1.本实用新型涉及纺织设备领域,具体涉及一种保证袋体编制后幅宽加工设备与方法。
背景技术:
2.现在的方底阀口袋通过先通过编制设备对袋体进行编制,以往编制而成的袋体幅宽存在比较大的区别(即为在进行袋体编制加工的时候,存在袋体的幅宽变化比较大,当进行收卷成卷筒的时候,卷筒的边缘比较的毛躁,这样影响美观),当对于幅宽要求比较高的编织袋,现在的纺织设备达不到上述的要求,无法保证编织袋的幅宽在要求范围内。
技术实现要素:
3.针对上述现有技术的不足,本发明提出了一种保证袋体编制后幅宽加工设备与方法,便于在进行袋体编制的时候,保证袋体的幅宽,这样保证了袋体的质量。
4.为实现上述的目的,本发明的方案:一种保证袋体编制后幅宽加工设备,包括圆织机、放卷机构、放卷张紧机构、收卷机构与收卷张紧机构,其中在圆织机一侧设置放卷机构,在放卷机构上设置有多个放卷筒,在放卷机构与圆织机之间设置有放卷张紧机构,通过放卷张紧机构将纬丝拉紧,这样保证纬丝密度;在圆织机外还设置有收卷机构,在收卷机构与圆织机之间设有收卷张紧机构,通过收卷张紧机机构实现对编制好的袋体进行张紧,这样两端进行张紧,可以进一步保证编织袋的幅宽;在圆织机内设置纺织梭,在纺织梭上装夹有经线,在纺织梭上设置有弹性张紧组件,经线绕在弹性张紧组件上,这样实现经线的张紧,保证编织袋的幅宽。
5.优选地,放卷张紧机构包括弹性组件与辊筒张紧组件,其中弹性组件靠近放卷机构,弹性组件包括固定板、过线孔与抖动弹簧,固定板设置在放卷机构上,在固定板开设有多根并排设置的过线孔,在每个过线孔下方设置有悬挂的抖动弹簧,在抖动弹簧的另外一端设置有螺旋状的绕线孔,纬线穿过绕线孔;辊筒张紧组件位于弹性组件远离放卷机构的一侧,辊筒张紧组件包括张紧辊筒与分隔组件,张紧辊筒为多个且多个张紧辊筒上下错位设置,在张紧辊筒与弹性组件之间设置有分隔组件,分隔组件包括矩形框架与分隔条,分隔条为多条且多条分隔条竖向等间距设置,纬线通过分隔条进行隔开,然后纬线绕在张紧辊筒上进行张紧,防止纬线相互接触而导致的经线没有张紧,在靠近圆织机的一个张紧辊筒两端设置有弹性升降组件,通过张紧辊筒实现纬线的张紧。
6.优选地,纺织梭包括固定弧形板、线卷装夹组件、线卷按压组件与弹性张紧组件,在固定弧形板上设置有线卷装夹组件,通过线卷装夹机构实现对线卷的装夹,在线卷装夹组件的一侧设置有线卷按压组件,通过线卷按压组件对线卷进行按压,这样对经线进行张紧;在固定弧形板上设置有撑杆,在撑杆上设置有弹性张紧组件,线卷上的线套在弹性张紧组件上,在进行编制的时候,缓冲机构进行缓冲,避免在绕组的时候,经线被拉断;在固定弧形板与撑杆上设置有与圆织机相接触的滚轮,这样纺织梭在圆织机内进行旋转完成经线的
编制。
7.优选地,线卷装夹组件包括固定夹头与弹性夹头,固定夹头与弹性夹头位于线卷的两端,通过固定夹头与弹性夹头线卷进行夹紧,在固定夹头上固定有轴承,在轴承与固定弧形板之间设置有支撑柱;在弹性夹头套在直杆上,在弹性夹头上设置有套在直杆上的滑动轴承,直杆通过支撑柱固定在固定弧形板上,在直杆上套有弹簧,通过弹簧将弹性夹头向固定夹头推送;弹性夹头与固定夹头的相对面上即为环形台阶面。
8.优选地,线卷按压组件包括转轴、扭簧与弹片,转轴设置在固定环形座上且转轴进行旋转,在转轴上固定有多片并列设置的弹片且弹片位于线卷的下方,在转轴与固定环形座上设置有扭簧,通过扭簧使弹片对线卷进行压紧。
