前端头的收集架左支柱上设有供第2左钢片挡板32前端头搭接的横杆;对应第2右钢片挡板前端头的收集架右支柱上设有供第2右钢片挡板前端头搭接的横杆;对应第3左钢片挡板前端头的收集架左支柱上设有供第3左钢片挡板前端头搭接的横杆;对应第3右钢片挡板前端头的收集架右支柱上设有供第3右钢片挡板前端头搭接的横杆;
……
;对应第a-2左钢片挡板前端头的收集架左支柱上设有供第a-2左钢片挡板前端头搭接的横杆;对应第a-2右钢片挡板前端头的收集架右支柱上设有供第a-2右钢片挡板前端头搭接的横杆。a取4时,对应第1左钢片挡板31前端头的第2收集架左支柱12上设有供第1左钢片挡板31前端头搭接的横杆;对应第1右钢片挡板前端头的收集架右支柱上设有供第1右钢片挡板前端头搭接的横杆;对应第2左钢片挡板32前端头的第1收集架左支柱上设有供第2左钢片挡板32前端头搭接的横杆;对应第2右钢片挡板前端头的收集架右支柱上设有供第2右钢片挡板前端头搭接的横杆。
[0152]
在本发明的一种优选实施方式中,第j左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第j右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点;所述j为大于或者等于1且小于或者等于a-2的正整数;即是,第1左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第1右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点;第2左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第2右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点;第3左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第3右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点;
……
;第a-2左钢片挡板后部设有弧形放大部,用于安装在对应收集架左支柱顶部形成铰接点;第a-2右钢片挡板后部设有弧形放大部,用于安装在对应收集架右支柱顶部形成铰接点。
[0153]
在本发明的一种优选实施方式中,第1收集架左支柱11顶部设有左导向斜台15,当第k左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台15的倾斜度与第k左钢片挡板的倾斜度保持一致;第1收集架右支柱顶部设有右导向斜台,当第k右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第k右钢片挡板的倾斜度保持一致;左导向斜台15的倾斜度等于右导向斜台的倾斜度,所述k为大于或者等于1且小于或者等于a-2的正整数;即是,第1收集架左支柱11顶部设有左导向斜台15,当第1左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台15的倾斜度与第1左钢片挡板的倾斜度保持一致;当第2左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台15的倾斜度与第2左钢片挡板的倾斜度保持一致;当第3左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台15的倾斜度与第3左钢片挡板的倾斜度保持一致;
……
;当第a-2左钢片挡板的前端头搭接在前一收集架左支柱顶部时,左导向斜台15的倾斜度与第a-2左钢片挡板的倾斜度保持一致;第1收集架右支柱顶部设有右导向斜台,当第1右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第1右钢片挡板的倾斜度保持一致;当第2右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第2右钢片挡板的倾斜度保持一致;当第3右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第3右钢片挡板的倾斜度保持一致;
……
;当第a-2右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第a-2右钢片挡板的倾斜度保持一致;左导向斜台15的倾斜度等于右导向斜台的倾斜度;当a取4时,第1收集架左支柱11顶部设有左导向斜台15,当第1左钢片挡板31的前端头搭接在第2收集架左支柱12顶部时,左导向斜台15的倾斜度与第1左钢片挡板31的倾斜度保持一致;当第2左钢片挡板32的前端头搭接在第1收集架左支柱顶部时,左导向斜台15的倾斜度与第2左钢片挡板32的倾斜度保持一致;第1收集架右支柱顶部设有右导向斜台,当第1右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第1右钢片挡板的倾斜度保持一致;当第2右钢片挡板的前端头搭接在前一收集架右支柱顶部时,右导向斜台的倾斜度与第2右钢片挡板的倾斜度保持一致;左导向斜台15的倾斜度等于右导向斜台的倾斜度。
[0154]
在本发明的一种优选实施方式中,所述收集架底部设有焊接所有收集架左支柱和收集架右支柱的收集架底座16,且收集架底座16上设有地面安装孔。
[0155]
本发明还公开了一种钢筋数量统计工作方法,包括以下步骤:
[0156]
s1,系统初始化;
[0157]
s2,根据设定的参数,控制气缸工作,使其钢筋17落入对应的链条上。
