1.本发明属于耐火材料技术领域,具体涉及一种耐火材料成型装置。
背景技术:
2.耐火材料是指耐火度不低于1580
°
c的一类无机非金属材料,它们在受热时一般都能保持它们的本身物理强度,并且它们还具有高度的贮热特性,是各种耐高温设备必需的材料,耐火材料广泛应用于化工、石油、冶金、机械制造、动力等工业领域,在高温工业生产发展中起着不可替代的重要作用,耐火材料一般分为两种,即不定型耐火材料和定型耐火材料,不定型耐火材料也叫浇注料,是由多种骨料或集料和粘和剂组成的混合粉状颗料,使用时必须和液体配合搅拌均匀,具有较强的流动性,定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工,定型耐火材料生产时需要使用专用机械加压制做而成,现有机械压制前的添料,压制后的取砖等操作均需要通过人工进行,浪费人力,效率低下,并且容易对工人造成人身伤害,因此设计出一种操作方便、工作高效、安全性高、成型效果好的耐火材料成型装置是很有必要的。
技术实现要素:
3.本发明的目的是为了克服现有技术的不足,而提供操作方便、工作高效、安全性高、成型效果好的一种耐火材料成型装置。
4.本发明的目的是这样实现的:一种耐火材料成型装置,它包括滑台、上料机构、储料盒、工作箱和输送带,所述的滑台下方设置有支腿,所述的滑台上方设置有上料机构,所述的上料机构包括上料液压缸、盛料箱和推板,所述的上料液压缸与滑台固定连接,所述的上料液压缸内部伸缩杆与盛料箱固定连接,所述的盛料箱上侧设置有围板,所述的盛料箱底部设置有下料口,所述的盛料箱右侧设置有推板,所述的上料机构上方设置有储料盒,所述的储料盒与滑台之间设置有支撑架,所述的支撑架与储料盒和滑台均通过紧固螺栓固定连接,所述的储料盒下侧设置有放料管,所述的放料管位置与盛料箱中部对应,所述的滑台右侧设置有工作箱,所述的工作箱包括箱体、上挤压设备、下挤压设备和成型模具,所述的箱体上方设置有上挤压设备,所述的上挤压设备包括上挤压液压缸和上压台,所述的上压台上侧设置有连杆a,所述的箱体下方设置有下挤压设备,所述的下挤压设备包括下挤压液压缸和下压台,所述的上挤压设备和下挤压设备之间设置有成型模具,所述的成型模具外侧设置有连杆b,所述的箱体内部设置有固定齿轮,所述的固定齿轮左右两侧分别设置有第一齿条和第二齿条,所述的第一齿条与连杆a固定连接,所述的第二齿条与连杆b固定连接,所述的工作箱右方设置有输送带,所述的输送带下方设置有脚杆。
5.所述的盛料箱前后两侧均设置有限位板,所述的箱体中部设置有限位槽,所述的限位板与限位槽相互配合。
6.所述的限位板下方设置有滑轮,所述的滑轮可在限位槽内部移动。
7.所述的放料管中部设置有放料挡板,所述的放料挡板端部设置有把手。
8.所述的上料液压缸位于滑台中部,所述的支撑架位于滑台前后两侧。
9.所述的储料盒底部倾斜角度为10-20
°
。
10.所述的上料液压缸、上挤压液压缸和下挤压液压缸均通过液压油站进行驱动。
11.所述的第一齿条和第二齿条均与固定齿轮相互啮合。
12.所述的输送带高度与成型模具出料状态高度相互持平。
13.本发明的有益效果:本装置在使用时,先将装置进行启动,通过把手拉出放料挡板,储料盒内部耐火材料通过放料管进入盛料箱,盛料箱内部装填完毕后,将放料挡板插回,上料液压缸驱动伸缩杆伸长,将盛料箱推送至工作箱内部,盛料箱到达成型模具上方时,耐火材料通过下料口流至成型模具内部,随后上料液压缸带动盛料箱回复至原位,上挤压设备和下挤压设备启动,上压台和下压台向成型模具靠近,对耐火材料压制成型,在耐火材料压制过程中,盛料箱内部已被重新添料,耐火材料压制成型后,上料液压缸继续带动盛料箱进入工作箱内部,推板将成型耐火砖推动至输送带上方运出,如此往复,可对耐火材料进行持续加工,本发明具有操作方便、工作高效、安全性高、成型效果好的优点。
附图说明
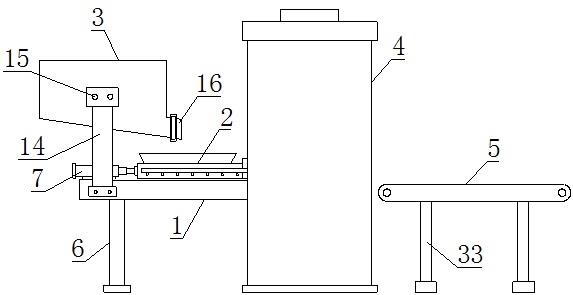
14.图1为本发明一种耐火材料成型装置的正视图。
15.图2为本发明一种耐火材料成型装置的工作箱侧视图。
