1.本发明涉及制造技术领域,尤其涉及一种泥浆泵用高性能双硬度活塞及其制备方法。
背景技术:
2.活塞的应用非常广泛,主要应用于石油钻探、工程机械、矿山设备等领域的各类泵的往复运动,泥浆泵的吸入和排出,就是通过活塞在缸套内直线往复运动,向外输送较高的压力。活塞在钻井泵中承受高温、高压、高腐蚀的工作环境,是关键性零件,也是高磨耗零件,是钻井泵的薄弱环节。通常使用寿命是200~300小时,活塞一旦失效,密封不住泥浆泄露,停泵更换的成本很大。造成密封不住泥浆的主要原因是活塞处的密封胶皮出现老损的情况,所以,如何提高活塞的使用寿命成为本行业亟待解决的一大难题。
技术实现要素:
3.本发明实施例提供一种泥浆泵用高性能双硬度活塞及其制备方法,能够在对高性能双硬度活塞制造过程中的加热温度、加热时间进行控制,使得根部材料和裙部材料在适宜的温度、时间下进行紧密的粘合,进而保障双硬度活塞的密封胶皮不易出现老损的情况,提高活塞的使用寿命。
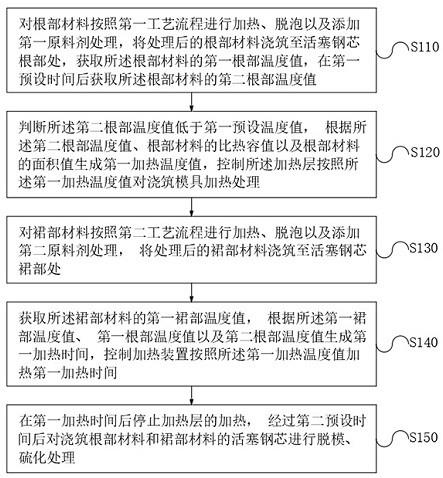
4.本发明实施例的第一方面,提供一种泥浆泵用高性能双硬度活塞的制备方法,预先将活塞钢芯至于浇筑基座处,并对所述活塞钢芯设置浇筑模具,在浇筑模具的外部设置有加热层,通过以下步骤对进行制备,具体包括:对根部材料按照第一工艺流程进行加热、脱泡以及添加第一原料剂处理,将处理后的根部材料浇筑至活塞钢芯根部处,获取所述根部材料的第一根部温度值,在第一预设时间后获取所述根部材料的第二根部温度值;判断所述第二根部温度值低于第一预设温度值,根据所述第二根部温度值、根部材料的比热容值以及根部材料的面积值生成第一加热温度值,控制所述加热层按照所述第一加热温度值对浇筑模具加热处理;对裙部材料按照第二工艺流程进行加热、脱泡以及添加第二原料剂处理,将处理后的裙部材料浇筑至活塞钢芯裙部处;获取所述裙部材料的第一裙部温度值,根据所述第一裙部温度值、第一根部温度值以及第二根部温度值生成第一加热时间,控制加热装置按照所述第一加热温度值加热第一加热时间;在第一加热时间后停止加热层的加热,经过第二预设时间后对浇筑根部材料和裙部材料的活塞钢芯进行脱模、硫化处理。
5.可选地,在第一方面的一种可能实现方式中,在判断所述第二根部温度值低于第一预设温度值,根据所述第二根部温度值、根部材料的比热容值以及根部材料的面积值生成第一加热温度值,控制所述加热层按照所述第一加热温度值对浇筑模具加热处理的步骤
中,具体包括:将所述第二根部温度值与所述第一预设温度值比对,若所述第二根部温度值低于第一预设温度值,则获取预先接收根部材料的比热容值以及根部材料的面积值;根据所述第二根部温度值和第一预设温度值的差值生成温度调整系数,根据所述根部材料的面积值与预设根部面积值的差值生成面积调整系数;基于所述面积调整系数、温度调整系数以及根部材料的比热容值生成第一加热温度值。
6.可选地,在第一方面的一种可能实现方式中,在基于所述面积调整系数、温度调整系数以及根部材料的比热容值生成第一加热温度值的步骤中,具体包括:通过以下公式计算面积调整系数、温度调整系数以及第一加热温度值,其中,为第一加热温度值,为比热容权重值,为根部材料的比热容值,为温度调整系数,为面积调整系数,为第一常数值,为第二常数值,为温度调整系数,为第一预设温度值,为面积权重值,为预设根部面积值,为根部材料的面积值,为温度权重值,为第二根部温度值,为基准温度系数;对所述第一加热温度值输出显示。
7.可选地,在第一方面的一种可能实现方式中,还包括:判断用户主动输入第二加热温度值,控制加热层的加热温度值由第一加热温度值转换为第二加热温度值;获取所述第一加热温度值和第二加热温度值对所述基准温度系数进行修正,通过以下公式得到修正后的基准温度系数,其中,为第二加热温度值,为修正后的基准温度系数,为温度增加趋势修正值,为温度减少趋势修正值。
