1.本发明涉及花炮和烟花设备技术领域,尤其涉及一种用来制作烟花内筒的智能烟花内筒机。
背景技术:
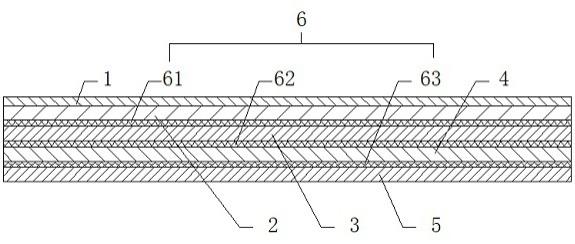
2.烟花一般由外筒、内筒、火药组成,所述内筒的外部为圆柱形,所述内筒的内部设有开口向上的内腔,所述内筒的底部设有向下开口的凹槽,所述凹槽的中心设有向下突起的凸台,所述凸台的中心设有引线孔。
3.现有的内筒大部分采用纸张、胶水通过卷绕制作成圆柱形筒体,再将圆柱形筒体晒干或烘干,然后用泥巴或封口剂在筒体的底部制作出筒体封闭端。这种用纸张卷绕制作圆柱形筒体、泥巴或封口剂制作封闭端的方式,存在机械化程度低、生产速度慢、效率低的问题。少部分厂家采用膏料压制内筒,所述膏料一般由纸浆、石膏、胶粘剂配制作而成。采用膏料压制内筒的速度比较快,但也存在内筒粘附在压制模具上不容易脱落、膏料挤料送料自动化低、容易跑料等问题。
技术实现要素:
4.本发明的目的是为了克服现有技术的不足,提供一种新型的智能烟花内筒机。
5.本发明是通过以下技术方案予以实现的:
6.一种智能烟花内筒机,包括机架、上推送机构、上压紧装置、下压紧装置、下推送机构,所述机架的上部安装有上推送机构,所述上推送机构的底部安装有上压紧装置,所述机架的下部安装有下推送机构,所述下推送机构的顶部安装有下压紧装置,其特征在于:所述上压紧装置包括上压板、上成型杆,所述上压板的下部安装有朝向下方的上成型杆,所述下压紧装置包括下成型杆、下压板,所述下压板的上部安装有朝向上方的下成型杆,所述上压紧装置与下压紧装置之间设有成型装置,所述成型装置为成型板、成型箱或成型框,所述成型装置内设有若干成型通孔,所述成型通孔的形状均与内筒的外周形状相匹配,所述下成型杆的上端形状与内筒的底部形状相匹配,且所述下成型杆可在成型通孔内上下滑动,所述上成型杆的下端形状与内筒的内腔形状相匹配,所述上成型杆伸入到成型通孔内,所述上成型杆与下成型杆相互配合压紧,在成型装置的成型通孔内形成内筒。
7.优选的,所述成型装置为成型板,所述成型板内设有若干竖直的贯穿成型板的成型通孔,所述成型板内还设有若干加热管或加热通道,所述成型板的外部安装有第二进油管、第二出油管,所述加热管或加热通道分别与第二进油管、第二出油管相连通。
8.优选的,所述智能烟花内筒机还设有自动脱料装置,所述自动脱料装置包括脱料板、脱料套、碰撞杆、脱料弹簧,所述脱料板上安装有若干与贯穿脱料板的脱料套,所述脱料套套装在上成型杆上,所述脱料套与上成型杆相适配,所述脱料套可沿上成型杆上下滑动,所述脱料板的顶部安装有若干竖直向上的碰撞杆,所述碰撞杆向上穿过上压板,所述碰撞杆上部套装有脱料弹簧。
9.优选的,所述上压紧装置、下压紧装置上均设有加热装置,所述加热装置为油加热装置或电加热装置。
10.优选的,所述上压紧装置上设有第一油加热装置,所述第一油加热装置包括第一进油管、第一出油管、加热油箱、加热芯杆,所述加热油箱安装在上压板上,所述加热油箱内部安装有一隔板,所述隔板将加热油箱内部分隔为位于上部的第一热油腔、位于下部的第二热油腔,所述第一热油腔、第二热油腔分别与第一进油管、第一出油管相连,所述上成型杆的上端穿过上压板伸入到加热油箱的第二热油腔内,并使上成型杆的加热腔与第二热油腔相连通,每根上成型杆的加热腔内均设有一根加热芯杆,所述加热芯杆为两端开口的带有中心通孔的空心杆,所述加热芯杆的上部穿过加热油箱内部的隔板与第一热油腔相连通;所述下压紧装置上设有第二油加热装置,所述第二油加热装置与第一油加热装置结构相同、上下对称。
