1.本实用新型涉及产品组装用设备领域,具体而言,涉及一种能够高效上料,交替加工,从而提高产品组装效率的自动组装机。
背景技术:
2.电子产品的加工领域中,装配是产品加工中极为重要的步骤。现有的产品大多采用多个部件现行组装为一个组件或机构,在将组件或机构进行高效组装从而获得成品。当着需要针对所述组件或机构进行组装设备的单独设计并制造,致使产品加工成本增高,也影响的产品的加工效率。
3.因此,如何能够高效的实现多个部件的一次性组装是电子产品加工中需要解决的技术问题之一。
技术实现要素:
4.为解决现有技术中存在的技术问题,本实用新型的目的在于提供一种能够高效上料、交替加工、一次性组装且提高产品组装效率的自动组装机。
5.为实现上述目的,本实用新型采用以下技术方案:
6.一种自动组装机,其包括机架及装配于机架的上料机构、旋转机构、点胶建模机构、芯片抓取机构及配件抓取机构,其中:
7.所述上料机构装于所述机架旁,其包括升降结构及两个上料箱,所述两个上料箱呈上下分布并由升降结构驱动进行升降位移,实现两个上料箱的交替作业;
8.所述旋转机构包括旋转组装板及滑轨架,所述滑轨架安装于所述机架上,该滑轨架上滑动连接有滑动座;所述旋转组装板具有两个相对设置的加工工位,该旋转组装板可旋转的装于所述滑动座之上,形成所述两个加工工位进行交替作业的结构;
9.所述点胶建模机构对应一个所述加工工位设置,所述芯片抓取机构及配件抓取机构对应另一所述加工工位设置。
10.进一步优选的:所述点胶建模机构包括三轴调节架、点胶嘴及建模相机,其中:
11.所述三轴调节架固定于所述机架上;
12.所述点胶嘴安装在点胶架上,所述点胶架装于所述三轴调节架上,形成三轴向位移调节机构;
13.所述建模相机固定于所述点胶架上,并靠近所述点胶嘴设置。
14.进一步优选的:所述芯片抓取机构包括旋转料盘、取料组件及吸附组件,其中:
15.所述旋转料盘上矩阵分布有四个工位,其由旋转电机驱动旋转;
16.所述机架安装有固定板,所述旋转料盘位于所述固定板的下方,所述固定板上开设有两个通孔,两个通孔对应所述旋转料盘上的两个工位设置;
17.所述取料组件的数量为两个,且分别装于所述固定板的两个通孔处;
18.所述吸气组件装于所述固定板上,并对应所述旋转料盘上的一个工位设置。
19.进一步优选的:所述取料组件包括升降料架、定位牙及顶板,其中:
20.所述升降料架包括呈矩阵分布的四个导轨架;
21.所述顶板位于所述升降料架中,并由顶起气缸驱动进行上升顶起;
22.所述定位牙铰接于所述导轨架上,其数量为多个,形成芯片上升抓取结构。
23.进一步优选的:所述定位牙为倾斜设置的杆体,其朝向升降料架内的一端为顶起端,该顶起端为尖端。
24.进一步优选的:所述吸附组件包括吸盘及双轴位移架,其中:
25.所述双轴位移架固定于所述固定板上;
26.所述吸盘通过吸盘架吊装于所述双轴位移架上,并由双轴位移架驱动进行吸附抓取位移。
27.进一步优选的:所述配件抓取机构包括抓取机械臂及配件料盘,其中:
28.所述配件料盘的数量与产品所需配件数量相适配,所述配件料盘均装于所述机架上;
29.所述抓取机械臂固装于所述机架上,所述配件料盘位于该抓取机械臂的抓取半径之内。
30.进一步优选的:所述配件料盘包括振动料盘,所述振动料盘的数量为三个,分成两组,两组所述振动料盘置于所述抓取机械臂的两侧;
31.所述振动料盘一端连通配件料仓,形成振动式的供料结构。
32.进一步优选的:所述配件料盘包括顶出料盘,所述顶出料盘的数量为两个,并列设置;
33.所述顶出料盘包括顶出架及顶出块,所述顶出架与待顶出的配件相适配,所述顶出块与顶出架滑动相连,并由顶出驱动件驱动沿所述顶出架方向位移,形成顶出式的供料结构。
34.进一步优选的:所述配件料盘包括矩阵摆盘,所述矩阵摆盘通过凸台架设于所述机架之上。
35.采用上述技术方案后,本实用新型与现有技术相比,具有如下优点:
36.本实用新型涉及的交替上料的上料结构,其能够实现高效的上料动作,同时利用旋转组装板的直线位移及旋转,实现其端处的两个工位进行交替作业,并配合芯片抓取机构及配件抓取结构,进行高效的部件组装,在实现一次性组装成型的基础上,提高了产品组装效率,降低产品加工成本,从而解决现有技术中存在的技术问题。
附图说明
37.图1是本实用新型实施例中所述自动组装机的结构立体示意图;
38.图2是本实用新型实施例中所述自动组装机的内部结构立体示意图一;
39.图3是本实用新型实施例中所述自动组装机的内部结构立体示意图二;
40.图4是本实用新型实施例中所述自动组装机的内部结构立体示意图三;
41.图5是本实用新型实施例中所述自动组装机的内部结构立体示意图四;
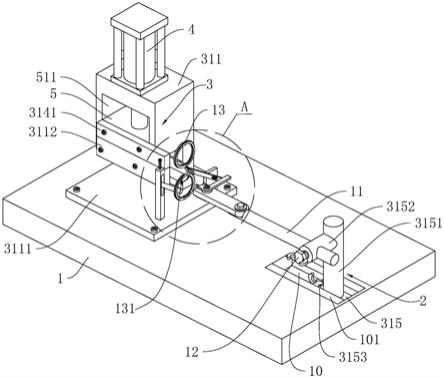
42.图6是图3所示结构中a处结构放大图。
具体实施方式
43.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
44.在本实用新型中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示本实用新型的装置或元件必须具有特定的方位,因此不能理解为对本实用新型的限制。
45.实施例
46.如图1至图5所示,一种自动组装机,其包括机架1及装配于机架1的上料机构100、旋转机构200、点胶建模机构300、芯片抓取机构400及配件抓取机构。
47.如图1所示,所述机架1为具有安装腔的支撑柜体,其端面为安装面,并罩设一安全罩2,该安全罩2上开设有操作窗口,同时还设置有智能操控板3,所述智能操控板3上设置有控制按钮并设置有显示屏4,进行实时控制;
48.所述安装罩2远离机架的端处设置有相机组件,该相机组件为安装有ccd的视觉补偿结构。
49.如图2至图5所示,所述上料机构100装于所述机架1旁,其包括升降结构及两个上料箱130;所述升降结构包括升降滑轨110及升降座120,所述升降滑轨110固定于所述机架1侧面,并竖直设置,该升降滑轨110由升降伺服电机驱动,所述升降座120具有上下分布的两个座板;所述两个上料箱130分别置于所述两个座板上,呈上下分布;两个上料箱130由升降座120驱动进行升降位移,实现两个上料箱130的交替上料;
50.具体的说:所述上料箱130具有上料面,该上料面与上料箱的内腔连通,所述上料箱130的内腔通过分隔板分隔呈多个容料腔,所述多个容料腔呈矩阵分布;所述原料装于所述容料腔内,并由升降结构驱动进行上升送料,再从所述容料腔内从上料面取出。
51.如图2至图5所示,所述旋转机构200包括旋转组装板及滑轨架,所述滑轨架固定于所述机架1的安装面上,所述滑轨架上具有直线滑轨,所述直线滑轨沿所述上料箱的取料方向设置,所述滑轨架具有一滑动座,所述滑动座与滑轨滑动相连;所述旋转组装板为一矩形板体,并可旋转的装于所述滑动座之上,所述旋转组装板的两个短边分别设置有两个加工工位,所述旋转组装板从对应上料位置处沿直线滑轨方向滑动位置,实现组装加工;
52.所述旋转组装板通过伺服电机驱动进行旋转,实现所述两个加工工位的交替作业。
53.如图2至图5所示,所述点胶建模机构300位于所述滑轨架旁侧,并靠近一个所述加工工位设置,该点胶建模机构300包括三轴调节架310、点胶嘴320及建模相机330;所述三轴调节架310固定于所述机架1的安装面上,该三轴调节架310包括x轴调节架、y轴调节架及z轴调节架,所述x轴调节架装于所述机架的安装面上,并与所述滑轨架垂直分布,该x轴调节架设置有x轴向滑轨,所述y轴调节架与x轴向滑轨滑动相连,该y轴调节架设置有y轴向滑轨,所述z轴调节架与y轴向滑轨滑动相连,该z轴调节架上设置有z轴向滑轨;所述点胶嘴320安装在点胶架上,所述点胶架与z轴向滑轨滑动相连,形成三轴向位移调节机构;
54.所述建模相机330固定于所述点胶架上,并靠近所述点胶嘴设置,所述建模相机
330为ccd相机,实现对加工工位的部件进行拍照建模,所述点胶嘴320及建模相机330均位于所述加工工位之上,形成点胶建模工位;所述旋转组装板的旋转交替对所述加工工位处拍照,而后,所述加工工位旋转,配合部件抓取组装;另一所述加工工位通过旋转组装板的旋转,到达点胶嘴320及建模相机330下方,进行拍照建模,从而实现两个加工工位之间的旋转交替作业。