8.可选地,在第一方面的一种可能实现方式中,在获取所述裙部材料的第一裙部温度值,根据所述第一裙部温度值、第一根部温度值以及第二根部温度值生成第一加热时间,控制加热装置按照所述第一加热温度值加热第一加热时间的步骤中,具体包括:得到所述第一根部温度值和第二根部温度值的根部温度差值,根据所述根部温度差值以及第一预设时间生成温度衰减速率值;
根据所述第一裙部温度值、浇筑模具的厚度、浇筑模具的比热容值生成相对应的第一加热时间;通过以下公式计算第一加热时间,其中,为第一加热时间,为温度衰减速率值,为第二根部温度值,为第一根部温度值,为第一预设时间,为比热容转化值,为浇筑模具的比热容值,为厚度转化值,为浇筑模具的厚度,为基准时间系数,为第一裙部温度值,为速率转换值。
9.可选地,在第一方面的一种可能实现方式中,判断用户在第一时刻主动输入第二加热时间,以第一时刻为起始时刻控制加热层持续加热第二加热时间;获取第一时刻与第一加热温度时间的第一结束点之间的第一剩余时间;获取第一时刻与第二加热时间的第二结束点之间的第二持续时间;根据所述第一剩余时间和第二持续时间对所述基准时间系数进行修正,通过以下公式得到修正后的基准时间系数,其中,为第一剩余时间,为第二持续时间,为根据用户输入第二加热时间修正的基准时间系数,为时间增加趋势修正值,为时间减少趋势修正值。
10.可选地,在第一方面的一种可能实现方式中,在第一预设时间后获取所述根部材料的第二根部温度值的步骤后,具体包括:基于图像采集设备获取所述根部材料的第一根部图像,提取所述第一根部图像中所有像素点的第一平均像素值;接收管理员预先输入的标准根部图像,获取所述标准根部图像中所有像素点的标准平均像素值;将所述第一平均像素值和标准平均像素值进行比对生成像素差值,根据所述像素差值对所述基准时间系数进行修正。
11.可选地,在第一方面的一种可能实现方式中,在将所述第一平均像素值和标准平均像素值进行比对生成像素差值,根据所述像素差值对所述基准时间系数进行修正的步骤中,具体包括:通过以下公式计算像素差值,
其中,为像素差值,为第一根部图像中第个像素点的rgb值,为第一根部图像中像素点的上限值,为第一根部图像中像素点的数量值,为标准根部图像中第个像素点的rgb值,为标准根部图像中像素点的上限值,为标准根部图像中像素点的数量值;若所述像素差值大于预设像素差值,则基于所述像素差值对所述基准时间系数进行修正。
12.可选地,在第一方面的一种可能实现方式中,在若所述像素差值大于预设像素差值,则基于所述像素差值对所述基准时间系数进行修正的步骤中,具体包括:通过以下公式计算修正后的基准时间系数,其中,为根据第一根部图像修正后的基准时间系数,为预设图像修正系数。
13.本发明实施例的第二方面,提供一种泥浆泵用高性能双硬度活塞,基于本发明第一方面及第一方面各种可能设计的所述方法进行制造,包括:所述根部材料为甲苯二异氰酸酯材料,所述第一原料剂处理为固化剂,所述根部材料固化为胶皮根部;所述裙部材料为甲苯二异氰酸酯材料,所述第二原料剂处理为耐磨剂、抗水解以及固化剂,所述裙部材料固化为胶皮裙部。
14.本发明提供的一种泥浆泵用高性能双硬度活塞及其制备方法。能够对根部材料和裙部材料分别按照不同的工艺流程进行制备,并且根据根部材料和裙部材料位置关系将其浇筑于活塞钢芯处,进而使得根部材料、裙部材料以及活塞钢芯的一体化程度较高、稳定性较好,降低根部材料、裙部材料的老损程度,提高本发明所制备的泥浆泵用高性能双硬度活塞的使用寿命。并且本发明在进行根部材料和裙部材料的浇筑过程中,会对根部材料在不同时刻的温度进行采集,根据根部材料在不同时刻的温度得到加热层的加热值,进而使得在浇筑的过程中,根部材料会处于一个适宜的、粘合的温度。使得根部材料和裙部材料能够在适宜的温度进行粘合。在浇筑完裙部材料后,本发明会根据第一裙部温度值、第一根部温度值以及第二根部温度值生成第一加热时间,使得本发明能够对持续对根部材料和裙部材料进行持续性的加热,提高二者之间的粘合度。
