1.本实用新型涉及自动化设备技术领域,具体的是一种打码设备。
背景技术:
2.电机转子的铁芯在装入磁石后,通常会被放入注塑模具中加工,以在铁芯外部形成塑胶部分,从而形成铁芯组件。为了便于铁芯组件产品信息(包括加工日期、模具穴号等等)的追溯,待铁芯组件自注塑模具内取出后,可通过打码机(或者说打标机)在铁芯组件上打码,后续通过对该码进行扫码便可查询该铁芯组件的产品信息。
3.铁芯组件上用于供打码的部位较小,打出来的码也相应的较小,存在一定概率的打码不良,为避免打码不良品流出,需要对打码结果进行检查。如何确保打码结果的检查效率高、检查结果可靠性高,以及,如何对不良品进行回收,是本领域技术人员持续致力于改善的问题。
技术实现要素:
4.为了克服现有技术中的缺陷,本实用新型实施例提供了一种打码设备,其用于解决上述问题中的至少一种。
5.本技术实施例公开了:一种打码设备,用于对铁芯组件进行打码,其包括:
6.机架,设有第一工位和设置于所述第一工位的出料侧的第二工位;
7.打码机构,设于所述机架上且位于所述第一工位旁,其用于对所述铁芯组件进行打码;
8.检测机构,设于所述机架上且位于所述第二工位旁,其用于对打码后的铁芯组件进行检测;
9.第一夹持机构,设于所述机架上,包括至少一第一夹爪,所述第一夹爪用于在所述第一工位和所述第二工位之间传送所述铁芯组件;
10.良品传送机构,设于所述机架旁且位于所述第二工位背离所述第一工位的一侧;
11.不良品传送机构,设置于所述机架上且位于所述机架朝向所述良品传送机构的一侧;
12.第二夹持机构,设于所述机架上,用于将检测后的所述铁芯组件放置于所述良品传送机构或所述不良品传送机构上。
13.本实用新型至少具有如下有益效果:
14.1.本实施例的打码设备可全程进行自动打码、自动检测打码效果和自动入料出料,确保打码和检测的高效性,另外,检测机构对铁芯组件进行检测的精度和可靠性均优于人员目检。
15.2.本实施例的不良品传送机构设置于机架上且结构小巧,无需通过额外的动力机构进行辅助,便能对不良品进行传输,通过第一滑槽和第二滑槽反向倾斜设置的方式,有利于节省不良品传送机构的安装空间,从而可以减小良品传送机构与机架之间的距离,进一
步减小打码设备的安装空间,对于设备安装空间有限的情况尤为适用。
16.为让本实用新型的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
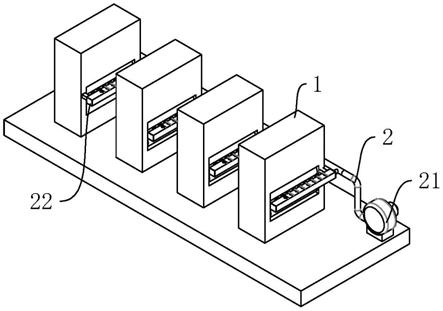
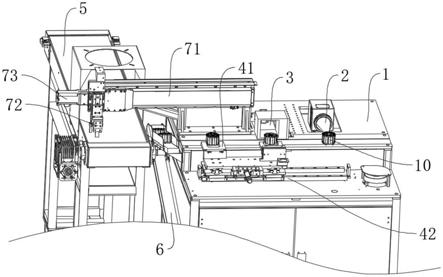
18.图1是本实用新型实施例中打码设备的结构示意图;
19.图2是本实用新型实施例中切换单元与第一滑槽连接的结构示意图;
20.图3是本实用新型实施例中切换单元与第二滑槽连接的结构示意图;
21.图4是本实用新型实施例中切换单元的结构示意图。
22.以上附图的附图标记:1、机架;2、打码机构;3、检测机构;41、第一夹爪;42、第一滑轨;5、良品传送机构;6、不良品传送机构;61、第一滑槽;62、第二滑槽;631、支架;632、第三滑槽;633、配重块;634、隔板;71、第二滑轨;72、第二夹爪;73、第二驱动单元;10、铁芯组件。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.本实施例的打码设备主要用于对铁芯组件10进行打码,并对打码后的铁芯组件10进行打码结果自动检测,以及对良品和不良品的自动分拣。
