1.本技术涉及显示技术领域,具体涉及一种印锡钢网及印刷锡膏的方法。
背景技术:
2.随着显示行业的快速发展,mini-led产品越来越受到人们的关注。其中,mini-led产品最关键的技术在于led与基板的键合。
3.现有技术中,led与基板的键合需要通过锡膏工艺完成,锡膏工艺通常是通过印锡钢网印刷方式。然而,印锡钢网印刷方式需要采用刮刀在印锡钢网上将锡膏涂覆于基板上,刮刀在刮涂过程中会有很大的力施加到基板上,容易破坏基板上的电路。
技术实现要素:
4.本技术提供一种印锡钢网及印刷锡膏的方法,可以避免刮刀在刮涂过程中破坏基板上的电路。
5.第一方面,本技术提供一种印锡钢网,所述印锡钢网用于与刮刀配合在基板上印刷锡膏,所述印锡钢网包括:
6.钢网本体,所述钢网本体包括第一区域、第二区域以及第三区域,所述第三区域设置在所述第一区域以及所述第二区域之间,所述第三区域设有多个沿着所述刮刀的刮涂方向间隔设置的网孔;以及
7.突起部,所述突起部设置在所述钢网本体朝向所述基板的一侧,所述第一区域以及所述第二区域上均设置有所述突起部。
8.在本技术提供的印锡钢网中,所述印锡钢网具有相对设置的第一端部以及第二端部,所述突起部自所述第一端部延伸至所述第二端部。
9.在本技术提供的印锡钢网中,所述突起部朝向所述基板的一侧的表面平整。
10.在本技术提供的印锡钢网中,所述基板上设置有第一走线;所述突起部避开所述第一走线设置。
11.在本技术提供的印锡钢网中,所述基板上设置有第二走线;所述突起部与所述第二走线交叉设置。
12.在本技术提供的印锡钢网中,所述突起部朝向所述基板的一侧的表面设置有凹陷子部;所述突起部与所述第二走线交叉处与所述凹陷子部对应设置。
13.在本技术提供的印锡钢网中,所述凹陷子部沿着所述第二走线的延伸方向贯穿所述突起部。
14.在本技术提供的印锡钢网中,所述钢网本体为平面钢网、阶梯钢网中的任一种。
15.在本技术提供的印锡钢网中,所述突起部的高度介于2微米至5微米之间。
16.第二方面,本技术还提供一种印刷锡膏的方法,其包括:
17.提供以上所述的印锡钢网;
18.将所述印锡钢网覆盖于所述基板上,其中,所述网孔与所述基板上的焊盘位置对
应,且所述钢网本体与所述基板具有预设间距;
19.将锡膏置于所述印锡钢网上,并以刮刀将所述锡膏涂覆于所述印锡钢网上;
20.移开所述印锡钢网。
21.本技术提供的印锡钢网及印刷锡膏的方法,通过在钢网本体朝向基板的一侧设置突起部,在基板上印刷锡膏时,刮刀的压力仅能施加在突起部上,基板上的电路因为突起部的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路;此外,可以省去了印刷锡膏前常规的喷涂黑油等保护层的工序。
附图说明
22.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1为本技术实施例提供的印锡钢网的结构示意图;
24.图2为本技术实施例提供的印锡钢网与基板的匹配示意图;
25.图3为本技术实施例提供的印锡钢网的另一结构示意图;
26.图4为本技术实施例提供的印锡钢网与基板的另一匹配示意图;
27.图5为本图3、图4中所示的突起部的放大示意图;
28.图6为本技术实施例提供的印刷锡膏的方法的流程示意图。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.此外,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。
31.本技术实施例提供的印锡钢网用于与刮刀配合在基板上印刷锡膏。其中,本技术实施例提供的印锡钢网与基板相匹配。需要说明的是,在基板上印刷锡膏时,需将印锡钢网覆盖于基板上,同时将锡膏置于印锡钢网上,并以刮刀将锡膏涂覆印锡钢网上,以在基板的焊盘上涂覆锡膏。
32.现有技术使用印锡钢网在基板上印刷锡膏时,刮刀在刮涂过程中会有很大的力施加到基板,从而容易破坏基板上的电路。相较于现有技术,使用本技术实施例提供的印锡钢网在基板上印刷锡膏时,可以使得刮刀的压力不会施加到基板上,从而避免破坏基板上的电路。
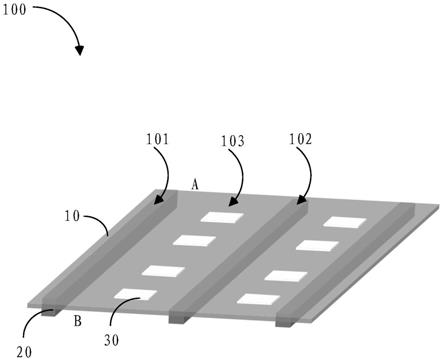
33.请参阅图1,图1为本技术实施例提供的印锡钢网的结构示意图。如图1所示,本技术实施例提供的印锡钢网100包括钢网本体10以及突起部20。突起部20设置在钢网本体10朝向基板的一侧。可以理解的,使用本技术实施例提供的印锡钢网100在基板上印刷锡膏