15.本发明提供的技术方案,在计算第一加热温度值时,会结合根部材料在不同时刻的温度值、根部材料的比热容值以及根部材料的面积值等维度综合计算第一加热温度值,使得在不同的场景下会确定不同的第一加热温度值,保障每个根部材料和裙部材料在加热时并不会温度过高,持续处于一个适宜的温度值。本发明提供的技术方案,可以接收用户主动输入的第二加热温度值对加热层进行控制,使得根部材料和裙部材料能够处于用户主动干预、输入的温度下。本发明会根据自动计算的第一加热温度值、用户主动输入的第二加热温度值对基准温度系数进行修正,使得本发明在下次计算第一加热温度值更贴合于当前的场景,提高所计算的第一加热温度值准确性。
16.本发明提供的技术方案,在计算第一加热时间时,会结合根部材料在不同时刻的温度值、第一裙部温度值、浇筑模具的厚度、浇筑模具的比热容值等维度综合计算第一加热时间,使得在不同的场景下会确定不同的第一加热时间,保障每个根部材料和裙部材料在
加热时具有适宜的加热时间,保障根部材料和裙部材料能够良好粘结的前提下,提高泥浆泵用高性能双硬度活塞的制作效率。本发明提供的技术方案,可以接收用户主动输入的第二加热时间值对加热层进行控制,使得根部材料和裙部材料能够处于用户主动干预、输入的加热时间下。本发明会根据自动计算的第一温度加热时间、用户主动输入的第二加热时间对基准时间系数进行修正,使得本发明在下次计算第一温度加热时间更贴合于当前的场景,提高所计算的第一温度加热时间准确性。
17.本发明提供的技术方案,会通过图像采集根部材料处的照片,并将第一根部图像与标准根部图像进行比对,如果第一根部图像与标准根部图像的差距越大,则证明此时第一根部图像处可能存在一定的气泡、杂质等等,所以此时需要加长基准时间系数,使得后续的粘结处理时提高加热时间,使得气泡能够有较长的时间被稀释、杂质等能够较好的与裙部材料粘合。
附图说明
18.图1为本发明所提供的技术方案的应用场景示意图;图2为泥浆泵用高性能双硬度活塞的制备方法的第一种实施方式的流程图;图3为泥浆泵用高性能双硬度活塞的制备方法的第二种实施方式的流程图;图4为泥浆泵用高性能双硬度活塞的结构示意图。
19.附图标记:1、胶皮裙部;2、胶皮根部;3、活塞钢芯。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
22.应当理解,在本发明的各种实施例中,各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
23.应当理解,在本发明中,“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
24.应当理解,在本发明中,“多个”是指两个或两个以上。“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。“包含
a、b和c”、“包含a、b、c”是指a、b、c三者都包含,“包含a、b或c”是指包含a、b、c三者之一,“包含a、b和/或c”是指包含a、b、c三者中任1个或任2个或3个。
25.应当理解,在本发明中,“与a对应的b”、“与a相对应的b”、“a与b相对应”或者“b与a相对应”,表示b与a相关联,根据a可以确定b。根据a确定b并不意味着仅仅根据a确定b,还可以根据a和/或其他信息确定b。a与b的匹配,是a与b的相似度大于或等于预设的阈值。
26.取决于语境,如在此所使用的“若”可以被解释成为“在
……
时”或“当
……
时”或“响应于确定”或“响应于检测”。
27.下面以具体地实施例对本发明的技术方案进行详细说明。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