55.如图2至图6所示,所述芯片抓取机构400位于所述滑轨架的另一旁侧,并对应另一所述加工工位设置,与所述点胶建模机构300相对设置。所述芯片抓取机构400包括旋转料盘410、取料组件430及吸附组件450,所述旋转料盘410上矩阵分布有四个工位,其由旋转电机驱动旋转,所述四个工位为上料工位、吸附工位451、抓取工位440及上料辅助工位;所述机架1上安装有一固定板420,所述旋转料盘410位于所述固定板420的下方,所述固定板420上开设有两个通孔,两个通孔对应上料工位及上料辅助工位设置;所述取料组件430的数量为两个,且分别装于所述固定板420的两个通孔处;所述吸气组件450装于所述固定板420上,并对应所述旋转料盘410上的一个工位设置;
56.所述取料组件430包括升降料架431、定位牙432及顶板433,所述升降料架431包括呈矩阵分布的四个导轨架,所述导轨架为l形状的导轨杆;所述顶板433位于所述升降料架431中,并由顶起气缸驱动沿所述导轨架的方向进行上升顶起;所述定位牙432铰接于所述导轨架上,其数量为多个,形成芯片上升抓取结构;所述定位牙432为倾斜设置的杆体,其朝向升降料架431内的的一端为顶起端,该顶起端为尖端;具体的说:所述升降料架431与待抓取的物料尺寸相适配,并由顶起气缸驱动顶板433驱动沿升降料架431方向,以顶起堆叠的物料,当堆叠的物料被顶起后,所述定位牙432的顶起端抵于所述物料的底面上,剩余的物料被留存在上料工位处,物料再由旋转料盘410旋转位移到吸附工位451处;
57.所述吸附组件450包括吸盘及双轴位移架,所述双轴位移架固定于所述固定板上,所述双轴位移架包括y轴滑动架及z轴滑动架,所述y轴滑动架固定于所述固定板上,其上设置有y轴向滑轨,所述z轴滑动架与y轴向滑轨滑动相连,所述z轴滑动架上设置有z轴向滑轨;所述吸盘吊装于一吸盘架上,所述线架与所述z轴向滑轨滑动相连,所述吸盘由双轴位移架驱动进行吸附抓取位移,从而将物料上的配件吸附抓取走,使得物料留在吸附工位451处,并由旋转料盘410旋转位移到组装工位440处,所述组装工位440靠近另一所述加工工位设置。
58.如图2至图5所示,所述配件抓取机构对应旋转组装板上另一所述加工工位设置;所述配件抓取机构包括抓取机械臂500及配件料盘,所述配件料盘的数量与产品所需配件数量相适配,所述配件料盘均固定于所述机架1上;所述抓取机械臂500固装于所述机架1上,所述配件料盘均置于该抓取机械臂500的抓取半径之内。
59.如图2至图5所示,所述配件料盘包括振动料盘610,所述振动料盘610的数量为三个,并分成两组,两组所述振动料盘610置于所述抓取机械臂500的两侧;所述振动料盘610一端连通配件料仓,形成振动式的供料结构;所述振动料盘610为柔性振动料盘;所述配件料盘还包括顶出料盘620,所述顶出料盘620的数量为两个,并列设置;所述顶出料盘620包括顶出架及顶出块,所述顶出架与待顶出的配件相适配,所述顶出块与顶出架滑动相连,并由顶出驱动件驱动沿所述顶出架方向位移,形成顶出式的供料结构;所述配件料盘包括矩阵摆盘630,所述矩阵摆盘630通过凸台架设于所述机架1之上。
60.如图2至图5所示,在本实施例中所述芯片抓取机构400旁侧还设置有一组装座700,所述组装座700装于所述机架1的安装面上,从所述芯片抓取机构400加工后的配件,被放置于所述组装工位440处,利用所述配件抓取机构中的抓取机械臂500,将配件进行抓取,从而实现部件的组装;其余的配件,通过振动料盘610、顶出料盘620及矩阵摆盘630进行有序上料,并配合,其抓取机械臂500进行配件抓取,在旋转组装板的一个加工工位处进行部件的组装,而获得加工后的产品。
61.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。