时,印锡钢网100会覆盖于基板上;此时,突起部20置于钢网本体10与基板之间,突起部20在支撑钢网本体10的同时,可以支撑刮刀,使得刮刀的压力仅能施加在突起部20上,基板上的电路因为突起部20的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。
34.其中,钢网本体10包括第一区域101、第二区域102以及第三区域103。第三区域103设置在第一区域101以及第二区域102之间。第三区域103设有多个沿着刮刀的刮涂方向间隔设置的网孔30。多个沿着刮刀的刮涂方向间隔设置的网孔30与基板上的多个沿着刮刀的刮涂方向间隔设置的焊盘对应。
35.其中,突起部20设置在钢网本体10朝向基板的一侧。第一区域101以及第二区域102上均设置有突起部20。可以理解,使用本技术实施例提供的印锡钢网100在基板上印刷锡膏时,刮刀可以架设钢网本体10上进行刮涂,且相邻两个突起部20可以对刮刀起到支撑作用。
36.其中,突起部20的高度介于2微米至5微米之间。比如:突起部20的高度可以为2微米。突起部20的高度可以为5微米。突起部20的高度可以为3微米。突起部20的高度可以为4微米。也即,本技术实施例通过设置突起部的高度,可以使得基板上的电路的最高处因为突起部的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。
37.本技术实施例提供的印锡钢网100,通过在第一区域101以及第二区域102上设置突起部20,使用本技术实施例提供的印锡钢网100在基板上印刷锡膏时,刮刀的压力施加在第一区域101以及第二区域102上的突起部20上,基板上的电路因为第一区域101以及第二区域102上的突起部20的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。也即,本技术实施例提供的印锡钢网100,通过设置突起部20可以承载刮刀的压力。
38.在本技术实施例中,突起部20可以设置为长条状。具体的,印锡钢网100具有相对设置的第一端部a以及第二端部b。突起部20自第一端部a延伸至第二端部b,第一端部a至第二端部b的方向为刮刀刮涂的方向。也即,突起部20的长度可以根据基板第一端部a至第二端部b的距离设置。突起部20的宽度可以根据基板上的电路的实际情况设置。也即,突起部20的宽度的设置应该尽量避开基板上的电路考虑。
39.在本技术实施例中,突起部20朝向基板一侧的表面平整。在使用本技术实施例提供的印锡钢网100在基板上印刷锡膏时,需将印锡钢网100放置在基板上。其中,突起部20朝向基板的一侧的表面会与基板接触。本技术实施例通过将突起部20朝向基板的一侧的表面设置成平整,可以避免刮刀在刮涂过程中印锡钢网100晃动。
40.在本技术实施例中,钢网本体10为平面钢网、阶梯钢网中的任一种。阶梯钢网就是在同一个网板上做成两种或多种厚度,为了应付所有大大小小的电子零件同时出现在同一面的电路板上,提升焊接品质。阶梯钢网可以由局部加厚增加钢网厚度来增加锡膏的印刷量,或是局部减薄来降低钢网厚度来减少锡膏印刷量。因此,可以将网孔30设置成阶梯状,以增加一些区域的下锡厚度,减少一些区域的下锡厚度。这样设置能够进一步使对应网孔30的锡膏快速分离并聚集至基板的焊盘上,降低连锡的风险。
41.进一步的,请参阅图2,图2为本技术实施例提供的印锡钢网与基板的匹配示意图。结合图1、图2所示,基板200包括第一基板区域201、第二基板区域202以及第三基板区域203,第三基板区域203设置在第一基板区域201与第二基板区域202之间。在使用本技术实施例提供的印锡钢网100在基板200上印刷锡膏时,第一基板区域201与第一区域101对应,
第二基板区域202与第二区域102对应,第三基板区域203与第三区域103对应。
42.第三基板区域203上设置有电路。具体的,第三基板区域203上设置有多个焊盘、两条第一走线204。两条第二走线205横跨第一基板区域201、第二基板区域202及第三基板区域203。多个焊盘沿着刮刀的刮涂方向间隔设置。也即,多个焊盘排列设置成一列焊盘。该列焊盘具有第一侧、第二侧、第三侧以及第四侧,第一侧与第二侧相对,第三侧与第四侧相对。第一走线204沿着刮刀的刮涂方向延伸。第一条第一走线204靠近第一侧设置,第二条第一走线204靠近第二侧设置。第二走线205沿着与刮刀的刮涂方向交叉的方向延伸。第一条第二走线205靠近第三侧设置,第二条第二走线205靠近第四侧设置。两条第二走线205均延伸至第一基板区域201以及第二基板区域202。