28.如图1所示,为本发明所提供的技术方案的应用场景,预先将活塞钢芯至于浇筑基座处,并对所述活塞钢芯设置浇筑模具,在浇筑模具的外部设置有加热层。本发明会预先设置红外温度检测装置和图像采集装置,红外温度检测装置可以是非接触式,设置于浇筑模具的上部,图像采集装置设置于浇筑模具的上部。红外温度检测装置和图像采集装置可以通过可调节的龙门、伸缩杆等装置进行固定,采集浇筑模具内根部材料和/或全部材料的温度、图像。红外温度检测装置和图像采集装置以及加热层可以是与处理器连接的,处理器连接有输入设备,用户可以通过输入设备主动输入第二加热温度值和第二加热时间。
29.本发明提供一种泥浆泵用高性能双硬度活塞的制备方法,如图2所示,通过以下步骤对进行制备,具体包括:步骤s110、对根部材料按照第一工艺流程进行加热、脱泡以及添加第一原料剂处理,将处理后的根部材料浇筑至活塞钢芯根部处,获取所述根部材料的第一根部温度值,在第一预设时间后获取所述根部材料的第二根部温度值。
30.本发明提供的技术方案,会首先对根部材料进行处理,第一工艺流程可以是首先对根部材料在70℃的温度下预烘16小时,根部材料可以是tdilf650d,在预烘16小时后,将根部材料加热到60℃至70℃,脱泡0.5小时至1小时,将固化剂moco加热到115℃,将根部材料与固化剂moco按照100:23的比例混合、搅拌得到第一工艺流程处理后的根部材料。
31.一般来说,浇筑模具会对活塞钢芯的底部和侧部包覆,在活塞钢芯至于浇筑模具内部后,此时活塞钢芯与浇筑模具的内部之间存在一定的空隙,本发明会首先将根部材料浇筑至活塞钢芯根部处,使得根部材料位于活塞钢芯根部处与活塞钢芯固定。本发明提供的技术方案,在进行浇筑后,会立即采集根部材料的温度得到第一根部温度值。在经过3至5分钟后,本发明会采集根部材料的温度得到第二根部温度值。此时根部材料中的聚氨酯成拉丝状。
32.步骤s120、判断所述第二根部温度值低于第一预设温度值,根据所述第二根部温度值、根部材料的比热容值以及根部材料的面积值生成第一加热温度值,控制所述加热层按照所述第一加热温度值对浇筑模具加热处理。一般来说,在进行活塞制作的过程中,环境的温度变化情况较大,在北方的冬天,厂房中的温度值较低,此时的热损失就会较大,为了使根部材料处于适宜粘结的温度值区间本发明需要对浇筑模具加热处理。本发明提供的技术方案,会在第二根部温度值低于第一预设温度值后,认为此时环境的热损失量较大,根部材料的粘结性会受到一定的影响。所以此时需要根据第二根部温度值、根部材料的比热容值以及根部材料的面积值生成第一加热温度值,通过第一加热温度值进行加热。用户可以
根据根部材料的不同属性设定不同的、相对应的第一预设温度值。在小于第一预设温度值后,此时根部材料与裙部材料之间的粘结性可能会变差,所以需要进行相应的加热处理。
33.本发明提供的技术方案,在一个可能的实施方式中,如图3所示,步骤s120具体包括:步骤s1201、将所述第二根部温度值与所述第一预设温度值比对,若所述第二根部温度值低于第一预设温度值,则获取预先接收根部材料的比热容值以及根部材料的面积值。本发明提供的技术方案,在第二根部温度值低于第一预设温度值后,则获取根部材料的比热容值以及根部材料的面积值。一般来说,每个泥浆泵用高性能双硬度活塞在进行制作时,根部材料的比热容值以及根部材料的面积值都是预先设计、设置的,所以本发明可以直接获取根部材料的比热容值以及根部材料的面积值。
34.步骤s1202、根据所述第二根部温度值和第一预设温度值的差值生成温度调整系数,根据所述根部材料的面积值与预设根部面积值的差值生成面积调整系数。一般来说,第二根部温度值和第一预设温度值的差值越大,则证明在当前场景下根部材料的热损失情况就越大,所以此时所对应的温度调整系数就越大。同样的,根部材料的面积值越大,则证明此时其与空气、其他物质的接触面积越大,其热损失也会越大,所以本发明会此时得到相对应的温度调整系数和面积调整系数。