25.结合图1至图3所示,本实施例的打码设备主要包括机架1、打码机构2、检测机构3、第一夹持机构、第二夹持机构、良品传送机构5和不良品传送机构6。其中,机架1上设置至少第一工位和第二工位,打码机构2设置于机架1上且位于第一工位旁以对铁芯组件10进行打码,检测机构3设置于机架1上且位于第二工位旁,用于对打码后的铁芯组件10进行打码结果检测,检测机构3可以是ccd相机等精密的视觉检测单元。第一夹持机构设置于机架1上,其包括至少一个第一夹爪41,第一夹爪41用于在第一工位和第二工位之间传送铁芯组件10,具体来说,第一夹持机构将待打码铁芯组件10夹持到第一工位上,再从第一工位上将打码结束后的铁芯组件10夹持到第二工位上。第二夹持机构设置于机架1上,其用于将检测结果合格的良品夹持至良品传送机构5上,将检测结果不合格的不良品夹持至不良品传送机构6上。良品传送机构5设置于机架1旁且位于第二工位背离第一工位的一侧,用于将检测合格的铁芯组件10传送至下一工序中。不良品传送机构6设置于机架1上且位于机架1朝向良品传送机构5的一侧,换句话说,不良品传送机构6设置于机架1和良品传送机构5之间。
26.本实施例的打码机构2、检测机构3均可在市面上采购,良品传送机构5可以是传送带。
27.如图2至图4所示,本实施例的不良品传送机构6主要包括第一滑槽61、设置于第一
滑槽61下方的第二滑槽62以及切换单元。其中,第一滑槽61和第二滑槽62倾斜地连接于机架1上,且第一滑槽61的出料端和第二滑槽62的出料端反向设置,切换单元用于连接第一滑槽61的出料端和第二滑槽62的入料端。具体来说,以图2所展示的视角为例,第一滑槽61的入料端大体上位于机架1的中间位置,第一滑槽61的出料端位于机架1靠左一侧,而第二滑槽62的入料端设置于第一滑槽61出料端下方,也位于机架1靠左一侧,第二滑槽62的出料端设置于机架1靠右一侧。第一滑槽61和第二滑槽62的宽度可以略大于铁芯组件10的直径,连个滑槽的底部可做抛光等以减少铁芯组件10滑动摩擦力的处理。
28.参照图4所示,本实施例的切换单元主要包括与机架1连接的支架631、与支架631铰接的第三滑槽632。其中,第三滑槽632具有相对的第一端和第二端,第一端上设有配重块633,该配重块633的重量小于铁芯组件10的重量,第三滑槽632的第二端用于在第一滑槽61和第二滑槽62之间切换,以在二者之间传送不良的铁芯组件10。也即是说,与支架631铰接的第三滑槽632采用杠杆原理,在第一滑槽61和第二滑槽62之间传料,当第一滑槽61内没有不良铁芯组件10滑向第三滑槽632时,在配重块633的作用下,第三滑槽632的第二端向上翘起以与第一滑槽61连接,当第三滑槽632的第二端内接收到来自第一滑槽61的不良铁芯组件10时,在铁芯组件10作用下,第三滑槽632的第二端向下倾斜以与第二滑槽62的入料端连接,不良铁芯组件10能顺利滑向第二滑槽62至其出料端。进一步地,第三滑槽632内还可以设有对铁芯组件10进行限位的隔板634,该隔板634可以将不良铁芯组件10与配重块633隔开。第二滑槽62的出料端还可以设有用于对铁芯组件10进行限位的挡板,避免铁芯组件10直接从出料端滑落,由于第二滑槽62具有一定的长度,人员可以在第二滑槽62内堆积多个不良品后再一次性将多个不良品取走,降低人员取走不良品的频次。
29.如图1所示,本实施例的第一夹持机构还可以包括第一滑轨42和第一驱动单元(未图示),第一夹爪41与第一滑轨42连接,第一驱动单元用于驱动第一夹爪41沿第一滑轨42滑动。第二夹持机构包括第二滑轨71、连接于第二滑轨71上的第二夹爪72以及第二驱动单元73,第二驱动单元73用于驱动第二夹爪72沿第二滑轨71滑动。第一驱动单元和第二驱动单元73可以是气缸。
30.综上所述,本实施例的打码设备具有以下优点:
31.1.本实施例的打码设备可全程进行自动打码、自动检测打码效果和自动入料出料,确保打码和检测的高效性,另外,检测机构3对铁芯组件10进行检测的精度和可靠性均优于人员目检。
32.2.本实施例的不良品传送机构6设置于机架1上且结构小巧,无需通过额外的动力机构进行辅助,便能对不良品进行传输,通过第一滑槽61和第二滑槽62反向倾斜设置的方式,有利于节省不良品传送机构6的安装空间,从而可以减小良品传送机构5与机架1之间的距离,进一步减小打码设备的安装空间,对于设备安装空间有限的情况尤为适用。
33.本实用新型中应用了具体实施例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。