一种用于fpc卷料湿制程的双列式收放卷系统
技术领域
1.本实用新型涉及fpc加工设备技术领域,尤其涉及一种用于fpc卷料湿制程的双列式收放卷系统。
背景技术:
2.随着信息科技的不断发展,线路板的加工印制得到了快速的发展,fpc是一种具有高度可靠性,绝佳曲挠性的印刷电路板,具有可随意弯曲折叠、重量轻、体积小和散热性好的优点,在电子及通讯行业得到广泛的应用。
3.按照材料的外形分类,fpc的生产方式分为片式生产方式和卷式生产方式。
4.片式生产方式的输送需要两片之间保持≥50mm的输送间距,并且输送过程中存在≥1/
‰
的卡掉率,生产效率和品质均偏低。
5.卷式生产方式可以连续生产,不存在卡掉现像,生产效率高,具有产量高、成本低的特点。
6.其中,卷式生产方式的fpc湿制程包括显影、蚀刻和电镀等精细度非常高的工序,存在制序不同、产速不同、以及连续生产的接板时间长段不同的工艺差别;并且现有通用的fpc板料包括不同的料宽和卷厚、收放卷的拉力和卷料的侧面偏移量等参数也有差异,导致设备配套的通用性差,生产厂商需要配套多种规格的设备以满足客户的不同要求,进而导致部分设备闲置,既增加了设备投资和生产场地的占有,又提高了制造成本。
技术实现要素:
7.针对上述缺陷,本实用新型的目的在于提出一种用于fpc卷料湿制程的双列式收放卷系统,可为两种不同料宽的fpc卷料湿制程提供放卷和收卷生产配套,具有较好的兼容性和通用性。
8.为达此目的,本实用新型采用以下技术方案:
9.一种用于fpc卷料湿制程的双列式收放卷系统,包括放卷机构和收卷机构;
10.所述放卷机构包括底架和卷放模组,所述卷放模组安装于所述底架的上方;所述收卷机构包括安装底架和卷收模组,所述卷收模组安装于所述安装底架的上方;
11.所述卷放模组的前方设有第一上竖立面和第一下竖立面,所述第一上竖立面和所述第一下竖立面为两个第一工作面;所述卷收模组的前方设有第二上竖立面和第二下竖立面,所述第二上竖立面和所述第二下竖立面为两个第二工作面;
12.沿由左至右的方向,每个第一工作面设有上下交错地排列的两个卷放辊和两个第一过渡辊,所述第一过渡辊位于所述卷放辊的左侧;其中,一个所述卷放辊用于套装一个输出状态的fpc卷料卷筒,另一个所述卷放辊用于套装另一待输出的fpc卷料卷筒;每个第二工作面设有上下交错地排列的两个卷收辊和一个第二过渡辊,所述第二过渡辊位于所述卷收辊的右侧;其中,一个所述卷收辊用于套装一个收卷状态的fpc卷料卷筒,另一个所述卷收辊用于套装另一备用收卷fpc卷料卷筒;
13.两个第一工作面的所述卷放辊和所述第一过渡辊绕卷的fpc卷料的料宽不同;两个第二工作面所配置的所述卷收辊和所述第二过渡辊的辊筒长度与两个第一工作面的所述卷放辊和所述第一过渡辊的辊筒长度对应配置。
14.进一步的,所述卷放模组还设有卷放模组安装架、卷放模组安装板、上工作板、下工作板和多个第一张力控制组件;
15.所述卷放模组安装架安装于所述底架的上方,所述上工作板和所述下工作板分别安装于所述卷放模组安装架的前端面的上部和下部,所述上工作板的前板面和所述下工作板的前板面分别为所述第一上竖立面和所述第一下竖立面;
16.两个所述卷放模组安装板分别上下相邻地安装于卷放模组安装架的后端面,两个所述卷放模组安装板分别位于所述第一上竖立面和所述第一下竖立面的后方;
17.所述第一张力控制组件包括第一张紧轴、第一传动装置和第一电子扭力器;
18.所述第一张紧轴的后端安装于所述卷放模组安装板,所述第一张紧轴的前端伸入所述卷放辊内,所述第一张紧轴的前端与所述卷放辊的内壁传动连接;
19.所述第一电子扭力器和所述第一传动装置架装于其一所述卷放模组安装板与所述上工作板或另一所述卷放模组安装板与所述下工作板之间;所述第一电子扭力器的输入端与所述第一传动装置的一端传动连接,所述第一传动装置的另一端与所述第一张紧轴的外侧面传动连接;每个所述卷放辊对应配置一个所述第一张力控制组件;
20.所述卷收模组还设有卷收模组安装架、卷收模组安装板组和卷收动力控制组件;
21.所述安装底架设有上下架空的双层置放架,所述双层置放架包括上层架和下层架;
22.两个所述卷收模组安装架分别安装于所述上层架的顶面和所述下层架的顶面;
23.所述卷收模组安装板组包括两个前安装板和两个后安装板;两个所述前安装板和两个所述后安装板分别安装于所述卷收模组安装架的前端面和后端面,上下相邻的两个所述前安装板的前板面分别为所述第二上竖立面和所述第二下竖立面;
24.所述卷收辊与所述卷收动力控制组件一一对应配置;所述卷收动力控制组件包括卷收张紧轴、卷收传动装置和伺服电机;
25.所述卷收张紧轴的后端安装于所述后安装板,所述卷收张紧轴的前端伸入前方对应的所述卷收辊内,所述卷收张紧轴的前端与对应的所述卷收辊的内壁传动连接;
26.所述伺服电机和所述卷收传动装置架装于所述前安装板和所述后安装板之间;所述伺服电机的输入端与所述卷收传动装置的一端传动连接,所述卷收传动装置的另一端与所述卷收张紧轴的外侧面传动连接;
27.所述卷放辊和所述卷收辊均为气胀轴结构,所述卷放辊和所述卷收辊的外侧面均设有多个凸缘片,所述卷放辊通过所述第一张紧轴的后端连通外界的压缩空气,所述卷收辊通过所述卷收张紧轴的后端连通外界的压缩空气;
28.所述第一电子扭力器为扭矩马达、伺服马达和电子离合刹车器中的一种。
29.进一步的,所述卷放模组还设有第一卷料接驳组件,所述卷收模组还设有第二卷料接驳组件;
30.所述第一卷料接驳组件安装于第一接驳台、第一活动压板和第一压板气缸;所述第二卷料接驳组件包括第二接驳台、第二活动压板和第二压板气缸;所述第二接驳台、所述
第二活动压板和所述第二压板气缸分别与所述第一接驳台、所述第一活动压板和所述第一压板气缸分别一一对应结构相同;
31.所述第一接驳台的后端安装于所述第一上竖立面或所述第一下竖立面,所述第一接驳台靠近所在第一工作面的上方的所述第一过渡辊的左侧;两个所述第一活动压板分别靠近所述第一接驳台的顶面的左右两侧边缘安装;两个所述第一压板气缸分别靠近所述第一接驳台的底面的左右两侧边缘安装,所述第一压板气缸的输出端与所述第一活动压板的前后两端传动连接;
32.所述第一压板气缸带动所述第一活动压板在所述第一接驳台的上方上下运动,启闭所述第一活动压板的底面与所述第一接驳台的顶面之间的间隙。
33.进一步的,所述卷放模组还设有计米器组件;