16.图3为本发明一种耐火材料成型装置的上料机构俯视图。
17.图4为本发明一种耐火材料成型装置的滑轮结构示意图。
18.图5为本发明一种耐火材料成型装置的放料管俯视图。
19.图6为本发明一种耐火材料成型装置的第一齿条和第二齿条与固定齿轮连接结构图。
20.图中:1、滑台
ꢀꢀ
2、上料机构
ꢀꢀ
3、储料盒
ꢀꢀ
4、工作箱
ꢀꢀ
5、输送带
ꢀꢀ
6、支腿
ꢀꢀ
7、上料液压缸
ꢀꢀ
8、盛料箱
ꢀꢀ
9、围板
ꢀꢀ
10、下料口
ꢀꢀ
11、推板
ꢀꢀ
12、限位板
ꢀꢀ
13、滑轮
ꢀꢀ
14、支撑架
ꢀꢀ
15、紧固螺栓
ꢀꢀ
16、放料管
ꢀꢀ
17、放料挡板
ꢀꢀ
18、把手
ꢀꢀ
19、箱体
ꢀꢀ
20、上挤压设备
ꢀꢀ
21、下挤压设备
ꢀꢀ
22、成型模具
ꢀꢀ
23、限位槽
ꢀꢀ
24、上挤压液压缸
ꢀꢀ
25、上压台
ꢀꢀ
26、连杆a27、下挤压液压缸
ꢀꢀ
28、下压台
ꢀꢀ
29、连杆b30、固定齿轮
ꢀꢀ
31、第一齿条
ꢀꢀ
32、第二齿条
ꢀꢀ
33、脚杆。
具体实施方式
21.下面结合附图对本发明做进一步的说明。
22.实施例1如图1-6所示,一种耐火材料成型装置,它包括滑台1、上料机构2、储料盒3、工作箱4和输送带5,所述的滑台1下方设置有支腿6,所述的滑台1上方设置有上料机构2,所述的上料机构2包括上料液压缸7、盛料箱8和推板11,所述的上料液压缸7与滑台1固定连接,所述的上料液压缸7内部伸缩杆与盛料箱8固定连接,所述的盛料箱8上侧设置有围板9,所述的盛料箱8底部设置有下料口10,所述的盛料箱8右侧设置有推板11,所述的上料机构2上方设置有储料盒3,所述的储料盒3与滑台1之间设置有支撑架14,所述的支撑架14与储料盒3和滑台1均通过紧固螺栓15固定连接,所述的储料盒3下侧设置有放料管16,所述的放料管16位置与盛料箱8中部对应,所述的滑台1右侧设置有工作箱4,所述的工作箱4包括箱体19、上
挤压设备20、下挤压设备21和成型模具22,所述的箱体19上方设置有上挤压设备20,所述的上挤压设备20包括上挤压液压缸24和上压台25,所述的上压台25上侧设置有连杆a26,所述的箱体19下方设置有下挤压设备21,所述的下挤压设备21包括下挤压液压缸27和下压台28,所述的上挤压设备20和下挤压设备21之间设置有成型模具22,所述的成型模具22外侧设置有连杆b29,所述的箱体19内部设置有固定齿轮30,所述的固定齿轮30左右两侧分别设置有第一齿条31和第二齿条32,所述的第一齿条31与连杆a26固定连接,所述的第二齿条32与连杆b29固定连接,所述的工作箱4右方设置有输送带5,所述的输送带5下方设置有脚杆33。
23.所述的盛料箱8前后两侧均设置有限位板12,所述的箱体19中部设置有限位槽23,所述的限位板12与限位槽23相互配合。
24.所述的限位板12下方设置有滑轮13,所述的滑轮13可在限位槽23内部移动。
25.所述的放料管16中部设置有放料挡板17,所述的放料挡板17端部设置有把手18。
26.本发明在使用时,先将装置进行启动,通过把手18拉出放料挡板17,储料盒3内部耐火材料通过放料管16进入盛料箱8,盛料箱8内部装填完毕后,将放料挡板17插回,上料液压缸7驱动伸缩杆伸长,将盛料箱8推送至工作箱4内部,盛料箱8到达成型模具22上方时,耐火材料通过下料口10流至成型模具22内部,随后上料液压缸7带动盛料箱8回复至原位,上挤压设备20和下挤压设备21启动,上压台25和下压台28向成型模具22靠近,对耐火材料压制成型,在耐火材料压制过程中,盛料箱8内部已被重新添料,耐火材料压制成型后,上料液压缸7继续重复带动盛料箱8进入工作箱4内部,推板11将成型耐火砖推动至输送带5上方运出,如此往复,可对耐火材料进行持续加工,本发明具有操作方便、工作高效、安全性高、成型效果好的优点。