35.步骤s1203、基于所述面积调整系数、温度调整系数以及根部材料的比热容值生成第一加热温度值。本发明提供的技术方案,可以根据面积调整系数、温度调整系数以及根部材料的比热容值得到第一加热温度值,通过控制加热层以第一加热温度值实现对浇筑模具进行加热处理。
36.本发明提供的技术方案,在一个可能的实施方式中,在基于所述面积调整系数、温度调整系数以及根部材料的比热容值生成第一加热温度值的步骤中,具体包括:通过以下公式计算面积调整系数、温度调整系数以及第一加热温度值,其中,为第一加热温度值,为比热容权重值,为根部材料的比热容值,为温度调整系数,为面积调整系数,为第一常数值,为第二常数值,为温度调整系数,为第一预设温度值,为面积权重值,为预设根部面积值,为根部材料的面积值,为温度权重值,为第二根部温度值,为基准温度系数。本发明提供的技术方案,在一个可能的实施方式中,可以通过得到面积调整系数,如果根部材料的面积值与预设根部面积值相差越大,则此时面积调整系数相对来说越大,一般来说,是会大于的。通过得到温度调整系数,一般来说,是会大于的。通过面积权重值可以对面积差值进行加权、归一化的处理。通过温度权重值
可以对温度差值进行加权、归一化的处理。本发明提供的技术方案,可以通过得到根部材料的比热容对第一加热温度值的影响,如果比热容越大,则证明其吸热能力越强,温度降低速度相对越慢。所以,本发明提供的技术方案,可以通过得到根部材料的面积、温度流失的速度以及比热容来得到相对应的第一加热温度值,第一预设温度值可以是根据材料的不同预先设置的,因为不同材料的熔点可能都会存在一定的差异,所以不同的材料会设置不同的第一预设温度值。基准温度系数是预先设置的,可以对第一预设温度值进行偏移处理。
37.对所述第一加热温度值输出显示。本发明提供的技术方案,在自动计算、得到第一加热温度值后,会控制加热层按照第一加热温度值进行加热,与此同时,本发明会设置一个显示端,通过显示端对第一加热温度值进行显示,以使用户了解当前加热层的加热情况。
38.本发明提供的技术方案,在一个可能的实施方式中,还包括:判断用户主动输入第二加热温度值,控制加热层的加热温度值由第一加热温度值转换为第二加热温度值。在对第一加热温度值进行显示后,用户可能会对根部材料的状态进行实时查看,所以此时其可能会根据实际情况对第一加热温度值进行调高或调低处理,此时会主动输入第二加热温度值,该第二加热温度值可以是通过输入设备设置,此时处理器会控制加热层由第一加热温度值转换为第二加热温度值对浇筑模具进行加热处理,使得该温度更适用于当前的浇筑场景。
39.获取所述第一加热温度值和第二加热温度值对所述基准温度系数进行修正,通过以下公式得到修正后的基准温度系数,其中,为第二加热温度值,为修正后的基准温度系数,为温度增加趋势修正值,为温度减少趋势修正值。本发明提供的技术方案,在用户主动输入第二加热温度值后,本发明会默认为此时本发明所输出的第一加热温度值与用户需要的、理想中的温度存在一定的差别,所以此时本发明会将第一加热温度值和第二加热温度值进行比对,根据第一加热温度值和第二加热温度值的比对情况对基准温度系数进行修正,使得修正后的基准温度系数更适宜当前的温度计算场景,使得基准温度系数更加的准确。
40.本发明提供的技术方案,会通过得到基准温度系数需增加的值,在第二加热温度值大于第一加热温度值时,则证明此时本发明所计算、输出的第一加热温度值较小,所以此时需要对基准温度系数进行增大处理,得到增大修正后的基准温度系数。