34.所述计米器组件的后端安装于所述第一上竖立面或所述第一下竖立面,所述计米器组件靠近所在第一工作面的上方的所述第一过渡辊的右上侧设置;所述计米器组件的左端设有测量辊,所述测量辊的辊面与所述第一过渡辊的上辊面相抵;所述测量辊跟随所述第一过渡辊的转动逆向转动;
35.所述卷放模组还设有第一镭射测量组件;所述卷收模组还设有第二镭射测量组件;
36.所述第一镭射测量组件包括第一支架、第一固定架和第一镭射发射器;所述第二镭射测量组件包括第二支架、第二固定架和第二镭射发射器;所述第二支架、所述第二固定架和所述第二镭射发射器分别与所述第一支架、所述第一固定架和所述第一镭射发射器分别一一对应结构相同;
37.所述第一支架的后端靠近所述第一上竖立面的右上角安装,两个所述第一固定架前后间隔地套装于所述第一支架,两个所述第一镭射发射器分别安装于所述第一固定架的左侧面;
38.两个所述第一镭射发射器分别向下照射于所述第一上竖立面和所述第一下竖立面中的处于工作状态的两个所述卷放辊的上辊面。
39.进一步的,所述放卷机构还包括第一段差缓冲模组;所述收卷机构还包括第二段差缓冲模组;
40.所述第一段差缓冲模组包括第一缓冲机架、第一安装板、第一顶部绕曲辊筒组、三个第一侧端绕曲辊筒和两个第一升降动力辊筒组;所述第二段差缓冲模组包括第二缓冲机架、第二安装板、第二顶部绕曲辊筒组、两个第二侧端绕曲辊筒和两个第二升降动力辊筒组;所述第二缓冲机架、所述第二安装板、所述第二顶部绕曲辊筒组、所述第二侧端绕曲辊筒和所述第二升降动力辊筒组与所述第一缓冲机架、所述第一安装板、所述第一顶部绕曲辊筒组、所述第一侧端绕曲辊筒和所述第一升降动力辊筒组分别一一对应结构相同;
41.所述第一缓冲机架靠近所述卷放模组安装架的左侧安装于所述底架的上方,所述第一安装板安装于所述第一缓冲机架的底部,所述第一顶部绕曲辊筒组架装于所述第一缓冲机架的顶部;两个所述第一侧端绕曲辊筒上下相隔地外露于所述第一缓冲机架的右侧面安装,第三个所述第一侧端绕曲辊筒外露于所述第一缓冲机架的左侧面的中部安装;
42.所述第一顶部绕曲辊筒组包括由左至右相隔排列的三个第一顶部绕曲辊筒;
43.所述第一升降动力辊筒组包括第一电机、第一传动装置、多个第一导向柱和第一
活动辊筒;
44.所述第一传动装置包括第一传动杆、四个第一同步轮、两根第一同步带和两个第一连接板;
45.两个所述第一电机左右间隔地安装于所述第一安装板的顶面;两个所述第一传动杆分别靠近两个所述第一电机的输出端悬架于所述第一安装板的顶面,所述第一传动杆的外侧面与所述第一电机的输出端传动连接,所述第一传动杆的前后两端分别套装有两个所述第一同步轮,另两个所述第一同步轮悬挂于所述第一缓冲机架的顶部,上下相对的两个所述同步轮为一组,两个所述第一同步带的底端分别套装于下方的两个所述第一同步轮的外侧面,两根所述第一同步带的顶端分别套装于上方的另外两个所述第一同步轮的外侧面;
46.所述第一导向柱两两一组;同一组的两个所述第一导向柱前后相对地靠近一所述第一传动杆的前后两端设置,所述第一导向柱的底端安装于所述第一安装板的顶面,所述第一导向柱的顶端安装于所述第一缓冲机架的顶部;两个所述第一连接板前后相对地靠近一组的两个所述第一导向柱设置,所述第一连接板的左端与一所述第一同步带的外侧面连接,所述第一连接板的右端可滑动地套装于靠近的所述第一导向柱的外侧面,所述第一活动辊筒的前后两端分别与两个所述第一连接板的右端的前后相对的内侧面相连接。
47.进一步的,所述第一段差缓冲模组还包括两个第一升降位置控制组;所述第二段差缓冲模组还包括两个第二升降位置控制组;所述第二升降位置控制组与所述第一升降位置控制组的结构对应相同;
48.所述第一升降位置控制组包括第一限位开关安装条和两个第一限位开关;
49.所述第一限位开关安装条的底端分别靠近所述第一活动辊筒的右侧安装于所述第一安装板的顶面;
50.所述第一限位开关安装条的顶端竖直向上安装于所述第一缓冲机架的顶部,两个所述第一限位开关上下间隔地安装于所述第一限位开关安装条的中部;两个所述第一限位开关分别与靠近的所述第一活动辊筒所对应的所述第一电机电性连接;
51.当所述第一活动辊筒向上运动触发上方的所述第一限位开关时,上方的所述第一限位开关开启并向所对应的所述第一电机发出信号,所对应的所述第一电机切换运行方向,带动所述第一活动辊筒向下运动;
52.反之,当所述第一活动辊筒向下运动触发下方的所述第一限位开关时,下方的所述第一限位开关开启并向所对应的所述第一电机发出信号,所对应的所述第一电机切换运行方向,带动所述第一活动辊筒向上运动。
53.进一步的,所述放卷机构还包括撕膜模组;
54.所述撕膜模组包括撕膜机架、卷膜组和除静电组;
55.所述撕膜机架靠近所述第一缓冲机架的左侧安装于所述底架的上方,所述撕膜机架的前端面和后端面分别安装有撕膜前板和撕膜后板;
56.所述撕膜前板分别设有两对卷膜辊安装孔,两对所述卷膜辊安装孔分别靠近所述撕膜前板的左右两侧边缘设置,每对上下相隔的两个所述卷膜辊安装孔位于垂直于fpc卷料运行方向的同一直线;
57.所述卷膜组包括两对卷膜辊,两对所述卷膜辊的后端分别安装于两对卷膜辊安装
孔;每对上下相隔的两个所述卷膜辊分别用于卷绕从fpc卷料的上表面和下表面撕下的覆膜;
58.所述卷膜组还包括第二张力控制组件,所述第二张力控制组件包括第二张紧轴、第二传动装置和第二电子扭力器;每一所述卷膜组对应配置一个所述第二张力控制组件;
59.所述第二张紧轴的后端安装于所述撕膜后板,所述第二张紧轴的前端伸入所述卷膜辊内,所述第二张紧轴的前端与所述卷膜辊的内壁传动连接;
60.所述卷膜辊为气胀轴结构,所述卷膜辊的外侧面设有多个凸缘片,所述卷膜辊通过所述第二张紧轴的后端连通外界的压缩空气;
61.所述第二电子扭力器和所述第二传动装置均架装于所述撕膜后板与所述撕膜前板之间;所述第二电子扭力器的输入端与所述第二传动装置的一端传动连接,所述第二传动装置的另一端与所述第二张紧轴的外侧面传动连接;
62.所述第二电子扭力器为扭矩马达、伺服马达或电子离合刹车器中的一种;
63.所述除静电组包括除静电棒、安装底座、除静电组安装架和两个引导辊;所述除静电组安装架包括前端板和两个横杆;
64.所述安装底座的后端面靠近所述撕膜前板的左侧边缘安装,所述安装底座位于右侧的一对所述卷膜辊安装孔之间;
65.两个所述横杆的后端上下相隔地连接于所述安装底座的前端面,两个所述横杆的前端上下相隔地连接于所述前端板的后板面;
66.所述除静电棒的前后两端悬架于上方的所述横杆的前后两端;两个所述引导辊的前后两端分别可旋转地安装于所述前端板的后板面和所述安装底座的前端面,两个所述引导辊上下相邻地位于两个所述横杆之间。