11.优选的,所述智能烟花内筒机还包括自动挤料装置,所述自动挤料装置包括挤料机架、挤料推送机构、活塞、储料箱、储料腔、出料孔、出料沉孔、弹性圈,所述挤料机架下部安装有挤料推送机构,所述挤料推送机构的上方设有储料箱,所述储料箱的顶部设有若干出料孔,所述出料孔的顶端设有出料沉孔,所述出料孔与出料沉孔的中心轴线互相重合,所述出料沉孔内安装有弹性圈;所述储料箱内部设有储料腔,所述出料孔均与储料腔相连通,所述储料腔内设有相适配的活塞,所述活塞与挤料推送机构相连;所述储料箱的顶部还设有若干用来开启和关闭出料孔的开闭单元。
12.优选的,所述自动挤料装置的上方安装有智能储料送料装置,所述智能储料送料装置包括送料机架、第一推送机构、第二推送机构、推料板、推料杆、储料板、储料孔、进料凸台、第一导向机构、送料机构;所述送料机架的顶部安装有第一推送机构、第二推送机构,所述第一推送机构与推料板相连,所述推料板的底部安装有若干推料杆,第二推送机构与储料板相连,所述储料板上设有若干贯穿的储料孔,所述储料板的底部在对应储料孔的位置设有若干进料凸台,所述储料孔位于进料凸台的中心,所述进料凸台与自动挤料装置顶部的出料沉孔相适配,所述储料孔与自动挤料装置顶部的出料孔相对应,所述推料杆与储料孔相适配,所述推料杆的下端伸入到储料孔内,且所述推料杆能沿储料孔上下运动;所述送料机架的底部安装有第一导向机构,所述送料机架与送料机构相连。
13.优选的,所述第一导向机构为导轨滑块式导向机构、滚轮式导向机构、导向杆式导向机构中的一种;所述送料机构为液压送料机构、气动送料机构、电动螺杆送料机构、凸轮送料机构、皮带送料机构、电机连杆送料机构或齿轮齿条机构中的一种。
14.优选的,所述第一导向机构包括导向轨道、滚轮,所述导向轨道有两根,平行安装在挤料机架的顶部,两根平行的导向轨道内分别对应设置有两组滚轮,两组滚轮分别安装在送料机架的两侧;所述送料机构包括送料电机、链条传动机构、送料丝杆、送料丝杆螺母、第五推动板,所述送料电机安装在挤料机架的顶部右侧,所述送料电机通过链条传动机构分别与两根送料丝杆相连,两根送料丝杆上分别安装有相适配的两个送料丝杆螺母,两个送料丝杆螺母分别安装在两块第五推动板上,两块第五推动板通过焊接或螺栓固定的方式安装在送料机架的两侧。
15.优选的,所述智能烟花内筒机还设有自动接料装置。
16.本发明具有以下技术效果:
17.本发明通过自动挤料装置、智能储料送料装置将制作内筒的膏料送入到成型装置的若干成型通孔内,然后启动上推送机构、下推送机构,由上推送机构推动上压紧装置的上成型杆向下运动,由下推送机构推动下压紧装置的下成型杆向上运动,所述上成型杆、下成型杆对成型通孔内的膏料进行挤压,形成内筒毛坯。优选的,所述上成型杆、下成型杆与油加热装置或电加热装置相连,所述成型装置内也设有油加热装置,利用加热油对上成型杆、下成型杆、成型通孔及成型通孔内的内筒毛坯同时进行加热;使内筒毛坯迅速烘干,形成固化成形的内筒。所述推送机构、下推送机构同时向上运动,使固化成形的内筒跟随上成型杆、下成型杆向上运动脱离成型装置的成型通孔,然后下推送机构改变方向带动下成型杆向下退回到初始位置,固化成形后的内筒粘附在上成型杆上,再通过脱料装置或人工脱料使内筒脱离上成型杆,即得到所需的内筒。
18.本发明可以采用人工或自动脱料装置。作为优选,本发明采用自动脱料装置,所述自动脱料装置包括脱料板、脱料套、碰撞杆、脱料弹簧,所述脱料板上安装有若干贯穿的脱料套,所述脱料套套装在上成型杆上。当上推送机构带动上压板、粘附有内筒的上成型杆、脱料板、碰撞杆一起向上运动时,碰撞杆的顶部与机架的顶板产生碰撞,使脱料板、脱料套停止运动,脱料板上的脱料套阻止内筒运动,由于上成型杆继续向上运动,从而使内筒从上成型杆上脱落,实现自动脱料。
