1.本发明涉及航空器零部件加工装置技术领域,特别涉及一种飞机壁板激光双光束焊接工装用长桁、底座快速固定装置。
背景技术:
2.激光焊接的原理可分为热传导型焊接和激光深熔焊接,热传导型激光焊接原理为激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。
3.现代飞机普遍具有复杂的双曲率气动外形,同时存在大量形状随外形曲率变化的零件,其中以长桁最为典型。飞机机翼长桁紧贴机翼蒙皮内型面沿展向平行分布,和机翼壁板、翼肋、机翼与机身对接处连接。长桁和蒙皮组成的壁板结构是飞机机翼结构中的基础构件,主要用于承受机体载荷和支撑气动外形,是最重要的结构之一。长桁不仅数量众多,其工艺过程也十分复杂,特别是现代大型飞机设计中,大型长桁多为柔性细长结构,外形曲率变化复杂,结构特征多,几何尺寸变化多样,成型精度要求高,装配关系严格保证。因此长桁类零件的制造成为大型飞机研制中的主要瓶颈之一。
4.而在长桁与机翼蒙皮的连接过程中,一般是采用激光焊接。焊接时零件通过飞机壁板激光双光束焊接工装进行固定,如公开号为cn113084378a的专利。但是现有的工装使用时:长桁两端卡在支座上后,通过拧动限位卡上的锁紧螺栓进行竖向限位,横向通过插销限位。零件固定与取出均需要人工反复拧动锁紧螺栓,加工效率低且人工劳动强度大;除此外还需要插入插销限制其横向位移,零件固定过程繁琐。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种飞机壁板激光双光束焊接工装用长桁、底座快速固定装置,通过转动压紧壳、第一限位柱和第二限位柱实现长桁与工装的固定,固定过程简单、快速,仅需进行简单的转动动作即可一步到位实现长桁与工装的固定,省去反复松紧螺栓的复杂过程,也避免插销的使用,固定过程简单、快速,人工劳动强度低。
6.本发明的目的是通过以下技术方案来实现的:一种飞机壁板激光双光束焊接工装用长桁、底座快速固定装置,包括固定座、第一支撑件、第二支撑件、转动压紧壳和限位组件;所述固定座之间设有用于对长桁纵向限位的限位槽;所述第一支撑件和第二支撑件均为凹字形结构,所述第一支撑件与第二支撑件与所述固定座固定连接,所述第一支撑件和第二支撑件相互垂直;所述第一支撑件上设有与限位槽对应的第一限位柱,所述第一限位柱可沿竖向滑动,所述第一限位柱顶部设有第一斜面,所述第一限位柱外部设有第一复位件;所述第二支撑件上设有与限位槽对应的第二限位柱,所述第二限位柱可沿横向滑动,所述第二限位柱顶部设有第二斜面,所述第二限位
柱外部设有第二复位件,所述第二限位柱轴线与第一限位柱轴线垂直;所述转动压紧壳通过转轴与所述固定座转动连接,所述转动压紧壳设置在所述第一支撑件和第二支撑件外部,所述转动压紧壳内部设有与第一斜面对应的第一楔形台和与第二斜面对应的第二楔形台;所述限位组件用于限制转动压紧壳向一个方向转动,所述限位组件包括棘轮和棘爪,所述棘轮同轴设置在所述转轴上,所述棘爪通过连接轴设置在所述固定座上,所述棘爪与所述棘轮啮合。
7.进一步地,所述第一复位件和第二复位件为弹簧。
8.进一步地,所述转动压紧壳为扇形结构。
9.进一步地,所述固定座与飞机壁板激光双光束焊接工装滑动连接。
10.进一步地,所述飞机壁板激光双光束焊接工装上设有滑轨,所述固定座底部设有与所述滑轨适配的自锁滑块,所述固定座通过自锁滑块和滑轨与所述飞机壁板激光双光束焊接工装相连接。