67.进一步的,所述收卷机构还包括张力检测模组;
68.所述张力检测模组包括张力检测模组固定架、张力过渡辊筒、张力检测辊、张力检测器和张力数据处理器;
69.所述张力检测模组固定架包括上下叠放的第一固定架和第二固定架;所述张力检测模组固定架安装于所述安装底座的上方,架设于所述第二缓冲机架和所述双层置放架之间;
70.两个所述张力检测辊分别架装于所述第一固定架的底部的顶面和所述第二固定架的底部的顶面,所述张力检测辊前后两端分别靠近所述第一固定架或所述第二固定架的前后两端设置,两组所述张力检测器分别安装于两个所述张力检测辊的前后两端,两个所述张力数据处理器靠近所述张力检测辊的后端安装;
71.每一所述张力检测辊的上方架装有左右相对的两个所述张力过渡辊筒;
72.所述张力检测器与所述张力数据处理器电性连接,所述张力数据处理器还与对应的所述卷收辊所连接的所述伺服电机电性连接。
73.进一步的,所述收卷机构所述卷收模组还设有位置纠偏模组;
74.所述位置纠偏模组包括导轨、滑块、水平移动气缸、偏位检测器和纠偏信号处理器;所述偏位检测器为超声波检测器;
75.至少两个所述导轨左右间隔地安装于所述上层架或所述下层架的顶面,一对所述滑块前后间隔且可滑动地安装与所述导轨的上方,所述卷收模组安装架的底面固定于两对
所述滑块的上方;所述水平移动气缸安装于所述上层架或所述下层架的顶面,所述水平移动气缸与所述滑块一一对应设置,所述水平移动气缸的输出端与所述滑块的朝外的一端传动连接;
76.所述偏位检测器的底端靠近所述卷收模组安装架的右侧边缘安装,所述偏位检测器的顶端设有检测口,所述检测口用于检测输入所述卷收辊的fpc卷料的边缘的移动变化;
77.所述纠偏信号处理器安装于上方的所述卷收模组安装架的顶部,所述位检测器与所述纠偏信号处理器电性连接,所述纠偏信号处理器还与所述水平移动气缸电性连接。
78.一些实施例中,两个第一工作面的所述卷放辊和所述第一过渡辊分别选择与料宽为250mm或500mm的fpc卷料适配;
79.当采用料宽为250mm的fpc卷料生产时,上下两个第一工作面的所述卷放辊和所述第一过渡辊可同时输出两卷fpc卷料;
80.当采用料宽为500mm的fpc卷料生产时,只有500mm料宽配套的所述卷放辊和所述第一过渡辊可输出一卷fpc卷料;
81.所述收卷辊、所述第二过渡辊和所述卷膜辊分别对应的所述卷放辊适配。
82.本实用新型的技术方案的有益效果为:所述用于fpc卷料湿制程的双列式收放卷系统,包括的所述放卷机构和所述收卷机构分别靠近fpc卷料湿制程设备的卷料输入端和输出端设置,两个第一工作面的卷放辊可同时输出两卷fpc 卷料,两个第二工作面的卷收辊也可同时收入两卷fpc卷料;并且各个模组的辊筒可选择配置为不同长度,以适应不同料宽的fpc卷料的收放卷的生产配套,因此,本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统,具有较好的兼容性和通用性,可节省设备投资,减少生产场地的占用,降低fpc卷料制品的生产厂商制造成本。
83.此外,卷放辊、卷收辊和撕膜辊均为一备一用的配置,可以保持fpc卷料连续不断地供应、撕膜和收卷,各个模组相互独立,可以实现整体的快速安装和拆解,另外还配置有撕膜模组、张力检测模组、位置纠偏模组、以及第一和第二段差缓冲模组,方便客户按不同需求进行选择和配置,每个模组可根据需要增加和移除,安装维护便利。
附图说明
84.图1是本实用新型的一个实施例的用于fpc卷料湿制程的双列式收放卷系统的前视向的结构示意图;
85.图2是本实用新型的一个实施例的放卷机构的装配结构示意图;
86.图3是本实用新型的一个实施例的卷放模组的结构示意图;
87.图4是卷放模组的零部件结构示意图;
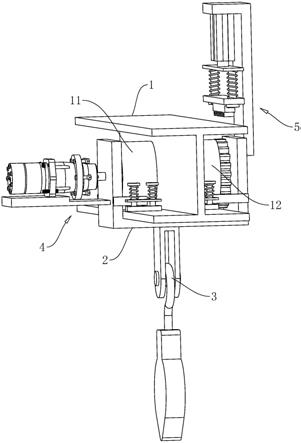
88.图5是本实用新型的一个实施例的收卷机构的装配结构示意图;
89.图6是本实用新型的一个实施例的卷收模组的结构示意图;
90.图7是本实用新型的一个实施例的卷收模组的传动结构示意图;
91.图8是本实用新型的一个实施例的第一段差缓冲模组的结构示意图;
92.图9是第一段差缓冲模组的零部件结构示意图;
93.图10是本实用新型的一个实施例的第二段差缓冲模组的结构示意图;
94.图11是第二段差缓冲模组的零部件结构示意图;
95.图12是本实用新型的一个实施例的撕膜模组的结构示意图;
96.图13是本实用新型的一个实施例的撕膜机架的结构示意图;
97.图14是本实用新型的一个实施例的卷膜组的结构示意图;
98.图15是本实用新型的一个实施例的除静电组的结构示意图;
99.图16是本实用新型的一个实施例的张力检测模组的结构示意图;
100.图17和18是本实用新型的一个实施例的张力检测模组的安装结构示意图;
101.图19是图5的a部分的局部放大图;
102.其中:底架1;卷放模组2;第一段差缓冲模组3;撕膜模组4;卷放辊21;计米器组件22;第一镭射测量组件23;第一张力控制组件24;第一卷料接驳组件25;第一过渡辊26;第一缓冲机架31;第一安装板32;第一顶部绕曲辊筒组33;第一侧端绕曲辊筒34;第一升降位置控制组35;第一升降动力辊筒组 36;撕膜机架41;卷膜组42;除静电组43;卷放模组安装架211;第一上竖立面212;第一下竖立面213;卷放模组安装板214;测量辊221;第一支架231;第一固定架232;第一镭射发射器233;第一张紧轴241;第一传动装置242;第一电子扭力器243;第一接驳台251;第一活动压板252;第一压板气缸253;第一顶部绕曲辊筒331;第一电机361;第一传动装置362;第一导向柱363;第一活动辊筒364;第一传动杆3621;第一同步轮3622;第一同步带3623;第一连接板3624;第一限位开关安装条351;第一限位开关352;撕膜前板410;卷膜辊安装孔411;卷膜辊421;第二张力控制组件422;除静电棒431;引导辊432;安装底座433;除静电组安装架434;第二张紧轴4221;第二传动装置 4222;第二电子扭力器4223;前端板4341;横杆4342;安装底架5;卷收模组 6;第二段差缓冲模组7;张力检测模组8;双层置放架51;卷收模组安装架61;卷收模组安装板组62;卷收辊63;第二过渡辊64;第二卷料接驳组件65;第二镭射测量组件66;卷收动力控制组件67;位置纠偏模组68;第二缓冲机架 71;第二安装板72;第二顶部绕曲辊筒组73;第二侧端绕曲辊筒74;第二升降位置控制组75;第二升降动力辊筒组76;张力检测模组固定架81;张力过渡辊筒82;张力检测辊83;张力检测器84;张力数据处理器85;下层架611;上层架612;前安装板620;第二上竖立面621;第二下竖立面622;后安装板623;第二接驳台651;第二活动压板652;第二压板气缸653;第二支架661;第二固定架662;第二镭射发射器663;卷收张紧轴671;卷收传动装置672;伺服电机673;导轨681;滑块682;水平移动气缸683;偏位检测器684;纠偏信号处理器685;第二顶部绕曲辊筒731;第二限位开关安装条751;第二限位开关 752;第二电机761;第二联结传动组件762;第二导向柱763;第二活动辊筒 764;第一固定架811;第二固定架812。