本发明通过得到基准温度系数需减少的值,在第一加热温度值小于第二加热温度值时,则证明此时本发明所计算、输出的第一加热温度值较大,所以此时需要对基准温度系数进行减小处理,得到减小修正后的基准温度系数。通过以上方式,能够对本发明所提供的计算第一加热温度值的公式进行持续的训练,提高其计算精度,满足当前场景的使用需求。
41.步骤s130、对裙部材料按照第二工艺流程进行加热、脱泡以及添加第二原料剂处理,将处理后的裙部材料浇筑至活塞钢芯裙部处。
42.本发明提供的技术方案,会对裙部材料进行处理,第二工艺流程可以是首先对裙部材料在70℃的温度下预烘16小时,裙部材料可以是tdihc5580n,在预烘16小时后,向裙部材料内加入耐磨剂和抗水解剂,将裙部材料加热到80℃至85℃,脱泡1小时至1.5小时,将固化剂mcdea加热到90℃至100℃,将裙部材料与固化剂mcdea按照100:13.9的比例混合、搅拌得到第二工艺流程处理后的裙部材料。
43.步骤s140、获取所述裙部材料的第一裙部温度值,根据所述第一裙部温度值、第一根部温度值以及第二根部温度值生成第一加热时间,控制加热装置按照所述第一加热温度值加热第一加热时间。本发明提供的技术方案,在对裙部材料完成浇筑后,会获取裙部材料的第一裙部温度值,并且根据第一裙部温度值、第一根部温度值以及第二根部温度值生成第一加热时间,控制加热装置按照所述第一加热温度值加热第一加热时间。使得裙部材料和根部材料能够在适宜的加热温度、加热时间下进行有效的粘合。
44.本发明提供的技术方案,在一个可能的实施方式中,步骤s140具体包括:得到所述第一根部温度值和第二根部温度值的根部温度差值,根据所述根部温度差值以及第一预设时间生成温度衰减速率值。本发明首先会得到温度衰减速率值,温度衰减速率值可以理解为是单位时间下温度减少的数值。一般来说,温度衰减速率值会与多方面因素存在一定的关联,例如说环境温度、比热容、浇筑模具的保温效果等等。
45.根据所述第一裙部温度值、浇筑模具的厚度、浇筑模具的比热容值生成相对应的第一加热时间。本发明提供的技术方案,会根据第一裙部温度值越高,则裙部材料与根部材料所接触的面积温度越高,此时二者之间的粘结效率会增大。并且,浇筑模具的厚度、浇筑模具的比热容值越大,则此时热损失量越低,裙部材料与根部材料能够在相对的较高温度下进行粘合,所以此时的粘合效率会较高,所以本发明所确定的第一加热时间会与温度衰减速率值成正比,与、第一裙部温度值、浇筑模具的厚度以及浇筑模具的比热容值成反比。
46.通过以下公式计算第一加热时间,其中,为第一加热时间,为温度衰减速率值,为第二根部温度值,为第一根部温度值,为第一预设时间,为比热容转化值,为浇筑模具的比热容值,为厚度转化值,为浇筑模具的厚度,为基准时间系数,为第一裙部温度值,为速
率转换值。通过可以得到温度衰减速率值,越大,则温度衰减越迅速。比热容转化值、厚度转化值以及速率转换值可以是预先设置的。通过可以得到温度衰减速率值、浇筑模具的比热容值以及浇筑模具的厚度与第一加热时间的关系。通过以上方式所计算的第一加热时间更适用于当前的使用场景,使得根部材料、裙部材料能够具有稳定的、适宜的第一加热时间,本发明提供的技术方案,在一个可能的实施方式中,判断用户在第一时刻主动输入第二加热时间,以第一时刻为起始时刻控制加热层持续加热第二加热时间。本发明在得到第一加热温度时间后,会按照第一加热温度时间的时长对加热层进行加热,此时会对第一加热温度时间进行显示。用户可能会认为此时第一加热温度时间与理想的加热时间相比偏长或偏短,所以此时用户会主动通过输入设备输入第二加热时间,本发明会对输入第二加热时间的第一时刻进行记录。
47.获取第一时刻与第一加热温度时间的第一结束点之间的第一剩余时间。本发明提供的技术方案,会得到第一加热温度时间的第一结束点,例如第一加热温度时间为50分钟,在开始加热的第一开始点为2021年1月1日12:00时,此时所确定的第一结束点即为2021年1月1日12:50,例如第一时刻为2021年1月1日12:30,则此时第一剩余时间即为2021年1月1日12:30至2021年1月1日12:50的时间段,第一剩余时间即为20分钟。