19.本发明可以采用人工或自动送料装置将制作内筒的膏料送入到成型装置的若干成型通孔。作为优选,本发明采用自动挤料装置、智能储料送料装置。所述智能储料送料装置包括送料机架、第一推送机构、第二推送机构、推料板、推料杆、储料板、储料孔、进料凸台、送料机构,所述第二推送机构推动设有若干储料孔的储料板向下运动,使储料孔底部的进料凸台插入到自动挤料装置顶部的出料沉孔中,出料沉孔中设有弹性圈以增加相互配合的弹力,防止挤料时,膏料从缝隙中漏出。同时第一推送机构推动推料板、推料杆向下运动,使推料杆插入到储料孔内的适当位置,然后自动挤料装置中的挤料推送机构启动,推动储料箱内的活塞向上运动,将储料腔内储存的制作内筒的膏料从出料孔挤出,所述膏料进入到储料板的储料孔内。然后第二推送机构向上运动,使储料板、进料凸台与自动挤料装置顶部的出料沉孔脱离。送料机构启动,将送料机架推入到上压紧装置与成型装置之间,并使储料孔对准成型装置上的成型通孔。所述第一推送机构推动推料板、推料杆向下运动,将储料孔储存的膏料挤入到下方的成型通孔内,然后第一推送机构带动推料杆向上回到初始位置。送料机构返回,带动送料机架回到初始位置,开始下一个挤料、送料的循环。
20.本发明采用了新的原理、新的结构,实现了内筒的自动挤料、自动送料、自动压制,而且挤料送料的量可以精准调节,而且不会跑料,本发明自动化程度高,适合大批量生产,不但使内筒的产量提高到原来的5-10倍以上,而且制作的内筒不用再晒干或烘干,极大的提高了生产速度、生产效率,缩短了生产周期、降低了成本。本发明制作的内筒外表面与内腔均光洁整齐,质量也高于人工生产的内筒。
附图说明
21.图1为内筒的结构示意图。
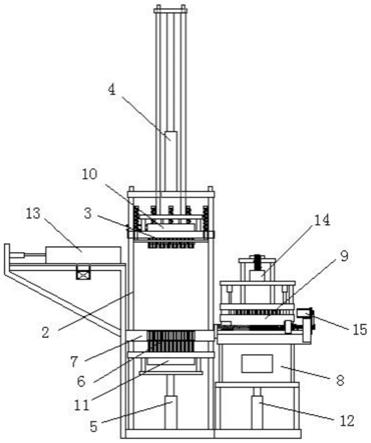
22.图2为本发明的结构示意图。
23.图3为上压紧装置的结构示意图。
24.图4为成型装置的主视图。
25.图5为成型装置的俯视剖视图。
26.图6为下压紧装置的结构示意图。
27.图7为自动挤料装置、智能储料送料装置的结构示意图。
28.图8为图7中a处局部放大图。
29.图9为智能储料送料装置的结构示意图。
30.图10为自动接料装置的结构示意图。
31.附图中:1—内筒;2—机架、第一导向柱211、第一顶板212、第一底座213; 3—上压紧装置、301—上压板、302—上成型杆、303—加热腔;4—上推送机构、401—第一液压缸、402—第一推动板、403—第一推动杆、404—第二推动板、405—第一连接杆;5—下推送机构、501—第二液压缸、502—第三推动板、503—第二连接杆;6—下压紧装置、601—下压板、602—下成型杆、603—成型头;7—成型装置、701—成型板、702—成型通孔、703—加热通道、704—第二进油管、705—第二出油管;8—自动挤料装置、801—挤料机架、802—活塞、803—储料箱、804—储料腔、805—出料孔、806—出料沉孔、807—弹性圈;808—开闭单元;9—智能储料送料装置、901—送料机架、902—推料板、903—推料杆、904—储料板、 905—储料孔、906—进料凸台、907—第二底座、908—第二导向柱、909—第二顶板、910—第二推送机构、911—第一导向机构、912—导向轨道、913—滚轮; 10—第一油加热装置、101—第一进油管、102—第一出油管、103—加热油箱、 104—加热芯杆、105—隔板、106—第一热油腔、107—第二热油腔;11—第二油加热装置;12—挤料推送机构、121—第三液压缸;13—自动接料装置、131—接料箱、132—斜向出料管、133—接料机架、134—第二导向机构、135—滑动导轨、136—滑动块、137—接料推送机构、138—固定板、139—第五液压缸;14—第一推送机构、141—伺服电机、142—丝杆、143—丝杆螺母、144—第四推动板、 145—第二推动杆;15—送料机构、151—送料电机、152—链条传动机构、153—送料丝杆、154—送料丝杆螺母、155—第五推动板;16—自动脱料装置、161—脱料板、162—脱料套、163—碰撞杆、164—脱料弹簧、165—碰撞块。