具体实施方式
103.下面结合附图1-19并通过具体实施方式来进一步说明本实用新型的技术方案。
104.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
105.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接连接,可以说两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在
本实用新型的具体含义。
106.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
107.一种用于fpc卷料湿制程的双列式收放卷系统,包括放卷机构和收卷机构;
108.所述放卷机构包括底架1和卷放模组2,所述卷放模组2安装于所述底架1 的上方;所述收卷机构包括安装底架5和卷收模组6,所述卷收模组6安装于所述安装底架5的上方;
109.所述卷放模组2的前方设有第一上竖立面212和第一下竖立面213,所述第一上竖立面212和所述第一下竖立面213为两个第一工作面;所述卷收模组6 的前方设有第二上竖立面621和第二下竖立面622,所述第二上竖立面621和所述第二下竖立面622为两个第二工作面;
110.沿由左至右的方向,每个第一工作面设有上下交错地排列的两个卷放辊21 和两个第一过渡辊26,所述第一过渡辊26位于所述卷放辊21的左侧;其中,一个所述卷放辊21用于套装一个输出状态的fpc卷料卷筒,另一个所述卷放辊 21用于套装另一待输出的fpc卷料卷筒;每个第二工作面设有上下交错地排列的两个卷收辊63和一个第二过渡辊64,所述第二过渡辊64位于所述卷收辊63 的右侧;其中,一个所述卷收辊63用于套装一个收卷状态的fpc卷料卷筒,另一个所述卷收辊63用于套装另一备用收卷fpc卷料卷筒;
111.两个第一工作面的所述卷放辊21和所述第一过渡辊26绕卷的fpc卷料的料宽不同;两个第二工作面所配置的所述卷收辊63和所述第二过渡辊64的辊筒长度与两个第一工作面的所述卷放辊21和所述第一过渡辊26的辊筒长度对应配置。
112.如图1-7所示,本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统,所述放卷机构和所述收卷机构分别靠近fpc卷料湿制程设备的卷料输入端和输出端设置,fpc卷料沿从右至左的方向运行;开卷后的fpc卷料在fpc卷料湿制程设备的牵引力作用下从任一第一工作面的一个卷放辊21输出,再依次绕过下方的第一过渡辊26的下辊面和左辊面、上方的第一过渡辊26的右辊面和上辊面,然后向左输出至左方的fpc湿制程处理设备;在湿制程设备完成处理的fpc卷料从任一第二工作面的右侧输入并绕过第二上竖立面621或第二下竖立面622的第二过渡辊64,再收卷在其中一个卷收辊63的外侧面的套装的卷筒;上下两个第一工作面的卷放辊21可同时输出两卷fpc卷料,上下两个第二工作面的卷收辊63也可同时收入两卷fpc卷料;并且各个模组的辊筒可选择配置为不同长度,以适应不同料宽的fpc卷料的收放卷的生产配套,因此,本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统,具有较好的兼容性和通用性,可节省设备投资,减少生产场地的占用,降低fpc卷料制品的生产厂商制造成本。
113.此外,两个第一工作面均设有两个卷放辊21,两个第二工作面也均设有两个卷收辊63,均为一备一用,可以保持连续不断地供应和收入fpc卷料,因此,本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统,具有良好的生产持续性和生产效率,且两个第一工作面的卷放模组2和两个第二工作面的卷收模组6均为独立的结构,可以整体快速地安装和
拆解,方便客户按不同需求进行选择和配置,安装和维护便利。
114.图1中的虚线所示为工作状态中的两个fpc卷料的放卷和收卷的路径。
115.进一步的,所述卷放模组2还设有卷放模组安装架211、卷放模组安装板 214、上工作板、下工作板和多个第一张力控制组件24;
116.所述卷放模组安装架211安装于所述底架1的上方,所述上工作板和所述下工作板分别安装于所述卷放模组安装架211的前端面的上部和下部,所述上工作板的前板面和所述下工作板的前板面分别为所述第一上竖立面212和所述第一下竖立面213;
117.两个所述卷放模组安装板214分别上下相邻地安装于卷放模组安装架211 的后端面,两个所述卷放模组安装板214分别位于所述第一上竖立面212和所述第一下竖立面213的后方;
118.所述第一张力控制组件24包括第一张紧轴241、第一传动装置242和第一电子扭力器243;
119.所述第一张紧轴241的后端安装于所述卷放模组安装板214,所述第一张紧轴241的前端伸入所述卷放辊21内,所述第一张紧轴241的前端与所述卷放辊 21的内壁传动连接;
120.所述第一电子扭力器243和所述第一传动装置242架装于其一所述卷放模组安装板214与所述上工作板或另一所述卷放模组安装板214与所述下工作板之间;所述第一电子扭力器243的输入端与所述第一传动装置242的一端传动连接,所述第一传动装置242的另一端与所述第一张紧轴241的外侧面传动连接;每个所述卷放辊21对应配置一个所述第一张力控制组件24;
121.所述卷收模组6还设有卷收模组安装架61、卷收模组安装板组62和卷收动力控制组件67;