9.优选地,弹性张紧组件包括弹性拉杆、拉环,弹性拉杆设置在撑杆上,弹性拉杆可以进行弹性伸缩,在弹性拉杆上设置有供经线穿过的拉环;弹性拉杆包括内杆、矩形壳体与弹簧,在矩形壳体内伸入有内杆,在内杆与矩形壳体内设置有缓冲弹簧,通过缓冲弹簧将内杆向矩形壳体内缩。
10.优选地,收卷张紧机构包括弹性辊筒与对位辊筒,在圆织机顶部设置有机架,其中在弹性辊筒的两端设置有摆动架,摆动架铰接在机架上,在摆动架中段与机架支架之间设置有缓冲弹簧,缓冲弹簧将弹性辊筒向上抬,在弹性辊筒的一侧设置有对位辊筒,对位辊筒通过轴承设置在机架上,在对位辊筒上设置有多根对位弧形杆,对位弧形杆两端向下弯曲,这样对位弧形杆形成两端低中间高的情况,这样通过对位弧形杆实现将编制带将中间移动,在对位辊筒的下方设置有收卷机构。
11.基于上述所述的一种保证袋体编制后幅宽加工设备的方法;一、将多个线卷装夹在放卷机构上进行放卷,每个线卷上引出来的线穿过过线孔与抖动弹簧,这样通过抖动弹簧将纬线将下压张紧,当纬线张力比较大的时候,抖动弹簧张开进行延伸,在张紧的时候进行缓冲,避免纬线断开;二、然后纬线绕在张紧辊筒上,通过张紧辊筒进行张紧,同时通过分隔条将纬线分开,这样纬线间隔开来,这样可以防止纬线接触而影响纬线的张力,通过上下设置的张开辊筒对纬线进一步的张紧,这样使纬线张紧,这样在进行经线与纬线纺织的时候便于保证幅宽;三、将多根纬线伸入到圆织机内,在纺织梭有多个且多个纺织梭安装在圆织机上进行转动,在每个纺织梭上设置有经线线卷,在纺织梭将经进行弹性张紧,这样在张紧的时候,在进行纺织的时候也能进行弹性缓冲,这样可以避免经线断裂,同时经线在进行纺织的时候,张力比较的大,这样纬线之间的间隙比较小,保证袋体的幅宽;四、编制完毕后,袋体通过顶部的收卷张紧机构进行张紧,这样两端实现张紧,这样在进行编制的时候,袋体线条经线与纬线张紧,这样编制的袋体线条比较紧致,袋体不容易形变而影响装袋效果。
12.五、编制的袋体最后绕在对位辊筒上,通过对位辊筒将袋体向中间移动,即为袋体在输送的时候是张紧的,当袋体接触对位弧形杆,由于编制袋体先接触的对位弧形杆的顶部,这样为保证受力均匀,袋体中心偏离中心线的时候,袋体向中间进行移动校正位置,这样便于在收卷的时候袋体边缘对齐;最后收卷机构进行收卷。
13.与现有技术相比,发明的优点在于:便于在进行袋体编制的时候,保证袋体的幅
宽,这样保证了袋体的质量。
附图说明
14.图1为本发明的主视图。
15.图2为本发明放卷机构的示意图。
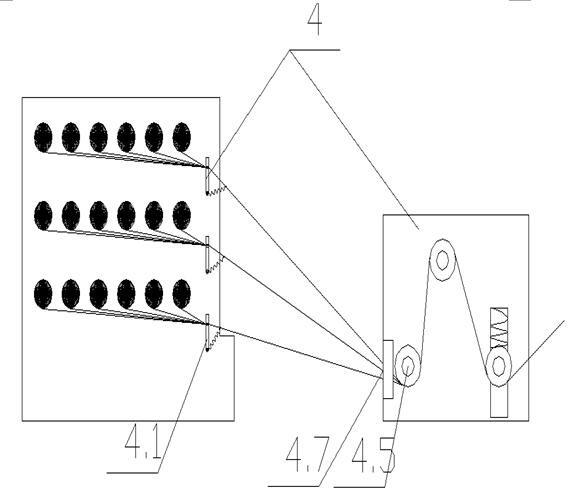
16.图3为本发明放卷张紧机构的示意图。
17.图4为本发明纺织梭的示意图。
18.图5为本发明弹性张紧组件的示意图。
19.图6为本发明收卷张紧机构的示意图。
20.其中,1、圆织机,2、放卷机构,2.1、放卷筒,3、纺织梭,3.1、固定弧形板,3.2、线卷装夹组件,3.3、固定夹头,3.4、弹性夹头,3.5、弹簧,3.6、线卷按压组件,3.7、转轴,3.8、扭簧,3.9、弹片,3.10、弹性张紧组件,3.11、弹性拉杆,3.12、拉环,3.13、撑杆,3.14、滚轮,4、放卷张紧机构,4.1、弹性组件,4.2、固定板,4.3、过线孔,4.4、抖动弹簧,4.5、辊筒张紧组件,4.6、张紧辊筒,4.7、分隔组件,4.8、矩形框架,4.9、分隔条,5、收卷机构,6、收卷张紧机构,6.1、弹性辊筒,6.2、摆动架,6.3、缓冲弹簧,6.4、对位辊筒,6.5、对位弧形杆。
