1.本发明涉及一种医用口罩,尤指利用防拨水熔喷布层的双层口罩及其防拨水熔喷布层的制造方法。
背景技术:
2.口罩一般是指配戴在口鼻部位的用具,其主要用途为过滤进出口鼻的空气,以阻挡细菌、粉尘或飞沫进出配戴者的体内,而目前口罩大多以布料、塑料或纸材所制成,并且多属于抛弃式的一次性消耗品。日前,受到流感疫情传染的报导,导致市场上的医用口罩的需求量大增。而目前市面上的医用口罩都为三层式口罩,其结构由外至内依序为防拨水层、过滤层及亲水层,防拨水层的主要用途为防止飞沫沾染及隔绝渗透,过滤层为过滤空气中的细菌或病毒,而亲水层则使肌肤接触时较为舒适,并可吸收配戴者所产生的口沫。
3.现有医用口罩的三层式结构,即防拨水层、过滤层及亲水层,每一层都有其特定功能,故缺一不可,因此在制作医用口罩时需要使用到大量的不织布来制成防拨水层、过滤层及亲水层。然而,由于新冠病毒疫情的全球蔓延,使得全球的人民纷纷抢购医用口罩,导致医用口罩的需求大增,进而使得制作医用口罩的不织布也跟着大缺货,由于制作口罩的原料不织布来不及供应的缘故,使得医用口罩及其原料不织布甚至还变成各国争相抢夺的战略物资。
4.因此,现有医用口罩的三层式结构除了有用料较多的问题外,其在佩戴使用时,还会常常容易让人感到呼吸不顺或胸闷等问题,这是由于三层式结构对人呼吸气时造成阻力增加,也即三层式口罩的压差较大,容易导致佩戴呼吸时会有压迫感而产生不舒服的感觉,特别对于小孩或老人而言,更是无法忍受长时间佩戴所带来的不适。再者,医用口罩是用完即丢的一次性使用的抛弃式产品,而现有口罩的三层式结构也很容易使得垃圾量增加,并不符合现今世界各国对于节能减碳与绿色环保日益重视的趋势潮流。
5.是以,如何解决上述现有技术的问题与缺失,即为相关业者所亟欲研发的课题所在。
技术实现要素:
6.本发明的主要目的乃在于,利用防拨水熔喷布层能同时具有防拨水及滤菌效果,故可用来取代现有口罩的防拨水层及过滤层,以制作出一种双层口罩,以减少材料使用与制作成本、减少压差使得佩戴舒适及减少垃圾量。
7.本发明的次要目的乃在于,提供一种双层口罩的防拨水熔喷布层的制造方法,利用于熔喷布的制程中加入防拨水处理,以使熔喷布上形成防拨水保护膜,即可拿来当作为口罩的外层使用。
8.为达上述目的,本发明的双层口罩,包括挂戴部及防拨水熔喷布罩体,该挂戴部连接于该防拨水熔喷布罩体,该防拨水熔喷布罩体包含一防拨水熔喷布层以及一亲水性不织布层,该亲水性不织布层位于双层口罩内层,该防拨水熔喷布层位于双层口罩外层。
9.为达上述目的,本发明的双层口罩,包括挂戴部及防拨水熔喷布罩体,该挂戴部连接于该防拨水熔喷布罩体,该防拨水熔喷布罩体包含一防拨水熔喷布层以及一防拨水不织布层,该防拨水不织布层位于双层口罩内层,该防拨水熔喷布层位于双层口罩外层。
10.为达上述目的,本发明的双层口罩,包括挂戴部及防拨水熔喷布罩体,该挂戴部连接于该防拨水熔喷布罩体,该防拨水熔喷布罩体包含一防拨水热压强化熔喷布层以及一亲水性不织布层,该亲水性不织布层位于双层口罩内层,该防拨水热压强化熔喷布层位于双层口罩外层。
11.为达上述目的,本发明的双层口罩,包括挂戴部及防拨水熔喷布罩体,该挂戴部连接于该防拨水熔喷布罩体,该防拨水熔喷布罩体包含一防拨水热压强化熔喷布层以及一防拨水不织布层,该防拨水不织布层位于双层口罩内层,该防拨水热压强化熔喷布层位于双层口罩外层。