122.所述安装底架5设有上下架空的双层置放架51,所述双层置放架51包括上层架612和下层架611;
123.两个所述卷收模组安装架61分别安装于所述上层架612的顶面和所述下层架611的顶面;
124.所述卷收模组安装板组62包括两个前安装板620和两个后安装板623;两个所述前安装板620和两个所述后安装板623分别安装于所述卷收模组安装架61的前端面和后端面,上下相邻的两个所述前安装板620的前板面分别为所述第二上竖立面621和所述第二下竖立面622;
125.所述卷收辊63与所述卷收动力控制组件67一一对应配置;所述卷收动力控制组件67包括卷收张紧轴671、卷收传动装置672和伺服电机673;
126.所述卷收张紧轴671的后端安装于所述后安装板623,所述卷收张紧轴671 的前端伸入前方对应的所述卷收辊63内,所述卷收张紧轴671的前端与对应的所述卷收辊63的内壁传动连接;
127.所述伺服电机673和所述卷收传动装置672架装于所述前安装板620和所述后安装板623之间;所述伺服电机673的输入端与所述卷收传动装置672的一端传动连接,所述卷收传动装置672的另一端与所述卷收张紧轴671的外侧面传动连接;
128.所述卷放辊21和所述卷收辊63均为气胀轴结构,所述卷放辊21和所述卷收辊63的
外侧面均设有多个凸缘片,所述卷放辊21通过所述第一张紧轴241 的后端连通外界的压缩空气,所述卷收辊63通过所述卷收张紧轴671的后端连通外界的压缩空气;
129.所述第一电子扭力器243为扭矩马达、伺服马达和电子离合刹车器中的一种。
130.如图3和4所示,运行时,在固定或取拿fpc料卷卷筒时,可通过对卷放辊21充气或断气,控制卷放辊21与fpc料卷卷筒处于夹紧状态或松弛状态来方便操作;通过调整输入电子扭力器242的电流或电压,即可控制电子扭力器 242的输出扭矩的大小,从而控制卷放辊21作用于fpc料卷卷筒的扭力,进而控制卷放辊21输出的fpc卷料的张紧程度。
131.同理,如图5-7所示,运行时,在固定或取拿fpc料卷卷筒时,可通过对卷收辊63充气或断气,控制卷收辊63与fpc料卷卷筒处于夹紧状态或松弛状态来方便操作;通过调整输入伺服电机673的电流或电压,即可控制伺服电机 673的输出扭矩的大小,从而控制卷收辊63作用于fpc料卷卷筒的扭力,进而控制卷收辊63收入的fpc卷料的张紧程度和旋转线速度。
132.进一步的,所述卷放模组2还设有第一卷料接驳组件25,所述卷收模组6 还设有第二卷料接驳组件65;
133.所述第一卷料接驳组件25安装于第一接驳台251、第一活动压板252和第一压板气缸253;所述第二卷料接驳组件65包括第二接驳台651、第二活动压板652和第二压板气缸653;所述第二接驳台651、所述第二活动压板652和所述第二压板气缸653分别与所述第一接驳台251、所述第一活动压板252和所述第一压板气缸253分别一一对应结构相同;
134.所述第一接驳台251的后端安装于所述第一上竖立面212或所述第一下竖立面213,所述第一接驳台251靠近所在第一工作面的上方的所述第一过渡辊 26的左侧;两个所述第一活动压板252分别靠近所述第一接驳台251的顶面的左右两侧边缘安装;两个所述第一压板气缸253分别靠近所述第一接驳台251 的底面的左右两侧边缘安装,所述第一压板气缸253的输出端与所述第一活动压板252的前后两端传动连接;
135.所述第一压板气缸253带动所述第一活动压板252在所述第一接驳台251 的上方上下运动,启闭所述第一活动压板252的底面与所述第一接驳台251的顶面之间的间隙。
136.如图3和4所示,通过两个第一压板气缸253控制左右两侧的第一活动压板252的升降,可将输出完的一卷的fpc卷料的尾端夹在左侧的第一活动压板 252的下方间隙,再将安装在另一卷放辊21上的备用的fpc卷料首端夹在右侧的第一活动压板252的下方间隙,然后在第一接驳台251的顶面将两个fpc卷料的首端和尾端粘接在一起,使得fpc卷料可持续放卷输出。
137.如图6所示,通过两个第二压板气缸653控制左右两侧的第二活动压板652 的升降,可将收入完的一卷的fpc卷料的尾端夹在左侧的第二活动压板652的下方间隙,将需要再收入的另一卷的fpc卷料首端夹在右侧的第二活动压板652 的下方间隙,然后在第二接驳台651的顶面将两个fpc卷料的首端和尾端粘接在一起,使得fpc卷料可连续输入并卷收。
138.进一步的,所述卷放模组2还设有计米器组件22;
139.所述计米器组件22的后端安装于所述第一上竖立面212或所述第一下竖立面213,所述计米器组件22靠近所在第一工作面的上方的所述第一过渡辊26的右上侧设置;所述计米器组件22的左端设有测量辊221,所述测量辊221的辊面与所述第一过渡辊26的上辊面相抵;所述测量辊221跟随所述第一过渡辊26 的转动逆向转动;
140.所述卷放模组2还设有第一镭射测量组件23;所述卷收模组6还设有第二镭射测量组件66;
141.所述第一镭射测量组件23包括第一支架231、第一固定架232和第一镭射发射器233;所述第二镭射测量组件66包括第二支架661、第二固定架662和第二镭射发射器663;所述第二支架661、所述第二固定架662和所述第二镭射发射器663分别与所述第一支架231、所述第一固定架232和所述第一镭射发射器233分别一一对应结构相同;
142.所述第一支架231的后端靠近所述第一上竖立面212的右上角安装,两个所述第一固定架232前后间隔地套装于所述第一支架231,两个所述第一镭射发射器233分别安装于所述第一固定架232的左侧面;
143.两个所述第一镭射发射器233分别向下照射于所述第一上竖立面212和所述第一下竖立面213中的处于工作状态的两个所述卷放辊21的上辊面。
144.如图3和4所示,通过计量测量辊221的辊面转动的圈数可转换出经过第一过渡辊26的fpc卷料的放卷长度,为实际生产提供使用的fpc卷料的长度数据。
145.如图3和4所示,通过第一镭射发射器233照射在工作状态的两个卷放辊 21的上辊面的射线,可测量确认两个卷放辊21套装的fpc料卷的安装位置是否合适,以免上下两个fpc料卷在卷放输出时相互干扰。
146.如图6所示,通过第二镭射发射器663照射在工作状态的两个卷收辊63的上辊面的射线,可测量确认两个卷收辊63套装的fpc料卷的安装位置是否合适,以免上下两个fpc料卷在收卷时相互干扰。