具体实施方式
21.现结合附图,对本发明进一步的阐述。
22.如图1-6所示,一种保证袋体编制后幅宽加工设备,包括圆织机1、放卷机构2、放卷张紧机构4、收卷机构5与收卷张紧机构6,其中在圆织机1左侧地面上设置有放卷机构2,在放卷机构2上设置有多个放卷筒2.1(放卷机构2即为一块固定在地面上的固定板,在固定板上通过焊接的方式固定有多个矩形阵列分布的放卷筒,线卷套在放卷筒上,这样线卷旋转进行纬线的放卷),在放卷机构2与圆织机1之间设置有放卷张紧机构4(放卷张紧机构4主要在进行纬线放卷的时候对纬线进行张紧,这样在进行编制的时候,纬线被绷紧,这样保证袋体的幅宽,若是在进行袋体编制的时候,纬线没有张紧,这袋体的幅宽会增加),通过放卷张紧机构4将纬丝拉紧,这样保证纬丝密度(即为袋体幅宽);在圆织机1左侧还设置有收卷机构5,通过收卷机构5对编制完的袋体进行收卷,在收卷机构5与圆织机1(圆织机为现有技术,没有进行结构改变,只是对圆织机的纺织梭进行结构改变)之间设有收卷张紧机构6,通过收卷张紧机构对袋体进行张紧,通过收卷张紧机构实现对编制好的袋体进行张紧,这样两端进行张紧,可以进一步保证编织袋的幅宽;在圆织机1内设置纺织梭3,在纺织梭3上装夹有经线线卷,纺织梭在圆织布,在纺织梭3上设置有弹性张紧组件3.10,通过弹性张紧组件3.10对经线进行张紧,这样在进行袋体编制的时候,经线绕在弹性张紧组件3.10上,这样弹性张紧组件3.10实现经线的张紧,保证编织袋的幅宽。
23.放卷张紧机构4包括弹性组件4.1与辊筒张紧组件4.5,其中弹性组件4.1靠近放卷机构2,弹性组件4.1包括固定板4.2、过线孔4.3与抖动弹簧4.4,固定板4.2通过螺栓紧固的方式固定在放卷机构2上,在固定板4.2开设有多个并排设置的过线孔4.3,在每个过线孔4.3下方通过铰接的方式固定有悬挂的抖动弹簧4.4,在抖动弹簧4.4的另外一端通过折弯的方加工有螺旋状的绕线孔,纬线穿过过线孔后又穿过绕线孔,抖动弹簧将纬线向下压,这样抖动弹簧将纬线张紧,这样在圆织机在进纬线的时候,纬线背张紧,但是放卷机构马上进
行放卷,这样纬线张力下降,这时候抖动弹簧在自身的张力作用下下降来保证纬线的张力,当圆织机进行进线的时候,纬线的张力增加,这样弹簧有绕线孔的一端设置上升,这样持续性的上升与下降形成抖动弹簧的抖动,这样抖动弹簧持续性的抖动实现保证纬线的张力,这样便于保证袋体编制时的幅宽;辊筒张紧组件4.5位于弹性组件4.1远离放卷机构2的一侧(即为弹性组件的右侧),辊筒张紧组件4.5包括张紧辊筒4.6与分隔组件4.7,张紧辊筒4.6为多个且多个张紧辊筒4.6上下错位设置,每个张紧辊筒通过支架固定在地面上,通过张紧辊筒实现对纬线的进一步张紧,在张紧辊筒4.6与弹性组件4.1之间的地面上通过螺栓紧固的方式设置有分隔组件4.7,分隔组件4.7包括矩形框架4.8与分隔条4.9,分隔条4.9为多条且多条分隔条4.9竖向等间距设置,纬线通过分隔条4.9进行隔开(即为相邻两根纬线通过分隔条进行隔开,这样避免纬线相互接触而影响纬线张力而影响袋体编制时的幅宽),然后纬线绕在张紧辊筒4.6上进行张紧,防止纬线相互接触而导致的经线没有张紧,在靠近圆织机1的一个张紧辊筒4.6两端设置有弹性升降组件(弹性升降组件包括弹簧与滑轨,在张紧辊筒的两端套在滑轨上,这样张紧辊筒在滑轨上进行升降,在滑轨上套有在滑轨上进行上下滑动的轴承,张紧辊筒的两端穿插在轴承上,在轴承与滑轨之间通过焊接的方式固定有弹簧,弹簧将张紧辊筒向下按压),通过张紧辊筒4.6实现纬线的张紧。