43.其中,多个焊盘可以包括多个正极焊盘以及多个负极焊盘。在沿着刮刀刮涂的方向上,正极焊盘与负极焊盘交替设置。第一条第一走线204可以为vdd走线,第二条第一走线204可以为数据线,第一条第二走线205可以为vss线,第二条第二走线205可以为扫描线。
44.本技术实施例提供的印锡钢网,通过在对应第一基板区域201的第一区域101以及对应第二基板区域202的第二区域102上设置突起部20,使用本技术实施例提供的印锡钢网100在基板200上印刷锡膏时,刮刀的压力仅能施加在对应第一基板区域201的第一区域101上的突起部20以及对应第二基板区域202的第二区域102上的突起部20上,第三基板区域203上的电路因为第一区域101以及第二区域102上的突起部20的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。
45.请参阅图3,图3为本技术实施例提供的印锡钢网的另一结构示意图。其中,图3所示的印锡钢网300与图所示的印锡钢网100的区别在于:图3所示的印锡钢网300中的突起部20朝向基板的一侧的表面设置有凹陷子部40。
46.如图3所示,本技术实施例提供的印锡钢网300包括钢网本体10以及突起部20。突起部20设置在钢网本体10朝向基板的一侧。突起部20朝向基板的一侧的表面设置有凹陷子部40。可以理解的,使用本技术实施例提供的印锡钢网300在基板上印刷锡膏时,印锡钢网300会覆盖于基板上;此时,突起部20置于钢网本体10与基板之间,突起部20在支撑钢网本体10的同时,可以支撑刮刀,使得刮刀的压力仅能施加在突起部20上,基板上的电路因为突起部20的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。
47.其中,钢网本体10包括第一区域101、第二区域102以及第三区域103。第三区域103设置在第一区域101以及第二区域102之间。第三区域103设有多个沿着刮刀的刮涂方向间隔设置的网孔30。多个沿着刮刀的刮涂方向间隔设置的网孔30与基板上的多个沿着刮刀的刮涂方向间隔设置的焊盘对应。
48.其中,突起部20设置在钢网本体10朝向基板的一侧。第一区域101以及第二区域102上均设置有突起部20。可以理解,使用本技术实施例提供的印锡钢网300在基板上印刷锡膏时,刮刀可以架设钢网本体10上进行刮涂,且相邻两个突起部20可以对刮刀起到支撑作用。
49.其中,突起部20的高度介于2微米至5微米之间。比如:突起部20的高度可以为2微米。突起部20的高度可以为5微米。突起部20的高度可以为3微米。突起部20的高度可以为4微米。也即,本技术实施例通过设置突起部的高度,可以使得基板上的电路的最高处因为突起部的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。
50.进一步的,请参阅图4,图4为本技术实施例提供的印锡钢网与基板的另一匹配示意图。结合图3、图4所示,基板200包括第一基板区域201、第二基板区域202以及第三基板区域203,第三基板区域203设置在第一基板区域201与第二基板区域202之间。在使用本技术实施例提供的印锡钢网100在基板200上印刷锡膏时,第一基板区域201与第一区域101对应,第二基板区域202与第二区域102对应,第三基板区域203与第三区域103对应。
51.第三基板区域203上设置有电路。具体的,第三基板区域203上设置有多个焊盘、两条第一走线204。两条第二走线205横跨第一基板区域21、第二基板区域202及第三基板区域203。多个焊盘沿着刮刀的刮涂方向间隔设置。也即,多个焊盘排列设置成一列焊盘。该列焊盘具有第一侧、第二侧、第三侧以及第四侧,第一侧与第二侧相对,第三侧与第四侧相对。第一走线204沿着刮刀的刮涂方向延伸。第一条第一走线204靠近第一侧设置,第二条第一走线204靠近第二侧设置。第二走线205沿着与刮刀的刮涂方向交叉的方向延伸。第一条第二走线205靠近第三侧设置,第二条第二走线205靠近第四侧设置。两条第二走线205均延伸至第一基板区域201以及第二基板区域202。
52.其中,多个焊盘可以包括多个正极焊盘以及多个负极焊盘。在沿着刮刀刮涂的方向上,正极焊盘与负极焊盘交替设置。第一条第一走线204可以为vdd走线,第二条第一走线204可以为数据线,第一条第二走线205可以为vss线,第二条第二走线205可以为扫描线。
53.进一步的,请参阅图5,图5为本图3、图4中所示的突起部的放大示意图。如图5所示,突起部20朝向基板200的一侧的表面设置有凹陷子部40。