具体实施方式
32.下面结合具体实施方式对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;本发明中的“前、后、左、右、上、下、顶、底”等位置是为了方便描述本发明,并非限定零部件的安装位置,在实际应用时其位置可根据情况进行调整。对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
33.如图1所示,所述内筒1为现有技术,内筒1的外周形状为圆柱形,所述内筒1的内部设有向上开口的内腔,所述内筒1的底部设有向下开口的凹槽,所述凹槽的中心设有向下突起的凸台,所述凸台的中心设有引线孔。需要说明的是,所述内筒1的内腔与底部也可以采用其它形状和结构。
34.如图2所示,一种智能烟花内筒机,包括机架2、上压紧装置3、上推送机构4、下推送机构5、下压紧装置6、成型装置7。
35.如图2、图3、图6所示,所述机架2包括第一底座213、第一导向柱211、第一顶板212,所述第一底座213为长方形或正方形钢板底座或框架底座,采用钢板、铸钢或型材制作而成。第一底座213的四个角上通过螺纹孔连接或焊接的方式安装有四根竖直向上的第一导向柱211,所述第一导向柱211的顶端通过螺纹连接或焊接的方式安装有第一顶板212。所述机架2的顶部安装有上推送机构 4,所述上推送机构4为液压机构、气动机构、电动螺杆机构、凸轮机构、电机丝杆机构、电机连杆机构或齿轮齿条机构中的一种。
36.在本实施例中,在本实施例中,所述上推送机构4包括第一液压缸401、第一推动板402、第一推动杆403、第二推动板404、第一连接杆405。所述第一液压缸401的缸体通过螺栓固定安装在机架2的第一顶板212上,所述第一液压缸 401的活塞802杆的上端通过螺纹连接、焊接或其它连接方式与第一推动板402 固定相连。所述第一推动板402为方形钢板,第一推动板402的四个角上安装有四根竖直向下的第一推动杆403,所述第一顶板212上设有与第一推动杆403对应的通孔,所述第一推动杆403穿过第一顶板212上的通孔与第二推动板404 固定相连。所述第二推动板404为长方形或正方形钢板,第二推动板404的底部固定安装有若干第一连接杆405,所述第一连接杆405的下端通过螺纹连接、焊接或其它方式与上压紧装置3固定相连。
37.所述上压紧装置3包括上压板301、上成型杆302。所述上压板301采用钢板制作,为长方形或正方形,所述上压板301通过螺纹连接或焊接的方式与第一连接杆405的下端相连,上压板301的四个角上分别设有与四根第一导向柱211 对应的导向孔,所述上压板301通过导向孔套装在第一导向柱211上,所述上压板301在第一液压缸401的活塞802杆作用下可沿第一导向柱211上下运动。
38.上压板301的底部通过镶嵌、螺纹连接或焊接的方式安装有若干竖直向下的上成型杆302,所述上成型杆302为空心杆或实心杆,所述上成型杆302的下端形状与内筒1的内腔形状相匹配。优选的,所述上成型杆302为下端封闭的圆柱形空心杆,采用合金钢、不锈钢或其它金属材料制作而成。上成型杆302内部设有加热腔303,所述加热腔303与油加热装置或电加热装置相连。