24.纺织梭3包括固定弧形板3.1、线卷装夹组件3.2、线卷按压组件3.6与弹性张紧组件3.10,在固定弧形板3.1上通过螺栓紧固的方式固定有线卷装夹组件3.2,通过线卷装夹机构实现对线卷的装夹,在线卷装夹组件3.2的底侧通过旋转连接的方式固定有线卷按压组件3.6,即为线卷按压组件可以进行转动,通过线卷按压组件3.6对线卷进行按压,这样只能加线卷放卷的阻力,这样对经线进行张紧保证袋体的幅宽;在固定弧形板3.1通过铰接的方式连接上设置有撑杆3.13(撑杆为两根且两根撑杆的一端分别与固定弧形板的左右两端进行铰接,两根撑杆的另外一端进行铰接,),在撑杆3.13上铰接有弹性张紧组件3.10,线卷上的线套在弹性张紧组件3.10上,在进行袋体编制的时候,弹性张紧组件3.10进行缓冲(即为当经线张力比较大的时候,弹性张紧组件3.10向外延伸进行张力缓冲,当经线张力小的时候,弹性张紧组件3.10回缩来增加经线张力,这样保证经线的张力),避免在绕组的时候,经线被拉断,也防止经线张力比较小而导致的袋体幅宽增加,这样影响袋体平整;在固定弧形板3.1与撑杆3.13上通过轴承固定有与圆织机1相接触的滚轮3.14(在固定弧形板的左右两端分别固定有与圆织机外轨道接触的滚轮,在撑杆顶部固定有与圆织机内侧轨道进行接触的滚轮,纺织梭在圆织机内进行旋转进行袋体的编制),这样纺织梭3在圆织机1内进行旋转完成经线的编制。
25.线卷装夹组件3.2包括固定夹头3.3与弹性夹头3.4,固定夹头3.3与弹性夹头3.4位于线卷的两端,通过固定夹头3.3与弹性夹头3.4线卷进行夹紧(弹性夹头可以进行滑动,这样便于对线卷进行装夹),在固定夹头3.3上通过焊接的方式固定有轴承,在轴承与固定弧形板3.1之间设置有支撑柱(支撑柱通过螺栓固定在固定弧形板上,在支撑柱上通过螺栓紧固的方式固定有丝杆,轴承内圈套在丝杆上并进行焊接);在弹性夹头3.4套在直杆上,在弹性夹头3.4上通过焊接的方式固定有套在直杆上的滑动轴承(这样弹性夹头沿着直杆进行滑动),直杆通过支撑柱固定在固定弧形板3.1上(支撑柱同样通过螺栓固定在固定弧形板上),在直杆上套有弹簧3.5(弹簧位于支撑柱与滑动轴承组件),通过弹簧3.5将弹性夹头3.4向固定夹头3.3推送,这样通过弹性夹头3.4向固定夹头3.3对经线线卷进行夹紧;弹性
夹头3.4与固定夹头3.3的相对面上即为环形台阶面(环形台阶面通过焊接的方式固定在弹性夹头3.4向固定夹头3.3的外壁上,通过环形台阶面对线卷的两端进行抵紧)。
26.线卷按压组件3.6包括转轴3.7、扭簧3.8与弹片3.9,转轴3.7设置在固定环形座上且转轴3.7进行旋转(在固定弧形板上通过焊接的方式固定有套在转轴上的套筒,这样转轴可以进行旋转),在转轴3.7上通过焊接的方式固定有多片并列设置的弹片3.9(有回弹特性的弹片,即为橡胶片)且弹片3.9位于线卷的下方,在转轴3.7与固定环形座上设置有扭簧3.8(扭簧套在转轴上,扭簧的一端通过焊接的方式固定在转轴上,扭簧的另外一端通过焊接的方式固定在固定弧形板上,通过扭簧实现弹片向上摆动对线卷进行压紧),通过扭簧3.8使弹片3.9对线卷进行压紧。