54.其中,突起部20与第二走线205交叉处与凹陷子部40对应设置。凹陷子部40沿着第二走205线的延伸方向贯穿突起部20。本技术实施例通过设置凹陷子部40,在基板200上印刷锡膏时,第二走线205置于凹陷子部40内,刮刀的压力仅能施加在突起部20上,基板200上的电路因为突起部的存在,没有受到刮刀的压力。
55.本技术实施例提供的印锡钢网300,通过在第一区域101以及第二区域102上设置突起部20,使用本技术实施例提供的印锡钢网300在基板上印刷锡膏时,刮刀的压力仅能施加在第一区域101以及第二区域102上的突起部20上,基板上的电路因为第一区域101以及第二区域102上的突起部20的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。也即,本技术实施例提供的印锡钢网300,通过设置突起部20可以承载刮刀的压力。
56.在本技术实施例中,突起部20可以设置为长条状。具体的,印锡钢网300具有相对设置的第一端部a以及第二端部b。突起部20自第一端部a延伸至第二端部b,第一端部a至第二端部b的方向为刮刀刮涂的方向。也即,突起部20的长度可以根据基板第一端部a至第二端部b的距离设置。突起部20的宽度可以根据基板上的电路的实际情况设置。也即,突起部20的宽度的设置应该尽量避开基板上的电路考虑。
57.在本技术实施例中,突起部20朝向基板一侧的表面平整。在使用本技术实施例提供的印锡钢网300在基板上印刷锡膏时,需将印锡钢网300放置在基板上。其中,突起部20朝向基板的一侧的表面会与基板接触。本技术实施例通过将突起部20朝向基板的一侧的表面设置成平整,可以避免刮刀在刮涂过程中印锡钢网300晃动。
58.在本技术实施例中,钢网本体10为平面钢网、阶梯钢网中的任一种。阶梯钢网就是在同一个网板上做成两种或多种厚度,为了应付所有大大小小的电子零件同时出现在同一面的电路板上,提升焊接品质。阶梯钢网可以及由局部加厚增加钢网厚度来增加锡膏的印
刷量,或是局部减薄来降低钢网厚度来减少锡膏印刷量。因此,可以将网孔30设置成阶梯状,以增加一些区域的下锡厚度,减少一些区域的下锡厚度。这样设置能够进一步使对应网孔30的锡膏快速分离并聚集至基板的焊盘上,降低连锡的风险。
59.本技术实施例提供的印锡钢网300,通过在对应第一基板区域201的第一区域101以及对应第二基板区域202的第二区域102上设置突起部20,使用本技术实施例提供的印锡钢网300在基板200上印刷锡膏时,刮刀的压力仅能施加在对应第一基板区域201的第一区域101以及对应第二基板区域202的第二区域上102的突起部20上,第三基板区域203上的电路因为第一区域101以及第二区域102上的突起部20的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路;同时,本技术实施例通过设置凹陷子部40,在基板200上印刷锡膏时,第二走线205置于凹陷子部40内,刮刀的压力仅能施加在突起部20上,基板200上的电路因为突起部的存在,没有受到刮刀的压力。
60.请参阅图6,图6为本技术实施例提供的印刷锡膏的方法的流程示意图。如图6所示,本技术实施例提供的印刷锡膏的方法,包括以下步骤:
61.步骤s1、提供一印锡钢网;
62.步骤s2、将印锡钢网覆盖于基板上,其中,网孔与基板上的焊盘位置对应,且钢网本体与基板具有预设间距。
63.步骤s3、将锡膏置于印锡钢网上,并以刮刀将锡膏涂覆于印锡钢网上。
64.步骤s4、移开印锡钢网。
65.其中,印锡钢网可参照以上实施例所述的印锡钢网,在此不做赘述。
66.需要说明的是,该预设间距可以根据需要设置。在本技术实施例中,该预设间距介于2微米-5微米之间。比如:该预设间距可以为2微米。该预设间距可以为5微米。该预设间距可以为3微米。该预设间距可以为4微米。也即,本技术实施例通过设置突起部限制钢网本体与基板之间的间距,可以使得基板上的电路的最高处因为突起部的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路。
67.本技术提供的印刷锡膏的方法,由于突起部的作用,使得基板上的电路因为突起部的存在,没有受到刮刀的压力,所以电路不会被压坏或发生短路,可以省去了印刷锡膏前常规的喷涂黑油等保护层的工序。
68.以上对本技术提供的印锡钢网及印刷锡膏的方法进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。