39.如图3所示,在本实施例中,上成型杆302内部的加热腔303采用与第一油加热装置10相连的方式,用加热油通入到上成型杆302的加热腔303内来加热上成型杆302。作为优选,所述第一油加热装置10包括第一进油管101、第一出油管102、加热油箱103、加热芯杆104。所述加热油箱103通过螺栓或焊接的方式安装在上压板301的顶面上,所述加热油箱103为长方形或其它形状的空心箱体结构,加热油箱103内部安装有一隔板105,所述隔板105将加热油箱103 内部分隔为位于上部的第一热油腔106、位于下部的第二热油腔107,所述第一热油腔106、第二热油腔107分别与第一进油管101、第一出油管102相连,所述第一进油管101与外部的加热油相连。所述上成型杆302的上端穿过上压板 301伸入到加热油箱103的第二热油腔107内,并使上成型杆302的加热腔303 与第二热油腔107相连通。每根上成型杆302的加热腔303内均设有一根加热芯杆104,所述加热芯杆104为两端开口的带有中心通孔的空心圆杆或空心方杆,所述加热芯杆104的上部穿过加热油箱103内部的隔板105与第一热油腔106 相连通,所述加热芯杆104的顶部通过焊接、镶嵌、压装或其它方式安装在第一热油腔106底部的隔板105上。需要说明的是,本发明还可以采用其它结构的油加热装置和电加热装置,这些均应包括在本发明的保护范围之内。
40.作为优选,本发明的上压紧装置3上还设有自动脱料装置。在本实施例中,如图3所示,所述自动脱料装置16包括脱料板161、脱料套162、碰撞杆163、脱料弹簧164,所述脱料板161为长方形金属板,所述脱料板161上安装有若干与贯穿脱料板161的脱料套162,所述脱料套162为金属空心套筒,所述脱料套 162的中心设有中心孔,所述脱料套162的中心孔与上成型杆302相适配。所述脱料板161通过脱料套162套装在上成型杆302上,所述脱料套162可沿上成型杆302上下滑动,所述脱料板161的顶部焊接安装有若干竖直向上的碰撞杆163,在上压板301上均设有若干与碰撞杆163对应的通孔,所述碰撞杆163向上穿过上压板301上的通孔。所述碰撞杆163上套装有脱料弹簧164,所述脱料弹簧164 为金属弹簧,所述脱料弹簧164的上端与碰撞杆163的顶部焊接相连,所述脱料弹簧164的下端与上压板301焊接相连。需要说明的是,所述碰撞杆163的顶部也可以通过螺纹连接、焊接、胶粘或其它方式安装碰撞块165,所述碰撞块165 可以为橡胶块、塑料块或金属块。
41.当上推送机构4带动上压板301、上成型杆302、碰撞杆163、脱料弹簧164 一起向上运动,碰撞杆163碰撞到机架21顶部的顶板212时,脱料弹簧164压缩,与碰撞杆163固定连接的脱料板161、脱料套162停止运动,而上成型杆302 继续向上运动,所述脱料套162阻挡上成型杆302上附着的内筒,使内筒从上成型杆302上脱落。需要说明的是,自动脱料装置也可以采用其它结构的脱料装置。
42.如图2、图4、图5所示,第一导向柱211的中部通过焊接、螺栓固定或孔安装的方式安装有成型装置7,所述成型装置7为成型板701、成型箱或成型框。在本实施例中,所述成型装置7为成型板701,所述成型板701采用厚度为 10-500cm的钢板制作而成,为长方形或正方形板状结构。所述成型板701内通过铸造或机加工的方式设有若干竖直的贯穿成型板701的成型通孔702,所述成型通孔702的形状均与内筒1的外周形状相匹配,所述成型通孔702的数量、位置均与上压紧装置中的上成型杆一一对应。优选的,所述成型通孔702为圆柱形通孔,所述圆柱形通孔均匀分布在成型板701内。所述成型板701内还设有若干加热通道703,所述加热通道703为圆形孔通道、方形孔通道、蛇形通道、网状通道或其它形状的通道,加热通道703与成型通孔702互不连通,所述加热通道 703通过钻削、铸造、管道焊接或其它制作方式设置在成型板701内。或者所述成型板701内还设有若干加热管,所述加热管为空心圆管、空心方管、空心蛇形管、网状空心管或其它形状的空心管,加热管与成型通孔702互不连通,所述加热管通过预埋、镶嵌、焊接或其它制作方式设置在成型板701内。