12.为达上述目的,本发明的双层口罩的防拨水熔喷布层的制造方法包含熔喷物供给步骤、熔喷物熔融步骤、熔喷成形步骤、冷却步骤及防拨水处理步骤,其中熔喷物供给步骤系将熔喷物供给至熔喷机的缸体中,并通过螺杆推挤作用以将熔喷物朝向模具喷嘴输送;熔喷物熔融步骤系于缸体内使熔喷物熔融,并通过螺杆推挤作用以将熔融的熔喷物朝向模具喷嘴输送;熔喷成形步骤系将熔融的熔喷物通过模具喷嘴喷出,以形成丝状物;冷却步骤系将喷出的丝状物喷洒在滚轮上进行冷却,以形成熔喷布;防拨水处理步骤系将熔喷布进行防拨水处理,以形成防拨水熔喷布,该防拨水熔喷布用以制成该防拨水熔喷布层。
13.为达上述目的,本发明的双层口罩的防拨水熔喷布层的制造方法包含熔喷物供给步骤、拨水剂预植步骤、熔融混合步骤、熔喷成形步骤及冷却步骤,其中熔喷物供给步骤系将熔喷物供给至熔喷机的缸体中,并通过螺杆推挤作用以将熔喷物朝向模具喷嘴输送;拨水剂预植步骤系将拨水剂加入熔喷机的缸体中,并通过螺杆挤压搅拌作用以将拨水剂与熔喷物互相混合;熔融混合步骤于缸体内使熔喷物熔融,并通过螺杆挤压搅拌作用以将熔融的熔喷物与拨水剂互相均匀混合;熔喷成形步骤系将混合后的熔融的熔喷物及拨水剂通过模具喷嘴喷出,以形成丝状物;冷却步骤系将喷出的丝状物喷洒在滚轮上进行冷却,以形成预植拨水剂的防拨水熔喷布,防拨水熔喷布用以制成防拨水熔喷布层。
14.为达上述目的,本发明的双层口罩的防拨水热压强化熔喷布层的制造方法包含熔喷物供给步骤、熔喷物熔融步骤、熔喷成形步骤、冷却步骤、热压步骤及防拨水处理步骤,其中熔喷物供给步骤系将熔喷物供给至熔喷机的缸体中,并通过螺杆推挤作用以将熔喷物朝向模具喷嘴输送;熔喷物熔融步骤系于缸体内使熔喷物熔融,并通过螺杆推挤作用以将熔融的熔喷物朝向模具喷嘴输送;熔喷成形步骤系将熔融的熔喷物通过模具喷嘴喷出,以形成丝状物;冷却步骤系将喷出的丝状物喷洒在滚轮上进行冷却,以形成熔喷布;热压步骤系将熔喷布进行热压处理,以形成热压强化熔喷布;防拨水处理步骤系将热压强化熔喷布进行防拨水处理,以形成防拨水热压强化熔喷布,该防拨水热压强化熔喷布用以制成该防拨水热压强化熔喷布层。
15.为达上述目的,本发明的双层口罩的防拨水热压强化熔喷布层的制造方法包含熔喷物供给步骤、拨水剂预植步骤、熔融混合步骤、熔喷成形步骤及冷却步骤,其中熔喷物供给步骤系将熔喷物供给至熔喷机的缸体中,并通过螺杆推挤作用以将熔喷物朝向模具喷嘴输送;拨水剂预植步骤系将拨水剂加入熔喷机的缸体中,并通过螺杆挤压搅拌作用以将拨
水剂与熔喷物互相混合;熔融混合步骤于缸体内使熔喷物熔融,并通过螺杆挤压搅拌作用以将熔融的熔喷物与拨水剂互相均匀混合;熔喷成形步骤系将混合后的熔融的熔喷物及拨水剂通过模具喷嘴喷出,以形成丝状物;冷却步骤系将喷出的丝状物喷洒在滚轮上进行冷却,以形成预植拨水剂的防拨水熔喷布;热压步骤系将防拨水熔喷布进行热压处理,以形成防拨水热压强化熔喷布,该防拨水热压强化熔喷布用以制成防拨水热压强化熔喷布层。
16.与现有技术相比较,本发明具有的有益效果是:由于双层口罩的防拨水熔喷布层同时具有防拨水及滤菌的功能,故可用于替代现有口罩的防拨水不织布层及滤菌熔喷布层,以减少制造口罩的材料使用及制作成本。此外,双层口罩还能减小压差,以增加佩戴时的舒适感,并可减少垃圾量以保护环境。
17.底下凭借具体实施例详加说明,当更容易了解本发明的目的、技术内容、特点及其所达成的功效。
附图说明
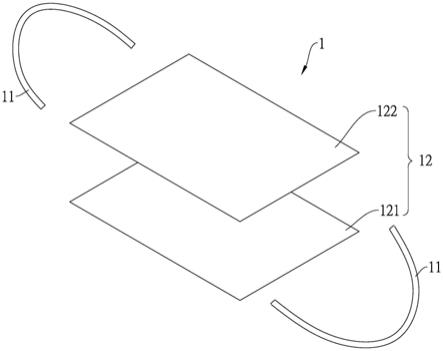
18.图1为本发明的双层口罩的立体分解示意图。
19.图2为本发明的另一种双层口罩的立体分解示意图。
20.图3为本发明的又一种双层口罩的立体分解示意图。