[0158]
在本发明的一种优选实施方式中,在步骤s1中包括以下步骤:
[0159]
s11,控制器判断各个链条上是否存在钢筋:
[0160]
若各根链条上不存在钢筋,执行下一步;
[0161]
若至少一根链条上存在钢筋,则待全部链条上的钢筋取走后,执行下一步;
[0162]
s12,控制器向其第1左气缸发出气缸伸缩杆伸长控制命令,第1左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第1左气缸的伸缩杆伸长,此时第1左气缸的伸缩杆向上推动第1左钢片挡板31,当推动第1左钢片挡板31到位时,第1左钢片挡板31的前端头正好搭接在前一收集架左支柱顶部;第1左钢片挡板31的前端头正好搭接在前一收集架左支柱顶部,第2左钢片挡板32的前端头正好搭接在前一收集架左支柱顶部,第3左钢片挡板的
前端头正好搭接在前一收集架左支柱顶部,
……
,第a-2左钢片挡板的前端头正好搭接在前一收集架左支柱顶部,以及第1右钢片挡板的前端头正好搭接在前一收集架右支柱顶部,第2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部,第3右钢片挡板的前端头正好搭接在前一收集架右支柱顶部,
……
,第a-2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部的判断方法为:在每个横杆上均设置有接近传感器,其接近传感器的个数与所有钢片挡板的个数相等。当其接近传感器接收到接近信号时,对应的气缸停止工作,表示钢片挡板的前端头正好搭接在前一收集架支柱顶部。
[0163]
同时,控制器向其第1右气缸发出气缸伸缩杆伸长控制命令,第1右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第1右气缸的伸缩杆伸长,此时第1右气缸的伸缩杆向上推动第1右钢片挡板,当推动第1右钢片挡板到位时,第1右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
[0164]
控制器向其第1左气缸和第1右气缸发出气缸伸缩杆停止运动控制命令,第1左气缸和第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸和第1右气缸停止运动;
[0165]
s13,控制器向其第2左气缸发出气缸伸缩杆伸长控制命令,第2左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第2左气缸的伸缩杆伸长,此时第2左气缸的伸缩杆向上推动第2左钢片挡板32,当推动第2左钢片挡板32到位时,第2左钢片挡板32的前端头正好搭接在前一收集架左支柱顶部;
[0166]
同时,控制器向其第2右气缸发出气缸伸缩杆伸长控制命令,第2右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第2右气缸的伸缩杆伸长,此时第2右气缸的伸缩杆向上推动第2右钢片挡板,当推动第2右钢片挡板到位时,第2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
[0167]
控制器向其第1左气缸和第1右气缸发出气缸伸缩杆停止运动控制命令,第1左气缸和第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸和第1右气缸停止运动;
[0168]
s14,控制器向其第3左气缸发出气缸伸缩杆伸长控制命令,第3左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第3左气缸的伸缩杆伸长,此时第3左气缸的伸缩杆向上推动第3左钢片挡板,当推动第3左钢片挡板到位时,第3左钢片挡板的前端头正好搭接在前一收集架左支柱顶部;
[0169]
同时,控制器向其第3右气缸发出气缸伸缩杆伸长控制命令,第3右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第3右气缸的伸缩杆伸长,此时第3右气缸的伸缩杆向上推动第3右钢片挡板,当推动第3右钢片挡板到位时,第3右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
[0170]
控制器向其第3左气缸和第3右气缸发出气缸伸缩杆停止运动控制命令,第3左气缸和第3右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第3左气缸和第3右气缸停止运动;
……
;
[0171]
s1(a-1),控制器向其第a-2左气缸发出气缸伸缩杆伸长控制命令,第a-2左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第a-2左气缸的伸缩杆伸长,此时第a-2左气缸的伸缩杆向上推动第a-2左钢片挡板,当推动第a-2左钢片挡板到位时,第a-2左钢片挡
板的前端头正好搭接在前一收集架左支柱顶部;
[0172]
同时,控制器向其第a-2右气缸发出气缸伸缩杆伸长控制命令,第a-2右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第a-2右气缸的伸缩杆伸长,此时第a-2右气缸的伸缩杆向上推动第a-2右钢片挡板,当推动第a-2右钢片挡板到位时,第a-2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;
[0173]