43.所述成型板701的左侧通过管接头安装有第二进油管704、第二出油管705,所述加热管或加热通道703分别与第二进油管704、第二出油管705相连通。外部已加热的加热油通过第二进油管704进入到加热管或加热通道703内,对成型板701、成型通孔702进行加热,然后从第二出油管705流出。
44.如图6所示,成型装置7的下方设有下压紧装置6,所述下压紧装置6包括下成型杆602、下压板601。
45.所述下压板601采用钢板制作,为长方形或正方形。下压板601的四个角上分别设有与四根第一导向柱211对应的导向孔,所述下压板601通过导向孔套装在四根第一导向柱211,下压板601在下推送机构5作用下可沿第一导向柱211 上下运动。
46.所述下压板601上通过螺纹安装、镶嵌或焊接的方式安装有若干竖直向上的下成型杆602,所述下成型杆602的数量、位置分别与成型箱703内的成型通孔 702、上压紧装置3
中的上成型杆302一一对应。所述下成型杆602的上端设有成型头603,所述成型头603的外周为圆柱形,成型头603的顶端形状与内筒1 的底部形状相匹配。所述成型头603的外径与成型箱703内的成型通孔702的内径相适配,且所述下成型杆602和成型头603在下推送机构5的作用下可在成型通孔702内上下滑动。作为优选,所述下成型杆602的成型头603可以预先伸入到成型通孔702内。
47.所述下成型杆602均为空心杆或实心杆,采用合金钢、不锈钢或其它金属材料制作而成。作为优选,所述下成型杆602为圆柱形空心杆,所述下成型杆602 的上端通过铸造或机加工的方式制作有成型头603,下成型杆602的杆体外径小于或等于成型头603的外径。所述下成型杆602与油加热装置或电加热装置相连。优选的,所述下成型杆602内部的空腔与第二油加热装置相连,所述第二油加热装置与第一油加热装置10结构相同、上下对称。
48.需要说明的是,所述下成型杆602的上端也可以不制作成型头603,而是直接将下成型杆602的上端加工成与内筒1的底部相匹配的形状。所述下成型杆 602可以采用与其他结构的油加热装置或电加热装置进行加热,或者不采用加热装置。
49.如图6所示,所述下压紧装置6的下方设有下推送机构5,所述下压紧装置 6的底部与下推送机构5相连接。所述下推送机构5为液压推送机构、气动推送机构、电动螺杆机构、凸轮推送机构、电动丝杆机构、电机连杆机构或齿轮齿条机构中的一种。
50.在本实施例中,所述下推送机构5包括第二液压缸501、第三推动板502、第二连接杆503。所述第二液压缸501的缸体竖直向上安装在机架2的第一底座 213上,所述第二液压缸501的活塞802杆的上端与第三推动板502固定相连,所述第三推动板502为方形钢板,第三推动板502的四个角上安装有四根竖直向上的第二连接杆503,所述第二连接杆503的上端通过螺纹连接、焊接或其它方式与下压板601固定相连。
51.如图2、图7、图8所示,所述智能烟花内筒机还包括自动挤料装置8,所述自动挤料装置8包括挤料机架801、挤料推送机构12、活塞802、储料箱803、储料腔804、出料孔805、出料沉孔806、弹性圈807、开闭单元808。
52.所述挤料机架801为长方形框架式结构,采用槽钢或其它型钢焊接而成。所述挤料机架801下部安装有挤料推送机构12,所述挤料推送机构12的上方设有储料箱803。所述储料箱803为空心箱体,其外形为长方形、正方形、圆柱形或其它形状。所述储料箱803的顶板上通过机加工的方式加工有若干出料孔805,所述出料孔805与成型装置7上的成型通孔702一一对应。每个出料孔805的顶端都设有圆形的出料沉孔806,所述出料孔805与出料沉孔806的中心轴线互相重合,所述出料沉孔806内安装有弹性圈807。所述储料箱803内部设有储料腔 804,所述出料孔805的底端均与储料腔804相连通,所述储料腔804内填充有用来制作内筒1的膏料。所述储料腔804内设有相适配的活塞802,所述活塞802 与储料腔804的内壁成滑动配合连接。