48.获取第一时刻与第二加热时间的第二结束点之间的第二持续时间。例如用户需要再持续加热25分钟,则此时第二加热时间所对应的第二结束点即为2021年1月1日12:55,第二持续时间即为2021年1月1日12:30至2021年1月1日12:55的时间段,第二持续时间即为25分钟。
49.根据所述第一剩余时间和第二持续时间对所述基准时间系数进行修正,通过以下公式得到修正后的基准时间系数,其中,为第一剩余时间,为第二持续时间,为根据用户输入第二加热时间修正的基准时间系数,为时间增加趋势修正值,为时间减少趋势修正值。本发明提供的技术方案,会通过第一剩余时间和第二持续时间对基准时间系数进行修正。第一剩余时间和第二持续时间相差越大,则证明此时第一加热温度时间与理想的加热时间相差越大,所以此时需要对基准时间系数进行调整。使得基准时间系数更加的准确。
50.本发明提供的技术方案,会通过得到基准时间系数需增加的值,在第一剩余时间小于第二剩余时间时,则证明此时本发明所计算、输出的第一加热时间较小,所以此时需要对基准时间系数进行增大处理,得到增大修正后的基准时间系数。本发明
通过得到基准时间系数需减少的值,在第一剩余时间大于第二剩余时间时,则证明此时本发明所计算、输出的第一加热时间较大,所以此时需要对基准时间系数进行减小处理,得到减小修正后的基准时间系数。通过以上方式,能够对本发明所提供的计算第一加热时间的公式进行持续的训练,提高其计算精度,满足当前场景的使用需求。
51.步骤s150、在第一加热时间后停止加热层的加热,经过第二预设时间后对浇筑根部材料和裙部材料的活塞钢芯进行脱模、硫化处理。本发明提供的技术方案,在第一加热时间后停止加热层的加热后,则证明此时根部材料和裙部材料已经全部加热粘结完成,此时已经得到具有活塞钢芯、根部材料以及裙部材料一体化的活塞,对一体化的活塞进行硫化处理。
52.本发明提供的技术方案,在一个可能的实施方式中,在第一预设时间后获取所述根部材料的第二根部温度值的步骤后,具体包括:基于图像采集设备获取所述根部材料的第一根部图像,提取所述第一根部图像中所有像素点的第一平均像素值。本发明提供的技术方案,会通过图像采集设备对根部材料的第一根部图像进行采集,并得到第一根部图像中所有像素点的第一平均像素值,第一平均像素值可以是对第一根部图像中所有的像素点的像素值求和、求平均后得到。在浇筑根部材料的时候,可能会具有一定的气泡、杂质等等,所以此时需要得到实际浇筑时气泡、杂质的量值情况,如果气泡、杂质的量值较高,则证明在原料加工的过程中存在一定的疏忽。一般来说,气泡、杂质的量值越高,根部材料和裙部材料之间的稳定性机会越差,粘结性也会越差。
53.接收管理员预先输入的标准根部图像,获取所述标准根部图像中所有像素点的标准平均像素值。本发明提供的技术方案,会接收管理员预先输入的标准根部图像,该根部图像可以是制造相同的活塞时具有标准的气泡、杂质的情况下所得到的标准根部图像,此时本发明会得到标准根部图像中所有像素点的标准平均像素值。
54.将所述第一平均像素值和标准平均像素值进行比对生成像素差值,根据所述像素差值对所述基准时间系数进行修正。一般来说,在进行双硬度活塞的浇筑过程中,灯光、设备等环境场景都是相同的,所以变化的只有根部材料的表面不同。在像素差值越大时,则证明此时第一根部图像和标准根部图像之间的差距越大,所以此时可能会产生的气泡、杂质相对更多一些。此时本发明需要提高基准时间系数,进而使得在计算第一加热时间时更长。