11.进一步地,所述飞机壁板激光双光束焊接工装上设有t型的滑槽,所述滑槽内设有限位孔,所述限位孔内设有锁紧柱,所述锁紧柱顶部设有第三斜面,所述锁紧柱底部通过支撑弹簧与所述限位孔相连接,所述固定座底部设有与滑槽适配的滑动板,所述固定座通过滑动板、滑槽与所述飞机壁板激光双光束焊接工装相连接。
12.进一步地,所述第一限位柱、第二限位柱朝向限位槽的一端设有橡胶套。
13.进一步地,所述固定座为分体式结构。
14.进一步地,所述固定座包括两对称设置呈l字形的固定板。
15.进一步地,所述固定板上设有三角形的加强板。
16.本发明的有益效果是:本发明的快速固定装置通过转动压紧壳、第一限位柱和第二限位柱实现长桁与工装的固定,固定过程简单、快速,仅需进行简单的转动动作即可一步到位实现长桁与工装的固定,省去了反复松紧螺栓的复杂过程,也避免了插销的使用,固定过程简单、快速,人工劳动强度低。
附图说明
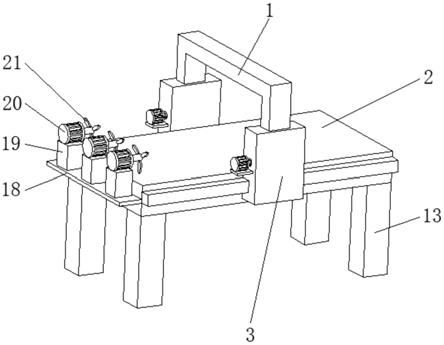
17.图1为现有技术汇总飞机壁板激光双光束焊接工装的结构示意图;图2为固定座、第一支撑件及第二支撑件的结构示意图;图3为飞机壁板激光双光束焊接工装用长桁、底座快速固定装置的结构示意图;图4为为飞机壁板激光双光束焊接工装用长桁、底座快速固定装置的剖视图;图5为本发明实施例2中飞机壁板激光双光束焊接工装用长桁、底座快速固定装置与飞机壁板激光双光束焊接工装的连接关系示意图;图中,1、固定座;2、第一支撑件;3、第二支撑件;4、转动压紧壳;5、限位组件;6、限位槽;7、第一限位柱;8、第二限位柱;9、第一复位件;10、第二复位件;11、转轴;12、第一楔形台;13、第二楔形台;14、棘轮;15、棘爪;16、连接轴;17、滑槽;18、限位孔;19、锁紧柱;20、支撑弹簧;21、固定板;22、加强板;23、飞机壁板激光双光束焊接工装;24、长桁。
具体实施方式
18.下面将结合实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.参阅图1-图5,本发明提供一种技术方案:实施例1:如图1-图4所示,一种飞机壁板激光双光束焊接工装用长桁、底座快速固定装置,包括固定座1、第一支撑件2、第二支撑件3、转动压紧壳4和限位组件5;所述固定座1之间设有用于对长桁24纵向限位的限位槽6;所述第一支撑件2和第二支撑件3均为凹字形结构,所述第一支撑件2与第二支撑件3与所述固定座1固定连接,所述第一支撑件2和第二支撑件3相互垂直;所述第一支撑件2上设有与限位槽6对应的第一限位柱7,所述第一限位柱7可沿竖向滑动,所述第一限位柱7顶部设有第一斜面,所述第一限位柱7外部设有第一复位件9;所述第二支撑件3上设有与限位槽6对应的第二限位柱8,所述第二限位柱8可沿横向滑动,所述第二限位柱8顶部设有第二斜面,所述第二限位柱8外部设有第二复位件10,所述第二限位柱8轴线与第一限位柱7轴线垂直;所述转动压紧壳4通过转轴11与所述固定座1转动连接,所述转动压紧壳4设置在所述第一支撑件2和第二支撑件3外部,所述转动压紧壳4内部设有与第一斜面对应的第一楔形台12和与第二斜面对应的第二楔形台13;所述限位组件5用于限制转动压紧壳4向一个方向转动,所述限位组件5包括棘轮14和棘爪15,所述棘轮14同轴设置在所述转轴11上,所述棘爪15通过连接轴16设置在所述固定座1上,所述棘爪15与所述棘轮14啮合。