21.图4为本发明的再一种双层口罩的立体分解示意图。
22.图5为本发明的双层口罩的防拨水熔喷布层的制造方法的步骤流程图。
23.图6为本发明的双层口罩的防拨水熔喷布层的制造方法所使用的熔喷成形设备的剖面示意图。
24.图7为本发明的双层口罩的防拨水熔喷布层的另一制造方法的步骤流程图。
25.图8为本发明的双层口罩的防拨水熔喷布层的另一制造方法所使用的另一熔喷成形设备的剖面示意图。
26.附图标记说明:1-双层口罩;1
’‑
双层口罩;11-挂戴部;11
’‑
挂戴部;12-防拨水熔喷布罩体;12
’‑
防拨水熔喷布罩体;121-防拨水热压强化熔喷布层;121
’‑ꢀ
防拨水热压强化熔喷布层;122-亲水性不织布层;122
’‑
防拨水不织布层;2-双层口罩;2
’‑
双层口罩;21-挂戴部;21
’‑
挂戴部;22-防拨水熔喷布罩体;22
’‑
防拨水熔喷布罩体;221-防拨水熔喷布层;221
’‑
防拨水熔喷布层;222-亲水性不织布层;222
’‑
防拨水不织布层;3-双层口罩的防拨水熔喷布层的制造方法;31-熔喷物供给步骤;32-熔喷物熔融步骤;33-熔喷成形步骤;34-冷却步骤;35-热压步骤;36-防拨水处理步骤;4-熔喷成形设备;41-熔喷机;411-缸体;412-螺杆; 413-模具喷嘴;414-供料器;42-滚轮;43-滚筒;44-拨水剂槽;5-熔喷物;51
‑ꢀ
丝状物;52-熔喷布;53-热压强化熔喷布;54-防拨水热压强化熔喷布;6-双层口罩的防拨水熔喷布层的制造方法;61-熔喷物供给步骤;62-拨水剂预植步骤;63
‑ꢀ
熔融混合步骤;64-熔喷成形步骤;65-冷却步骤;66-热压步骤;7-熔喷成形设备;71-熔喷机;711-缸体;712-螺杆;713-模具喷嘴;714-供料器;715-加料器;72
‑ꢀ
滚轮;73-滚筒;81-熔喷物;82-拨水剂;9-丝状物;91-防拨水熔喷布;92-防拨水热压强化熔喷布。
具体实施方式
27.请参阅图1,是本发明的双层口罩1,其包括挂戴部11及防拨水熔喷布罩体12,该挂
戴部11连接于防拨水熔喷布罩体12,其中防拨水熔喷布罩体12是双层结构,其从与外界接触的外层到与人脸接触的内层,由外到内依序排列包含有一防拨水热压强化熔喷布层121及一亲水性不织布层122,换言之,防拨水热压强化熔喷布层121位于双层口罩1外层,亲水性不织布层122位于双层口罩1内层。
28.注:“防拨水”材料是指该材料就像可以将水拨开似,具有又防水又防泼水的效果。
29.请参阅图2,是本发明的另一种双层口罩1’,其包括挂戴部11’及防拨水熔喷布罩体12’,该挂戴部11’连接于防拨水熔喷布罩体12’,其中防拨水熔喷布罩体12’是双层结构,其从与外界接触的外层到与人脸接触的内层,由外到内依序排列包含有一防拨水热压强化熔喷布层121’及一防拨水不织布层122’,换言之,防拨水热压强化熔喷布层121’位于双层口罩1’外层,防拨水不织布层122’位于双层口罩1’内层。
30.请参阅图3,是本发明的又一种双层口罩2,其包括挂戴部21及防拨水熔喷布罩体22,该挂戴部21连接于防拨水熔喷布罩体22,其中防拨水熔喷布罩体22是双层结构,其从与外界接触的外层到与人脸接触的内层,由外到内依序排列包含有一防拨水熔喷布层221及一亲水性不织布层222,换言之,防拨水熔喷布层221位于双层口罩2外层,亲水性不织布层222位于双层口罩2内层。