27.弹性张紧组件3.10包括弹性拉杆3.11、拉环3.12,弹性拉杆3.11通过铰接的方式连接在撑杆3.13上,弹性拉杆3.11可以进行弹性伸缩(即为可以进行延伸与回缩),在弹性拉杆3.11上通过焊接的方式固定有供经线穿过的拉环3.12(在拉环内壁上涂有防滑涂层,这样降低经线与拉环的模摩擦力,防止摩擦生热);弹性拉杆3.11包括内杆、矩形壳体与弹簧3.5,在矩形壳体内伸入有内杆,在内杆与矩形壳体内设置有缓冲弹簧6.3(缓冲弹簧套在内杆上,缓冲弹簧的一端通过焊接的方式固定在内杆上,缓冲弹簧的另外一端通过焊接的方式固定在矩形壳体上,这样通过缓冲弹簧实现弹性伸缩与缓冲,拉环通过焊接的方式固定在内杆上),通过缓冲弹簧6.3将内杆向矩形壳体内缩。
28.收卷张紧机构6包括弹性辊筒6.1与对位辊筒6.4,在圆织机1顶部设置有机架(在机架底部通过焊接的方式固定有放置在地面上的支撑腿且支撑腿通过螺栓固定在地面上),其中在弹性辊筒6.1的两端通过焊接的方式固定有摆动架6.2,摆动架6.2铰接在机架上(通过摆动架的摆动实现弹性辊筒的摆动,通过弹性辊筒的摆动实现对袋体收卷时的张紧),在摆动架6.2中段与机架支架之间设置有弹簧,弹簧将弹性辊筒6.1向上抬,在弹性辊筒6.1的左侧有对位辊筒6.4,对位辊筒6.4通过轴承固定在机架上(对位辊筒6.4可以进行转动,在对位辊筒的一端通过焊接的方式固定有带动对位辊筒进行转动的电机),在对位辊筒6.4的外壁上通过焊接的方式固定有多根对位弧形杆6.5,对位弧形杆6.5两端向下弯曲,这样对位弧形杆6.5形成两端低中间高的情况,这样通过对位弧形杆6.5实现将编制带将中间移动,在对位辊筒6.4的下方设置有收卷机构5,这样保证收卷时候的袋体边缘对齐,这样加工出来的袋体幅宽波动小,袋体的品质比较的高。
29.基于上述所述的一种保证袋体编制后幅宽加工设备的方法;一、将多个线卷装夹在放卷机构2上进行放卷,每个线卷上引出来的线穿过过线孔4.3与抖动弹簧4.4,这样通过抖动弹簧4.4将纬线将下压张紧,当纬线张力比较大的时候,抖动弹簧4.4张开进行延伸,在张紧的时候进行缓冲,避免纬线断开;二、然后纬线绕在张紧辊筒4.6上,通过张紧辊筒4.6进行张紧,同时通过分隔条4.9将纬线分开,这样纬线间隔开来,这样可以防止纬线接触而影响纬线的张力,通过上下设置的张开辊筒对纬线进一步的张紧,这样使纬线张紧,这样在进行经线与纬线纺织的时候便于保证幅宽;三、将多根纬线伸入到圆织机1内,在纺织梭3有多个且多个纺织梭3安装在圆织机1上进行转动,在每个纺织梭3上设置有经线线卷,在纺织梭3将经进行弹性张紧,这样在张紧的时候,在进行纺织的时候也能进行弹性缓冲,这样可以避免经线断裂,同时经线在进行
纺织的时候,张力比较的大,这样纬线之间的间隙比较小,保证袋体的幅宽;四、编制完毕后,袋体通过顶部的收卷张紧机构6进行张紧,这样两端实现张紧,这样在进行编制的时候,袋体线条经线与纬线张紧,这样编制的袋体线条比较紧致,袋体不容易形变而影响装袋效果。
30.五、编制的袋体最后绕在对位辊筒6.4上,通过对位辊筒6.4将袋体向中间移动,即为袋体在输送的时候是张紧的,当袋体接触对位弧形杆6.5,由于编制袋体先接触的对位弧形杆6.5的顶部,这样为保证受力均匀,袋体中心偏离中心线的时候,袋体向中间进行移动校正位置,这样便于在收卷的时候袋体边缘对齐;最后收卷机构5进行收卷。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