控制器向其第a-2左气缸和第a-2右气缸发出气缸伸缩杆停止运动控制命令,第a-2左气缸和第a-2右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第a-2左气缸和第a-2右气缸停止运动。优选的,当其a取4时,控制器向其第1左气缸发出气缸伸缩杆伸长控制命令,第1左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第1左气缸的伸缩杆伸长,此时第1左气缸的伸缩杆向上推动第1左钢片挡板31,当推动第1左钢片挡板31到位时,第1左钢片挡板31的前端头正好搭接在前一收集架左支柱顶部;同时,控制器向其第1右气缸发出气缸伸缩杆伸长控制命令,第1右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第1右气缸的伸缩杆伸长,此时第1右气缸的伸缩杆向上推动第1右钢片挡板,当推动第1右钢片挡板到位时,第1右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;控制器向其第1左气缸和第1右气缸发出气缸伸缩杆停止运动控制命令,第1左气缸和第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸和第1右气缸停止运动;控制器向其第2左气缸发出气缸伸缩杆伸长控制命令,第2左气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第2左气缸的伸缩杆伸长,此时第2左气缸的伸缩杆向上推动第2左钢片挡板32,当推动第2左钢片挡板32到位时,第2左钢片挡板32的前端头正好搭接在前一收集架左支柱顶部;同时,控制器向其第2右气缸发出气缸伸缩杆伸长控制命令,第2右气缸接收到控制器发送的气缸伸缩杆伸长控制命令后,第2右气缸的伸缩杆伸长,此时第2右气缸的伸缩杆向上推动第2右钢片挡板,当推动第2右钢片挡板到位时,第2右钢片挡板的前端头正好搭接在前一收集架右支柱顶部;控制器向其第1左气缸和第1右气缸发出气缸伸缩杆停止运动控制命令,第1左气缸和第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸和第1右气缸停止运动。
[0174]
在本发明的一种优选实施方式中,在步骤s2中包括以下步骤:
[0175]
s21,将钢筋置于左导向斜台15和右导向斜台上使其滚动或滑动;
[0176]
s22,控制器根据第1计数器计数的钢筋的根数,判断第1计数器计数钢筋的根数是否小于预设第1根数阈值:
[0177]
若第1计数器计数钢筋的根数小于预设第1根数阈值,则返回步骤s22;
[0178]
若第1计数器计数钢筋的根数大于或者等于预设第1根数阈值,则控制器向其第1左气缸发出气缸伸缩杆缩短控制命令,第1左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第1左气缸的伸缩杆缩短,此时第1左气缸的伸缩杆向下拉动第1左钢片挡板31,当拉动第1左钢片挡板31与左导向斜台15呈β时,β∈[π/6,π/3),控制器向其第1左气缸发出气缸伸缩杆停止运动控制命令,第1左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸停止运动;第1左钢片挡板与左导向斜台15呈β,第2左钢片挡板与左导向斜台15呈β,第3左钢片挡板与左导向斜台15呈β,第a-2左钢片挡板与左导向斜台15呈β,以及第1右钢片挡板与右导向斜台15呈β,第2右钢片挡板与右导向斜台15呈β,第3右钢片挡板与右导向斜台15呈β,第a-2右钢片挡板与右导向斜台15呈β的判断方法为:在每个钢片挡板与收
集架支柱的铰接点处设置有角度传感器,角度传感器的个数与所有钢片挡板的个数相等,钢片挡板包括左钢片挡板和右钢片挡板,当其角度传感器计算得到钢片挡板与左导向斜台15呈β时,对应的气缸停止工作。
[0179]
同时,控制器向其第1右气缸发出气缸伸缩杆缩短控制命令,第1右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第1右气缸的伸缩杆缩短,此时第1右气缸的伸缩杆向下拉动第1右钢片挡板,当拉动第1右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第1右气缸发出气缸伸缩杆停止运动控制命令,第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1右气缸停止运动;
[0180]
s23,控制器根据第2计数器计数的钢筋的根数,判断第2计数器计数钢筋的根数是否小于预设第2根数阈值:
[0181]
若第2计数器计数钢筋的根数小于预设第2根数阈值,则返回步骤s23;
[0182]
若第2计数器计数钢筋的根数大于或者等于预设第2根数阈值,则控制器向其第2左气缸发出气缸伸缩杆缩短控制命令,第2左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第2左气缸的伸缩杆缩短,此时第2左气缸的伸缩杆向下拉动第2左钢片挡板32,当拉动第2左钢片挡板32与左导向斜台15呈β时,β∈[π/6,π/3),控制器向其第2左气缸发出气缸伸缩杆停止运动控制命令,第2左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第2左气缸停止运动;
[0183]