147.进一步的,所述放卷机构还包括第一段差缓冲模组3;所述收卷机构还包括第二段差缓冲模组7;
148.所述第一段差缓冲模组3包括第一缓冲机架31、第一安装板32、第一顶部绕曲辊筒组33、三个第一侧端绕曲辊筒34和两个第一升降动力辊筒组36;所述第二段差缓冲模组7包括第二缓冲机架71、第二安装板72、第二顶部绕曲辊筒组73、两个第二侧端绕曲辊筒74和两个第二升降动力辊筒组76;所述第二缓冲机架71、所述第二安装板72、所述第二顶部绕曲辊筒组73、所述第二侧端绕曲辊筒74和所述第二升降动力辊筒组76与所述第一缓冲机架31、所述第一安装板32、所述第一顶部绕曲辊筒组33、所述第一侧端绕曲辊筒34和所述第一升降动力辊筒组36分别一一对应结构相同;
149.所述第一缓冲机架31靠近所述卷放模组安装架211的左侧安装于所述底架 1的上方,所述第一安装板32安装于所述第一缓冲机架31的底部,所述第一顶部绕曲辊筒组33架装于所述第一缓冲机架31的顶部;两个所述第一侧端绕曲辊筒34上下相隔地外露于所述第一缓冲机架31的右侧面安装,第三个所述第一侧端绕曲辊筒34外露于所述第一缓冲机架31的左侧面的中部安装;
150.所述第一顶部绕曲辊筒组33包括由左至右相隔排列的三个第一顶部绕曲辊筒331;
151.所述第一升降动力辊筒组36包括第一电机361、第一传动装置362、多个第一导向柱363和第一活动辊筒364;
152.所述第一传动装置362包括第一传动杆3621、四个第一同步轮3622、两根第一同步带3623和两个第一连接板3624;
153.两个所述第一电机361左右间隔地安装于所述第一安装板32的顶面;两个所述第一传动杆3621分别靠近两个所述第一电机361的输出端悬架于所述第一安装板32的顶面,所述第一传动杆3621的外侧面与所述第一电机361的输出端传动连接,所述第一传动杆3621的前后两端分别套装有两个所述第一同步轮 3622,另两个所述第一同步轮3622悬挂于所述第一缓冲机架31的顶部,上下相对的两个所述同步轮362为一组,两个所述第一同步带3623的底端分别套装于下方的两个所述第一同步轮3622的外侧面,两根所述第一同步带3623的顶端分别套装于上方的另外两个所述第一同步轮3622的外侧面;
154.所述第一导向柱363两两一组;同一组的两个所述第一导向柱363前后相对地靠近一所述第一传动杆3621的前后两端设置,所述第一导向柱363的底端安装于所述第一安装板32的顶面,所述第一导向柱363的顶端安装于所述第一缓冲机架31的顶部;两个所述第一连接板3624前后相对地靠近一组的两个所述第一导向柱363设置,所述第一连接板3624的左端与一所述第一同步带3623 的外侧面连接,所述第一连接板3624的右端可滑动地套装于靠近的所述第一导向柱363的外侧面,所述第一活动辊筒364的前后两端分别与两个所述第一连接板3624的右端的前后相对的内侧面相连接。
155.如图1中的虚线所示,第一上竖立面212(或第一下竖立面213)中的上方的第一过渡辊26输出的fpc卷料进入第一段差缓冲模组3的路径如下:fpc卷料绕过位于第一缓冲机架31的右侧上方(或右侧下方)的第一侧端绕曲辊筒34 的下辊面和左辊面,再向上绕过右侧的第一顶部绕曲辊筒331的上辊面,然后向下绕过右侧的第一活动辊筒364的下辊面,又再向上绕过中间的第一顶部绕曲辊筒331的上辊面,再然后向下绕过左侧的第一活动辊筒364的下辊面,再从左侧的第一顶部绕曲辊筒331的上辊面绕过,最终绕过位于第一缓冲机架31 左侧的第一侧端绕曲辊筒34的下辊面输出至左方的fpc湿制程处理设备。
156.如图8和9所示,上述的fpc卷料在第一段差缓冲模组3中的输送过程中,右侧的第一活动辊筒364和左侧的第一活动辊筒364会跟随其左右两侧的fpc 卷料的张紧程度的差异上下运动;比如,当其左侧的fpc卷料的张紧程度大于右侧的fpc卷料的张紧程度,第一活动辊筒364会受重力作用向右侧下滑;反之,当其左侧的fpc卷料的张紧程度小于右侧的fpc卷料的张紧程度时,第一活动辊筒364会受重力作用向左侧下滑;如此可通过两个第一活动辊筒364受重力作用的下滑,使卷放模组2的fpc卷料输出至fpc湿制程处理设备的过程中的fpc卷料的松弛部分(即俗称的卷料段差)得到拉紧,从而保持卷放辊21 上的fpc卷料在卷放过程中始终处于张力作用下不松卷,并能持续地输出fpc 卷料至左方的湿制程处理设备。
157.如图1中的虚线所示,fpc卷料进入第二段差缓冲模组7的路径如下:fpc 卷料绕过位于第二缓冲机架71的右侧的第二侧端绕曲辊筒74的下辊面和左辊面,再向上绕过右侧的第二顶部绕曲辊筒731的上辊面,然后向下绕过右侧的第二活动辊筒764的下辊面,又再向上绕过中间的第二顶部绕曲辊筒731的上辊面,再然后向下绕过左侧的第二活动辊筒764的下辊面,再从左侧的第二顶部绕曲辊筒731的上辊面绕过,最后fpc卷料绕过位于第二缓冲机架71左侧的第二侧端绕曲辊筒74的下辊面输出至左方的第二上竖立面621(或第二下竖立面622)中的第二过渡辊64。
158.如图10和11所示,上述的fpc卷料在第二段差缓冲模组7中的输送过程中,右侧的第二活动辊筒764和左侧的第二活动辊筒764会跟随其左右两侧的 fpc卷料的张紧程度的
差异上下运动;比如,当其左侧的fpc卷料的张紧程度大于右侧的fpc卷料的张紧程度,第二活动辊筒764会受重力作用向右侧下滑;反之,当其左侧的fpc卷料的张紧程度小于右侧的fpc卷料的张紧程度时,第二活动辊筒764会受重力作用向左侧下滑;如此可通过两个第二活动辊筒764 受重力作用的下滑,使fpc湿制程处理设备输出至卷收模组6过程中的fpc卷料的松弛部分(即俗称的卷料段差)得到拉紧,从而保持卷收辊63上的fpc卷料在卷收过程中始终处于张力作用下不会起皱,并能持续地从fpc湿制程处理设备输入fpc卷料至卷收辊63。
159.进一步的,所述第一段差缓冲模组3还包括两个第一升降位置控制组35;所述第二段差缓冲模组7还包括两个第二升降位置控制组75;所述第二升降位置控制组75与所述第一升降位置控制组35的结构对应相同;
160.所述第一升降位置控制组35包括第一限位开关安装条351和两个第一限位开关352;
161.所述第一限位开关安装条351的底端分别靠近所述第一活动辊筒364的右侧安装于所述第一安装板32的顶面;