31.请参阅图4,是本发明的再一种双层口罩2’,其包括挂戴部21’及防拨水熔喷布罩体22’,该挂戴部21’连接于防拨水熔喷布罩体22’,其中防拨水熔喷布罩体22’是双层结构,其从与外界接触的外层到与人脸接触的内层,由外到内依序排列包含有一防拨水熔喷布层221’及一防拨水不织布层222’,换言之,防拨水熔喷布层221’位于双层口罩2外层,防拨水不织布层222’位于双层口罩2’内层。
32.在上述四种双层口罩的实施例中,亲水性不织布层122及亲水性不织布层 222都是以现有亲水性不织布的制造方法所制成,且防拨水不织布层122’及防拨水不织布层222’都是以现有防拨水不织布的制造方法所制成,而防拨水热压强化熔喷布层121、防拨水热压强化熔喷布层121’、防拨水熔喷布层221以及防拨水熔喷布层221’都是利用下述本发明的双层口罩的防拨水熔喷布层的制造方法 3所制成,如图5所示,差别在于防拨水热压强化熔喷布层121与防拨水热压强化熔喷布层121’有经过热压处理,而防拨水熔喷布层221与防拨水熔喷布层221’则未经过热压处理。由于经过热压处理的防拨水热压强化熔喷布层121与121’的结构系强化到可以承受较大水压的冲击,通过防水标准的测试,再加上其熔喷布本身所具有的过滤效果,且经过防拨水处理后,使防拨水热压强化熔喷布层121与121’同时具有防拨水及滤菌效果,故能取代现有口罩的防拨水层及过滤层,因此可减少不织布的材料使用及口罩制作的成本、减小结构所造成的压差来使得佩戴舒适以及减少垃圾量。而未经过热压处理的防拨水熔喷布层221 与221’则可应用在一些结构强度要求不需要太高的口罩上,其由于也经过防拨水处理,所以防拨水熔喷布层221与221’也同时具有防拨水及滤菌效果,故也能取代现有口罩的防拨水层及过滤层,其也可减少材料的使用及成本、减小压差以使佩戴舒适及减少垃圾量。
33.请参阅图5,为本发明的双层口罩的防拨水熔喷布层的制造方法3,其使用熔喷成形设备4来进行,如图6所示,此熔喷成形设备4包含有熔喷机41、滚轮42及滚筒43,其中熔喷机41包含缸体411、螺杆412、模具喷嘴413及供料器414。
34.此双层口罩的防拨水熔喷布层的制造方法3包含熔喷物供给步骤31、熔喷物熔融
步骤32、熔喷成形步骤33、冷却步骤34、热压步骤35及防拨水处理步骤36,其中熔喷物供给步骤31系将熔喷物5经由供料器414以供给至熔喷机 41的缸体411中,并通过螺杆412推挤作用以将熔喷物5朝向模具喷嘴413输送;熔喷物熔融步骤32系于缸体411内通过加热方式或螺杆412挤压生热以使熔喷物5熔融,并通过螺杆412推挤作用以将熔融的熔喷物5朝向模具喷嘴413 输送;熔喷成形步骤33系将熔融的熔喷物5通过模具喷嘴413喷出,以形成丝状物51;冷却步骤34系将喷出的丝状物51喷洒在滚轮42上进行冷却,以形成熔喷布52;热压步骤35系将熔喷布52通过滚筒43加热滚压,以对熔喷布52 进行热压处理,以形成热压强化熔喷布53;防拨水处理步骤36系将热压强化熔喷布53进行防拨水处理,以形成防拨水热压强化熔喷布54,而此防拨水热压强化熔喷布54就可用以制成如图1及图2所示的双层口罩1及1’的防拨水热压强化熔喷布层121与防拨水热压强化熔喷布层121’。