同时,控制器向其第2右气缸发出气缸伸缩杆缩短控制命令,第2右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第2右气缸的伸缩杆缩短,此时第2右气缸的伸缩杆向下拉动第2右钢片挡板,当拉动第2右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第2右气缸发出气缸伸缩杆停止运动控制命令,第2右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第2右气缸停止运动;
[0184]
s24,控制器根据第3计数器计数的钢筋的根数,判断第3计数器计数钢筋的根数是否小于预设第3根数阈值:
[0185]
若第3计数器计数钢筋的根数小于预设第3根数阈值,则返回步骤s24;
[0186]
若第3计数器计数钢筋的根数大于或者等于预设第3根数阈值,则控制器向其第3左气缸发出气缸伸缩杆缩短控制命令,第3左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第3左气缸的伸缩杆缩短,此时第3左气缸的伸缩杆向下拉动第1左钢片挡板31,当拉动第3左钢片挡板与左导向斜台15呈β时,β∈[π/6,π/3),控制器向其第3左气缸发出气缸伸缩杆停止运动控制命令,第3左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第3左气缸停止运动;
[0187]
同时,控制器向其第3右气缸发出气缸伸缩杆缩短控制命令,第3右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第3右气缸的伸缩杆缩短,此时第3右气缸的伸缩杆向下拉动第3右钢片挡板,当拉动第3右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第3右气缸发出气缸伸缩杆停止运动控制命令,第3右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第3右气缸停止运动;
……
;
[0188]
s2a,控制器根据第a-1计数器计数的钢筋的根数,判断第a-1计数器计数钢筋的根数是否小于预设第a-1根数阈值:
[0189]
若第a-1计数器计数钢筋的根数小于预设第a-1根数阈值,则返回步骤s2a;
[0190]
若第a-1计数器计数钢筋的根数大于或者等于预设第a-1根数阈值,则结束或返回步骤s1。优选的,a取4时,
[0191]
s21,将钢筋置于左导向斜台15和右导向斜台上使其滚动或滑动;
[0192]
s22,控制器根据第1计数器计数的钢筋的根数,判断第1计数器计数钢筋的根数是否小于预设第1根数阈值:
[0193]
若第1计数器计数钢筋的根数小于预设第1根数阈值,则返回步骤s22;
[0194]
若第1计数器计数钢筋的根数大于或者等于预设第1根数阈值,则控制器向其第1左气缸发出气缸伸缩杆缩短控制命令,第1左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第1左气缸的伸缩杆缩短,此时第1左气缸的伸缩杆向下拉动第1左钢片挡板31,当拉动第1左钢片挡板31与左导向斜台15呈β时,β∈[π/6,π/3),控制器向其第1左气缸发出气缸伸缩杆停止运动控制命令,第1左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1左气缸停止运动;
[0195]
同时,控制器向其第1右气缸发出气缸伸缩杆缩短控制命令,第1右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第1右气缸的伸缩杆缩短,此时第1右气缸的伸缩杆向下拉动第1右钢片挡板,当拉动第1右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第1右气缸发出气缸伸缩杆停止运动控制命令,第1右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第1右气缸停止运动;
[0196]
s23,控制器根据第2计数器计数的钢筋的根数,判断第2计数器计数钢筋的根数是否小于预设第2根数阈值:
[0197]
若第2计数器计数钢筋的根数小于预设第2根数阈值,则返回步骤s23;
[0198]
若第2计数器计数钢筋的根数大于或者等于预设第2根数阈值,则控制器向其第2左气缸发出气缸伸缩杆缩短控制命令,第2左气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第2左气缸的伸缩杆缩短,此时第2左气缸的伸缩杆向下拉动第2左钢片挡板32,当拉动第2左钢片挡板32与左导向斜台15呈β时,β∈[π/6,π/3),控制器向其第2左气缸发出气缸伸缩杆停止运动控制命令,第2左气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第2左气缸停止运动;
[0199]
同时,控制器向其第2右气缸发出气缸伸缩杆缩短控制命令,第2右气缸接收到控制器发送的气缸伸缩杆缩短控制命令后,第2右气缸的伸缩杆缩短,此时第2右气缸的伸缩杆向下拉动第2右钢片挡板,当拉动第2右钢片挡板与右导向斜台呈β时,β∈[π/6,π/3),控制器向其第2右气缸发出气缸伸缩杆停止运动控制命令,第2右气缸接收到控制器发送的气缸伸缩杆停止控制命令后,第2右气缸停止运动;
[0200]
s24,控制器根据第3计数器计数的钢筋的根数,判断第3计数器计数钢筋的根数是否小于预设第3根数阈值:
[0201]
若第3计数器计数钢筋的根数小于预设第3根数阈值,则返回步骤s24;
[0202]
若第3计数器计数钢筋的根数大于或者等于预设第3根数阈值,则结束或返回步骤s1。
[0203]
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。