162.所述第一限位开关安装条351的顶端竖直向上安装于所述第一缓冲机架31 的顶部,两个所述第一限位开关352上下间隔地安装于所述第一限位开关安装条351的中部;两个所述第一限位开关352分别与靠近的所述第一活动辊筒364 所对应的所述第一电机361电性连接;
163.当所述第一活动辊筒364向上运动触发上方的所述第一限位开关352时,上方的所述第一限位开关352开启并向所对应的所述第一电机361发出信号,所对应的所述第一电机361切换运行方向,带动所述第一活动辊筒364向下运动;
164.反之,当所述第一活动辊筒364向下运动触发下方的所述第一限位开关352 时,下方的所述第一限位开关352开启并向所对应的所述第一电机361发出信号,所对应的所述第一电机361切换运行方向,带动所述第一活动辊筒364向上运动。
165.如图8和9所示,第一电机361带动第一传动杆3621转动,第一传动杆3621 带动两个第一同步轮3622旋转,从而带动两个第一同步带3623沿着两个第一同步轮3622的外侧面上下绕圈移动,进而带动两个第一连接板3624和第一活动辊筒364的前后两端沿两个第一导向柱363在第一缓冲机架31的顶部与底部之间上下运动。
166.如图8和9所示,通过上下方的两个第一限位开关352和对应的第一电机 361的配合,可以控制对应的第一活动辊筒364上下运动的范围不超出两个第一限位开关352所在的位置,从而避免对应的第一活动辊筒364碰撞到第一安装板32的顶面或第一缓冲机架31的顶部,进而避免第一活动辊筒364和fpc卷料的损坏。
167.同理,如图10和11所示,通过上下方的两个第二限位开关752和对应的第二电机761的配合,可以控制对应的第二活动辊筒764上下运动的范围不超出两个第二限位开关752所在的位置,从而避免对应的第二活动辊筒764碰撞到第二安装板72的顶面或第二缓冲机架71的顶部,进而避免第二活动辊筒764 和fpc卷料的损坏。
168.进一步的,所述放卷机构还包括撕膜模组4;
169.所述撕膜模组4包括撕膜机架41、卷膜组42和除静电组43;
170.所述撕膜机架41靠近所述第一缓冲机架31的左侧安装于所述底架1的上方,所述
撕膜机架41的前端面和后端面分别安装有撕膜前板410和撕膜后板;
171.所述撕膜前板410分别设有两对卷膜辊安装孔411,两对所述卷膜辊安装孔 411分别靠近所述撕膜前板410的左右两侧边缘设置,每对上下相隔的两个所述卷膜辊安装孔411位于垂直于fpc卷料运行方向的同一直线;
172.所述卷膜组42包括两对卷膜辊421,两对所述卷膜辊421的后端分别安装于两对卷膜辊安装孔411;每对上下相隔的两个所述卷膜辊421分别用于卷绕从 fpc卷料的上表面和下表面撕下的覆膜;
173.所述卷膜组42还包括第二张力控制组件422,所述第二张力控制组件422 包括第二张紧轴4221、第二传动装置4222和第二电子扭力器4223;每一所述卷膜组42对应配置一个所述第二张力控制组件422;
174.所述第二张紧轴4221的后端安装于所述撕膜后板,所述第二张紧轴4221 的前端伸入所述卷膜辊421内,所述第二张紧轴4221的前端与所述卷膜辊421 的内壁传动连接;
175.所述卷膜辊421为气胀轴结构,所述卷膜辊421的外侧面设有多个凸缘片,所述卷膜辊421通过所述第二张紧轴4221的后端连通外界的压缩空气;
176.所述第二电子扭力器4223和所述第二传动装置4222均架装于所述撕膜后板与所述撕膜前板410之间;所述第二电子扭力器4223的输入端与所述第二传动装置4222的一端传动连接,所述第二传动装置4222的另一端与所述第二张紧轴4221的外侧面传动连接;
177.所述第二电子扭力器4223为扭矩马达、伺服马达或电子离合刹车器中的一种;
178.所述除静电组43包括除静电棒431、安装底座433、除静电组安装架434 和两个引导辊432;所述除静电组安装架434包括前端板4341和两个横杆4342;
179.所述安装底座433的后端面靠近所述撕膜前板410的左侧边缘安装,所述安装底座433位于右侧的一对所述卷膜辊安装孔411之间;
180.两个所述横杆4342的后端上下相隔地连接于所述安装底座433的前端面,两个所述横杆4342的前端上下相隔地连接于所述前端板4341的后板面;
181.所述除静电棒431的前后两端悬架于上方的所述横杆4342的前后两端;两个所述引导辊432的前后两端分别可旋转地安装于所述前端板4341的后板面和所述安装底座433的前端面,两个所述引导辊432上下相邻地位于两个所述横杆4342之间。
182.如图1和12-15所示,当fpc卷料的后续的湿制程处理含有显影或蚀刻的制程工艺时,需要去除fpc卷料的上下表面的保护膜,此时,可直接将整套的撕膜模组4装入,对于无撕膜工序,也可将整套的撕膜模组4迁移,模组化的撕膜模组4装卸方便。
183.fpc卷料在上述撕膜模组4中的路径如图1中的虚线所示,具体如下:待撕膜的fpc卷料从两个引导辊432之间穿过,将fpc卷料的上表层的保护膜撕开,穿过上方的横杆4342与上方的引导辊432之间的间隙,然后卷绕在一对上下相隔的卷膜辊421中的上方的卷膜辊421,再将fpc卷料的下表层的保护膜撕开,穿过下方的横杆4342与下方的引导辊432之间的间隙,然后卷绕在一对上下相隔的卷膜辊421中的下方的卷膜辊421,对两个卷膜辊421通气使其涨紧,启动除静电棒431准备消除撕膜的时候产生的静电,再启动对应的两个第二电子扭力器4223,撕开的上下保护膜分别卷绕在上下相隔的两个卷膜辊421的外侧面,被撕去保护膜的fpc铜膜继续向左输出至湿制程处理设备。
184.如果是同时对两卷fpc卷料进行撕膜处理时,两个fpc卷料时前后间隔地铺展在第
一侧端绕曲辊筒34的下辊面输送至两个引导辊432之间,依照上述过程,在将其中一卷的fpc卷料的上下表层的保护膜撕开并卷绕于一对上下相隔的两个卷膜辊421后,再将另一卷的fpc卷料的上下表层的保护膜撕开,按相同的方法撕开卷绕于另一对上下相隔的两个卷膜辊421,然后再对四个卷膜辊421通气使其涨紧,启动除静电棒431,再启动对应的四个第二电子扭力器4223 即可。
185.综上所述可知,本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统的撕膜模组4可同时满足两个fpc卷料的撕膜处理,具有良好的生产效率,还可消除撕膜时产生的静电,输出的撕去保护膜的fpc铜膜对湿制程工艺无静电干扰,更有利后续湿制程工艺的便利执行。