20.所述固定座1为分体式结构。所述固定座1包括两对称设置呈l字形的固定板21。所述固定板21上设有三角形的加强板22;所述第一复位件9和第二复位件10为弹簧;所述转动压紧壳4为扇形结构。
21.其中,图1中x、y、z方向分别对应上述横向、纵向和竖向。长桁24的两端分别通过快速固定装置固定。
22.工作原理:长桁24端部伸入限位槽6内,此时长桁24的纵向由限位槽6限位。长桁24端部与固定座1端部齐平到位,此时转动压紧壳4朝向远离长桁24端部的方向转动。转动压紧壳4转动过程第一楔形台12和第二楔形台13分别作用在第一限位柱7和第二限位柱8的第一斜面和第二斜面上,随着转动压紧壳4的转动,第一限位柱7和第二限位柱8在第一楔形台12和第二楔形台13的作用下朝向长桁24运动直至压紧在长桁24上。此时长桁24的竖向和横向分别由第一限位柱7和第二限位柱8限位,长桁24在固定座1及第一限位柱7和第二限位柱8的作用下被牢牢固定。
23.而转动压紧壳4转动至第一限位柱7和第二限位柱8压紧长桁24时,其由于棘轮14和棘爪15的作用不能反向转动,进而保证第一限位柱7和第二限位柱8稳定的压紧在长桁24上。
24.零件加工完毕,需要拆卸时,手动拨开棘爪15,使棘爪15与棘轮14分离,转动压紧
壳4反向转动,第一限位柱7和第二限位柱8在弹簧的作用下自动复位,解除长桁24的固定,之后取出长桁24即可。
25.本发明的快速固定装置通过转动压紧壳4、第一限位柱7和第二限位柱8实现长桁24与工装的固定,固定过程简单、快速,仅需进行简单的转动动作即可一步到位实现长桁24与工装的固定,省去了反复松紧螺栓的复杂过程,也避免了插销的使用,固定过程简单、快速,人工劳动强度低。
26.进一步地,所述固定座1与飞机壁板激光双光束焊接工装23滑动连接。
27.所述飞机壁板激光双光束焊接工装23上设有滑轨,所述固定座1底部设有与所述滑轨适配的自锁滑块,所述固定座1通过自锁滑块和滑轨与所述飞机壁板激光双光束焊接工装23相连接。
28.其中自锁滑块为现有技术,其结构及原理此处不做赘述。
29.固定座1与飞机壁板激光双光束焊接工装23滑动连接的设置是为了方便长桁24端部伸入限位槽6,避免长桁24进入限位槽6时与第一支撑件2发生干涉。长桁24到位后,滑动固定座1至固定座1端部与长桁24端部齐平,并通过自锁滑块锁紧固定座1。
30.实施例2:本实施例与实施例1的区别在于,如图5所示,所述飞机壁板激光双光束焊接工装23上设有t型的滑槽17,所述滑槽17内设有限位孔18,所述限位孔18内设有锁紧柱19,所述锁紧柱19顶部设有第三斜面,所述锁紧柱19底部通过支撑弹簧20与所述限位孔18相连接,所述固定座1底部设有与滑槽17适配的滑动板,所述固定座1通过滑动板、滑槽17与所述飞机壁板激光双光束焊接工装23相连接。
31.固定座1滑动至滑槽17最左侧到位,该过程固定座1挤压锁紧柱19收回至限位孔18内,固定座1到位时,固定座1离开锁紧柱19,锁紧柱19在支撑弹簧20的作用下复位,此时固定座1被锁紧柱19固定在滑槽17内。
32.进一步地,所述第一限位柱7、第二限位柱8朝向限位槽6的一端设有橡胶套。设置的橡胶套不但能增加第一限位柱、第二限位柱与长桁之间的摩擦,同时还能避免第一限位柱和第二限位柱压坏长桁。
33.以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。