35.在本实施例中,热压步骤35中对熔喷布52进行热压处理的温度范围系介 于150℃~200℃之间,如此通过热压处理后所形成的热压强化熔喷布53,由于 其网状结构更为密实与致密,因此其结构强度变得更强大,故能够承受较大水 压的冲击,以通过防水标准的测试。然不限于此,另一种选择是,在一些结构 强度要求不需要太高的口罩上,系不需要对熔喷布52进行热压处理,因此双层 口罩的防拨水熔喷布层的制造方法3可省略掉热压步骤35,而让冷却步骤34所 形成的熔喷布52直接接着防拨水处理步骤36,以将熔喷布52进行防拨水处理, 以形成防拨水熔喷布,其可用于制成如图3及图4所示的双层口罩2及2’的防 拨水熔喷布层221及防拨水熔喷布层221’。此外,如图5所示,双层口罩的防 拨水熔喷布层的制造方法3中的热压步骤35与防拨水处理步骤36的实施步骤 的顺序也可以互相对调,以配合不同的制程状况来实施。
36.在本实施例中,熔喷物5系选自聚四氟乙烯(ptfe)、聚丙烯(pp)、聚乙烯(pe)、 聚酯醚(tpee)的一或其组合。在防拨水处理步骤36中系将热压强化熔喷布53 通过一拨水剂槽44,使拨水剂槽44内的拨水剂能披覆于热压强化熔喷布53上, 进而形成防拨水热压强化熔喷布54。然不限于此,其他的防拨水处理,例如是 浸镀、喷涂或涂布等方式,以在热压强化熔喷布53上形成防拨水保护膜的作法, 都可应用在本发明中。可理解的是,由于经过热压处理及防拨水处理的防拨水 热压强化熔喷布54,其布的结构致密强化且防拨水,而由防拨水热压强化熔喷 布54所制成的防拨水热压强化熔喷布层121及防拨水热压强化熔喷布层121
’ꢀ
的单位面积重量系介于20g/m2~40g/m2之间,如此设计可让防拨水热压强化熔喷 布层121及防拨水热压强化熔喷布层121’能具有防血喷及防拨水的作用,以符 合检验标准来制作成医用口罩。
37.请参阅图7,为本发明的双层口罩的防拨水熔喷布层的另一种制造方法6,其使用熔喷成形设备7来进行,如图8所示,此熔喷成形设备7包含有熔喷机 71、滚轮72及滚筒73,其中熔喷机71包含缸体711、螺杆712、模具喷嘴713、供料器714及加料器715。
38.该双层口罩的防拨水熔喷布层的制造方法6包含熔喷物供给步骤61、拨水剂预植步骤62、熔融混合步骤63、熔喷成形步骤64、冷却步骤65以及热压步骤66,其中熔喷物供给步骤61系将熔喷物81经由供料器714供给至熔喷机71 的缸体711中,并通过螺杆712挤压作用以将熔喷物81朝向模具喷嘴713输送;拨水剂预植步骤62系将拨水剂82经由加料器715加入熔喷机71的缸体711中,并通过螺杆712挤压搅拌作用以将拨水剂82与熔喷物81互相混合;熔融混合步骤63系于缸体711内通过加热方式或螺杆712挤压生热以使熔喷物81熔融,
并通过螺杆712挤压搅拌作用以将熔融的熔喷物81与拨水剂82互相均匀混合;熔喷成形步骤64系将混合后熔融的熔喷物81及拨水剂82通过模具喷嘴713喷出,以形成丝状物9;冷却步骤65系将喷出的丝状物9喷洒在滚轮72上进行冷却,以形成预植拨水剂82的防拨水熔喷布91;热压步骤66系将防拨水熔喷布 91通过滚筒73加热滚压,以对防拨水熔喷布91进行热压处理,以形成防拨水热压强化熔喷布92,而此防拨水热压强化熔喷布92就可用以制成如图1及图2 所示的双层口罩1及1’的防拨水热压强化熔喷布层121与防拨水热压强化熔喷布层121’。
39.可理解的是,在一些结构强度要求不需要太高的口罩上,系不需要对防拨水熔喷布91进行热压处理,因此双层口罩的防拨水熔喷布层的制造方法6可省略掉热压步骤66,其可用于制成如图3及图4所示的双层口罩2及2’的防拨水熔喷布层221及防拨水熔喷布层221’。因此,本发明的防拨水熔喷布91的制造方法可将拨水剂82以预先混合于熔喷物81再射出的方式来达成。
40.以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。