53.所述活塞802与挤料推送机构12相连,所述挤料推送机构12为液压缸装置、气缸装置、电动螺杆装置、凸轮机构装置、电机丝杆机构、电机连杆装置或齿轮齿条装置中的一种。在本实施例中,所述挤料推送机构12采用第三液压缸121,所述第三液压缸121的缸体通过螺栓固定安装在挤料机架801的底部,所述第三液压缸121的活塞802杆与活塞802通过法兰连接、焊接、螺纹连接或其它方式固定相连。
54.所述储料箱803的顶板上还设有若干用来开启和关闭出料孔805的开闭单元 808。
每个出料孔805上均安装有一个开闭单元808,所述开闭单元808为转动式开闭单元808、插片式开闭单元808、电磁式开闭单元808或其它结构的开闭单元808。作为优选,在本实施例中,所述开闭单元808采用电磁阀,以控制出料孔805的开启和关闭。需要说明的是,所述电磁阀也可以用液压阀、电动阀或气动阀代替。
55.如图7、图8、图9所示,所述自动挤料装置8的上方安装有智能储料送料装置9,所述智能储料送料装置9包括送料机架901、第一推送机构14、第二推送机构910、推料板902、推料杆903、储料板904、储料孔905、进料凸台906、第一导向机构911、送料机构15。
56.所述送料机架901由第二底座907、第二导向柱908、第二顶板909构成,所述所述第一底座213为长方形或正方形框式底座,采用槽钢、角钢、方钢管或其它型材焊接而成。底座的四个角上通过螺纹孔连接或焊接的方式安装有四根竖直向上的第二导向柱908,所述导向柱的顶端通过螺纹连接或焊接的方式安装有第二顶板909。
57.所述第二顶板909上安装有第一推送机构14、第二推送机构910。所述第一推送机构14的下端与推料板902相连,所推料板902为正方形或长方形金属板,所述推料板902的底部通过焊接、螺丝孔安装或镶嵌的方式安装有若干竖直向下的推料杆903,所述推料杆903为金属圆杆。第二推送机构910与储料板904相连,所储料板904为t字形金属板,所述储料板904的四个角上设有与第二导向柱908相适配的导向孔,所述储料板904通过导向孔套装在第二导向柱908 上,且所述储料板904可沿第二导向柱908上下运动。所述储料板904上加工有若干贯穿的储料孔905,所述储料孔905为圆柱形通孔。所述储料板904的底部在对应储料孔905的位置通过机加工、铸造或焊接的方式设有若干进料凸台906。每个储料孔905的底部均设有一个圆形的进料凸台906,所述储料孔905位于进料凸台906的中心,所述进料凸台906与自动挤料装置8顶部的出料沉孔806 相适配,所述储料孔905与自动挤料装置8顶部的出料孔805互相对应。所述推料杆903的形状、数量、位置与储料孔905一一对应,推料杆903与储料孔905 相适配,所述推料杆903的下端伸入到储料孔905内,且所述推料杆903在第一推送机构14的作用下能沿储料孔905上下运动。
58.所述第一推送机构14、第二推送机构910为液压推送机构、气动推送机构、电动螺杆推送机构、凸轮推送机构、电机丝杆机构、电机连杆推送机构或齿轮齿条推送机构中的一种。在本实施例中,所述第二推送机构910采用两个第四液压缸,两个第四液压缸的缸体通过螺栓固定安装在第二顶板909的底部,两个第四液压缸的活塞802杆向下穿过推料板902与储料板904固定相连。所述第一推送机构14包括伺服电机141、丝杆142、丝杆螺母143、第四推动板144、第二推动杆145。所述伺服电机141通过螺栓固定在安装板902上,所述伺服电机141 与丝杆142相连,所述丝杆142上安装在丝杆螺母143,所述丝杆螺母安装在第四推动板144的中心,所述第四推动板144的四个角上分别安装有竖直向下的第二推动杆145,所述第二推动杆145的下端穿过第二顶板909与推料板902相连。