27.实施例2如图1-6所示,一种耐火材料成型装置,它包括滑台1、上料机构2、储料盒3、工作箱4和输送带5,所述的滑台1下方设置有支腿6,所述的滑台1上方设置有上料机构2,所述的上料机构2包括上料液压缸7、盛料箱8和推板11,所述的上料液压缸7与滑台1固定连接,所述的上料液压缸7内部伸缩杆与盛料箱8固定连接,所述的盛料箱8上侧设置有围板9,所述的盛料箱8底部设置有下料口10,所述的盛料箱8右侧设置有推板11,所述的上料机构2上方设置有储料盒3,所述的储料盒3与滑台1之间设置有支撑架14,所述的支撑架14与储料盒3和滑台1均通过紧固螺栓15固定连接,所述的储料盒3下侧设置有放料管16,所述的放料管16位置与盛料箱8中部对应,所述的滑台1右侧设置有工作箱4,所述的工作箱4包括箱体19、上挤压设备20、下挤压设备21和成型模具22,所述的箱体19上方设置有上挤压设备20,所述的上挤压设备20包括上挤压液压缸24和上压台25,所述的上压台25上侧设置有连杆a26,所述的箱体19下方设置有下挤压设备21,所述的下挤压设备21包括下挤压液压缸27和下压台28,所述的上挤压设备20和下挤压设备21之间设置有成型模具22,所述的成型模具22外侧设置有连杆b29,所述的箱体19内部设置有固定齿轮30,所述的固定齿轮30左右两侧分别设置有第一齿条31和第二齿条32,所述的第一齿条31与连杆a26固定连接,所述的第二齿条32与连杆b29固定连接,所述的工作箱4右方设置有输送带5,所述的输送带5下方设置有脚杆33。
28.为了更好的效果,所述的盛料箱8前后两侧均设置有限位板12,所述的箱体19中部
设置有限位槽23,所述的限位板12与限位槽23相互配合,限位板12和限位槽23可防止盛料箱8发生偏移。
29.为了更好的效果,所述的限位板12下方设置有滑轮13,所述的滑轮13可在限位槽23内部移动。
30.为了更好的效果,所述的放料管16中部设置有放料挡板17,所述的放料挡板17端部设置有把手18,把手18便于移动放料挡板17。
31.为了更好的效果,所述的上料液压缸7位于滑台1中部,所述的支撑架14位于滑台1前后两侧,上料液压缸7和支撑架14互不影响。
32.为了更好的效果,所述的储料盒3底部倾斜角度为10-20
°
,储料盒3底部倾斜便于耐火材料流动。
33.为了更好的效果,所述的上料液压缸7、上挤压液压缸24和下挤压液压缸27均通过液压油站进行驱动,液压油站在图中未画出。
34.为了更好的效果,所述的第一齿条31和第二齿条32均与固定齿轮30相互啮合。
35.为了更好的效果,所述的输送带5高度与成型模具22出料状态高度相互持平。
36.本发明在使用时,先将装置进行启动,通过把手18拉出放料挡板17,储料盒3内部耐火材料通过放料管16进入盛料箱8,围板9可防止耐火材料洒落,盛料箱8内部装填完毕后,将放料挡板17插回,上料液压缸7驱动伸缩杆伸长,将盛料箱8推送至工作箱4内部,盛料箱8底部与滑台1上侧进行贴合,避免耐火材料洒出,盛料箱8通过限位板12与限位槽23卡接,滑轮13便于盛料箱8进行移动,盛料箱8到达成型模具22上方时,耐火材料通过下料口10流至成型模具22内部,随后上料液压缸7带动盛料箱8回复至原位,上挤压设备20和下挤压设备21启动,上压台25和下压台28向成型模具22靠近,对耐火材料压制成型,上压台25在移动过程中,通过连杆a26带动第一齿条31下移,进而通过固定齿轮30带动第二齿条32上移,第二齿条32通过连杆b29带动成型模具22上移,给耐火材料留够充足的压制空间,压制完毕后,上压台25上移,进而带动成型模具22下移,此时下挤压液压缸27驱动下压台28继续上移,将成型耐火砖顶出,便于推板11将成型耐火砖推至输送带5,在耐火材料压制过程中,盛料箱8内部已被重新添料,耐火材料压制成型后,上料液压缸7继续重复带动盛料箱8进入工作箱4内部,推板11将成型耐火砖推动至输送带5上方运出,如此往复,可对耐火材料进行持续加工,本装置在使用时,工人只需通过放料挡板17控制储料盒3向盛料箱8内部添料即可,可以大大避免意外事故的发生,本装置自动化程度较高,工作效率高,采用双向加压成型效果好,适合推广,本发明具有操作方便、工作高效、安全性高、成型效果好的优点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。