55.本发明提供的技术方案,在一个可能的实施方式中,在将所述第一平均像素值和标准平均像素值进行比对生成像素差值,根据所述像素差值对所述基准时间系数进行修正的步骤中,具体包括:通过以下公式计算像素差值,其中,为像素差值,为第一根部图像中第个像素点的rgb值,为第一根部图像中像素点的上限值,为第一根部图像中像素点的数量值,为标准根部图像中第个像素点的rgb值,为标准根部图像中像素点的上限值,为标准根部图像中像素点的数
量值。通过计算第一根部图像中所有像素点的平均值,通过计算标准根部图像中所有像素点的平均值。
56.若所述像素差值大于预设像素差值,则基于所述像素差值对所述基准时间系数进行修正。在素差值大于预设像素差值时,则证明当前时刻所浇筑的根部材料所产生的气泡、杂质相对更多一些,需要对基准时间系数进行修正,以得到当前时刻所浇筑的根部材料适宜的第一加热时间。气泡、杂质越多,则相对应的第一加热时间就越长。
57.本发明提供的技术方案,在一个可能的实施方式中,在若所述像素差值大于预设像素差值,则基于所述像素差值对所述基准时间系数进行修正的步骤中,具体包括:通过以下公式计算修正后的基准时间系数,其中,为根据第一根部图像修正后的基准时间系数,为预设图像修正系数。其中预设图像修正系数可以是预先设置的,在像素差值越大时,则此时修正后的基准时间系数与未修正前的基准时间系数相差越大。
58.本发明提供的技术方案,在对基准时间系数进行修正时,会采取两种不同的方式进行修正。第一种修正方式是用户根据实际的需求输入第二加热时间,将第二加热时间与第一加热温度时间进行比对,对基准时间系数进行修正,该修正方式是被动式的修正,第二加热时间一般是添加裙部材料后用户主动介入输入的。第二种修正方式是本发明根据根部材料的图像,判断根部材料的气泡、杂质的存在情况对基准时间系数进行修正,增加加热时间,尽量降低气泡、杂质对根部材料和裙部材料对二者之间粘合的影响。使得气泡分解、变小的概率增大,避免某一个气泡中的气体过于集中、气泡过大。
59.本发明提供的技术方案,还提供一种泥浆泵用高性能双硬度活塞,基于上述的制备方法制造,如图4所示其结构示意图,包括:所述根部材料为甲苯二异氰酸酯材料,所述第一原料剂处理为固化剂,所述根部材料固化为胶皮根部2;所述裙部材料为甲苯二异氰酸酯材料,所述第二原料剂处理为耐磨剂、抗水解以及固化剂,所述裙部材料固化为胶皮裙部1。
60.活塞钢芯3分别与胶皮根部2和胶皮裙部1固定,此时的胶皮根部2和胶皮裙部1是浇筑形成的,具有良好的稳定性。
61.本发明提供的技术方案,所提供的活塞胶皮采用双硬度高性能胶皮。活塞胶皮为两种不同理化性能的聚氨酯材料浇铸成型,活塞裙部采用断裂伸长率高,耐高温、耐腐蚀、耐磨性强,硬度为邵氏a92~95ha的聚氨酯材料,在缸套里运动具有进涨退缩的作用,尤其适用于高压、长冲程的泥浆泵,结构上有利于提高活塞唇部和背部的密封性能。根部采用强度高,承压能力强,硬度为邵氏d62~65hd的聚氨酯材料,对裙部起支撑作用,使用寿命更长。并且,本发明在制造活塞胶皮采用双硬度高性能胶皮时,会对相应的时间、温度进行控制,保障了双硬度高性能胶皮中两种不同材质材料粘合的稳定性。
62.在上述终端或者服务器的实施例中,应理解,处理器可以是中央处理单元(英文:central processing unit,简称:cpu),还可以是其他通用处理器、数字信号处理器(英文:
digital signal processor,简称:dsp)、专用集成电路(英文:application specific integrated circuit,简称:asic)等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。结合本发明所公开的方法的步骤可以直接体现为硬件处理器执行完成,或者用处理器中的硬件及软件模块组合执行完成。
63.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