59.所述送料机架901的底部安装有第一导向机构911,所述第一导向机构911 为导轨滑块式导向机构、滚轮式导向机构、导向杆式导向机构中的一种。在本实施例中,所述第一导向机构911采用滚轮式导向机构,所述第一导向机构911包括导向轨道912、滚轮913,所述导向轨道912有两根,两根导向轨道912通过焊接或螺栓固定的方式平行安装在挤料机架801的顶部,两根平行的导向轨道 912内分别对应设置有两组滚轮913,两组滚轮913通过滚轮架或转动轴分别安装在送料机架901的第二底座907两侧。
60.如图9所示,所述送料机架901的右侧与送料机构15相连,所述送料机构 15为液压送料机构15、气动送料机构15、电动螺杆送料机构15、凸轮送料机构 15、皮带送料机构15、电机连杆送料机构15或齿轮齿条机构中的一种。在本实施例中,所述送料机构15包括送料电机151、链条传动机构152、送料丝杆153、送料丝杆螺母154、第五推动板155。在挤料机架801的顶部通过焊接或螺栓固定的方式设有一安装座,所述安装座的右端安装有送料电机151。所述送料电机 151通过链条传动机构152分别与两根送料丝杆153相连,两根送料丝杆153分别平行设置在送料机架901的两侧。两根送料丝杆153上分别安装有相适配的两个送料丝杆螺母154,两个送料丝杆螺母154分别安装在两块第五推动板155上,两块第五推动板155通过焊接或螺栓固定的方式安装在送料机架901的两侧。需要说明的是,所述链条传动机构152,也可以用皮带传动机构或齿轮传动机构代替。
61.所述智能烟花内筒机还设有自动接料装置13。如图10所示,在本实施例中,所述自动接料装置13包括接料箱131、斜向出料管132、接料机架133、第二导向机构134、接料推送机构137。所述接料机架133通过焊接或螺栓连接安装在机架2的左侧,所述接料机架133为三角形机架,采用钢管、槽钢或其它型材焊接而成。所述接料机架133的顶部设有接料箱131,所述接料箱131通过第二导向机构134活动安装在接料机架133上,所述接料箱131为上端开口的空心箱体,所述接料箱131的底部设有斜向出料管132或斜向出料槽,所述斜向出料管132 或斜向出料槽上安装有电动阀门或机械式活动阀门。
62.所述第二导向机构134为导轨滑块式导向机构、滚轮式导向机构、导向杆式导向机构中的一种。在本实施例中,所述第二导向机构134采用导轨滑块式导向机构,所述第二导向机构134包括滑动导轨135、滑动块136,所述滑动导轨135 有两根,两根滑动导轨135通过焊接或螺栓固定的方式平行安装在接料机架133 的顶部,两根平行的滑动导轨135上分别对应设置有两组滑动块136,两组滑动块136通过分别焊接安装在接料箱131的两侧。
63.所述所述接料箱131的左侧与接料推送机构137相连。接料推送机构137 为液压推送机构、气动推送机构、电动螺杆推送机构、凸轮推送机构、皮带运送机构、电机连杆推送机构或齿轮齿条推送机构中的一种。在本实施例中,所述接料推送机构137采用液压推送机构,所述接料推送机构137包括固定板138、第五液压缸139,所述固定板138垂直焊接在接料机架133的左端,所述第五液压缸139的缸体通过螺栓固定安装在固定板138上,所述第五液压缸139的活塞802杆通过法兰、焊接或其它连接方式与接料箱131相连。需要说明的是,所述自动接料装置1313也可以采用其它结构的接料箱131或接料盆。
64.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,都应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。