186.此外,可以根据实际需要选择两对卷膜辊421的配置长度,以匹配不同料宽的fpc卷料的撕膜处理需求,提高了客户选择和配置的便利性。
187.进一步的,所述收卷机构还包括张力检测模组8;
188.所述张力检测模组8包括张力检测模组固定架81、张力过渡辊筒82、张力检测辊83、张力检测器84和张力数据处理器85;
189.所述张力检测模组固定架81包括上下叠放的第一固定架811和第二固定架 812;所述张力检测模组固定架81安装于所述安装底座5的上方,架设于所述第二缓冲机架71和所述双层置放架51之间;
190.两个所述张力检测辊83分别架装于所述第一固定架811的底部的顶面和所述第二固定架812的底部的顶面,所述张力检测辊83前后两端分别靠近所述第一固定架811或所述第二固定架812的前后两端设置,两组所述张力检测器84 分别安装于两个所述张力检测辊83的前后两端,两个所述张力数据处理器85 靠近所述张力检测辊83的后端安装;
191.每一所述张力检测辊83的上方架装有左右相对的两个所述张力过渡辊筒 82;
192.所述张力检测器84与所述张力数据处理器85电性连接,所述张力数据处理器85还与对应的所述卷收辊63所连接的所述伺服电机673电性连接。
193.如图1和16-18所示,fpc卷料从第二缓冲机架71左侧的第二侧端绕曲辊筒74的下辊面输出,在进入卷收模组6的任一个第二过渡辊64之前,fpc卷料先穿过张力检测模组8,其路径如下:fpc卷料先绕过第一固定架811或第二固定架812的右侧的张力过渡辊筒82的左辊面,再向下绕过第一固定架811或第二固定架812的张力检测辊83的下辊面,然后再绕过第一固定架811或第二固定架812的左侧的张力过渡辊筒82的右辊面和上辊面进入靠近的卷收模组6的第二过渡辊64上辊面;fpc卷料在经过张力检测模组8期间,fpc卷料绕过对应的张力检测辊83,相应的张力检测辊83的两端的张力检测器84检测获得fpc 卷料作用于该相应的张力检测辊83的下辊面的拉力,并将有关信息反馈给张力数据处理器85,张力数据处理器85处理后控制输入对应的卷收辊63所连接的伺服电机673的电流或电压,从而控制对应的卷收辊63的旋转线速度,进而控制卷收辊63作用于fpc卷料的收卷拉力不大于fpc卷料的变形张力,实现对收卷的fpc卷料的保护。
194.进一步的,所述收卷机构所述卷收模组6还设有位置纠偏模组68;
195.所述位置纠偏模组68包括导轨681、滑块682、水平移动气缸683、偏位检测器684和纠偏信号处理器685;所述偏位检测器684为超声波检测器;
196.至少两个所述导轨681左右间隔地安装于所述上层架612或所述下层架611 的顶
面,一对所述滑块682前后间隔且可滑动地安装与所述导轨681的上方,所述卷收模组安装架61的底面固定于两对所述滑块682的上方;所述水平移动气缸683安装于所述上层架612或所述下层架611的顶面,所述水平移动气缸 683与所述滑块682一一对应设置,所述水平移动气缸683的输出端与所述滑块 682的朝外的一端传动连接;
197.所述偏位检测器684的底端靠近所述卷收模组安装架61的右侧边缘安装,所述偏位检测器684的顶端设有检测口,所述检测口用于检测输入所述卷收辊 63的fpc卷料的边缘的移动变化;
198.所述纠偏信号处理器685安装于上方的所述卷收模组安装架61的顶部,所述位检测器684与所述纠偏信号处理器685电性连接,所述纠偏信号处理器685 还与所述水平移动气缸683电性连接。
199.如图5和19所示,当偏位检测器684检测到输入卷收模组6的卷收辊63 的fpc卷料的边缘发生偏移时,偏位检测器684向纠偏信号处理器685发送信号,纠偏信号处理器685根据接收到的数据计算偏移量,纠偏信号处理器685 发出信号启动对应的水平移动气缸683推动相应的滑块682,带动对应的卷收模组安装架61移动,从而避免卷绕于卷收辊63的fpc卷料出现两端的卷料边缘不整齐的情况,进而保障输出的fpc卷料制品的质量。
200.将偏位检测器684的顶端的检测口朝向输入的fpc卷料的边缘推动,使fpc 卷料的边缘从检测口的上下两边之间穿过,检测口的上下两边分别设有超声波的发射端和接收端,当fpc卷料的边缘位置发生变化时,超声波的接收端接收到的讯号也相应发生变化,从而获得fpc卷料位置偏移的信息。
201.一些实施例中,两个第一工作面的所述卷放辊21和所述第一过渡辊26分别选择与料宽为250mm或500mm的fpc卷料适配;
202.当采用料宽为250mm的fpc卷料生产时,上下两个第一工作面的所述卷放辊21和所述第一过渡辊26可同时输出两卷fpc卷料;
203.当采用料宽为500mm的fpc卷料生产时,只有500mm料宽配套的所述卷放辊21和所述第一过渡辊26可输出一卷fpc卷料;
204.所述收卷辊63、所述第二过渡辊64和所述卷膜辊421分别对应的所述卷放辊21适配。
205.250mm和500mm是目前市场上使用量最大的两fpc卷料种标准料宽,如此设置的本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统,可同时兼容 250mm和500mmfpc卷料的卷放输出、撕膜和收卷,可满足常规的大部分订单的生产配套,具有良好的通用性。
206.综上所述,如图1-19所示的本实用新型的实施例,所述用于fpc卷料湿制程的双列式收放卷系统,包括的所述放卷机构和所述收卷机构分别靠近fpc卷料湿制程设备的卷料输入端和输出端设置,两个第一工作面的卷放辊21可同时输出两卷fpc卷料,两个第二工作面的卷收辊63也可同时收入两卷fpc卷料;并且各个模组的辊筒可选择配置为不同长度,以适应不同料宽的fpc卷料的收放卷的生产配套,因此,本实用新型的所述用于fpc卷料湿制程的双列式收放卷系统,具有较好的兼容性和通用性,可节省设备投资,减少生产场地的占用,降低fpc卷料制品的生产厂商制造成本。
207.此外,卷放辊21、卷收辊63和撕膜辊421均为一备一用的配置,可以保持 fpc卷料连续不断地供应、撕膜和收卷,各个模组相互独立,可以实现整体的快速安装和拆解,另外
还配置有撕膜模组4、张力检测模组8、位置纠偏模组68、以及第一和第二段差缓冲模组,方便客户按不同需求进行选择和配置,每个模组可根据需要增加和移除,安装维护便利。
208.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。