1.本发明涉及专用量具技术领域,尤其涉及一种测量零件法兰跳动量的量具。
背景技术:
2.本发明的测量对象是一种复杂的汽车安全带总成,该组件为内孔为涡轮齿形的复杂的法兰结构,图纸要求测量法兰的外圆面相对于内孔齿形齿顶圆的跳动量,其精确度为0.05mm,如果有超差,即判为不合格产品。该组件为冷镦方式生产,生产效率较高,每年计划生产的数量较多,每批次约为10万件左右,客户要求每件产品必须检验此行为公差(跳动量),确保全部产品100%合格。该组件与其他零件精密装配,如有尺寸或行为公差超差,会导致装配失效,或者功能受损,所以该组件对跳动量精度要求很高,需要精确检测。
3.该组件以上所述跳动量目前采用三坐标测量机和投影机进行测量,目前这两个仪器操作难度较高,尤其三坐标测量机本身属于复杂的高端测量设备,必须由经过专门训练的专业测量员进行操作,且采用接触式扫描建立零件的数据模型,并进行测量分析,最终得出跳动量的测量结果,完成一个零件的测量大约需要5分钟,且过程复杂,会因操作失误造成测量结果不准确。采用投影机进行测量,其操作难度低于三坐标测量机,但同样需要测量员精确调整被测量的零件,在精确聚焦的基础上,仔细寻找齿形的边界,完成一个零件的测量至少需要5分钟。
4.因此对于上万件的产品,如果逐个检验,以上两种操作方式都会使操作人员进行长时间重复性机械劳动,眼、手及肩膀等部位十分疲劳;其次分拣效率低,每人每天大约可完成100件左右产品的检验;另外测量用的投影仪属于较为精密的光学仪器,价格昂贵,使用成本较高,难以满足上万件产品的生产测量需求。鉴于目前这种情况,生产现场迫切需要一种可以方便快捷的测量手段。
技术实现要素:
5.为解决现有技术的不足,本发明提出一种测量零件法兰跳动量的量具,可以方便快速地检测所述零件法兰跳动量,测量其数值,记录并判定,将不符合要求的零件分拣出来。
6.为实现以上目的,本发明所采用的技术方案包括:
7.一种测量零件法兰跳动量的量具,包括底座平台,其特征在于,所述底座平台上固定设置有支撑块和表支架,所述表支架上固定设有百分表,所述支撑块上设有圆柱形内孔,所述圆柱形内孔与中心杆相匹配,所述中心杆的一端为齿形端,所述中心杆通过所述齿形端与被测零件配合连接,所述被测零件与所述百分表的探头配合接触,所述中心杆通过螺母固定在所述支撑块上。
8.进一步地,所述支撑块通过螺栓固定连接所述底座平台。
9.进一步地,所述表支架通过螺栓固定连接所述底座平台。
10.进一步地,所述百分表通过螺栓固定连接所述表支架。
11.进一步地,所述中心杆通过螺母和垫片固定连接所述支撑块。
12.进一步地,所述被测零件由手动驱动转动。
13.本发明的有益效果为:
14.采用本发明所述一种测量零件法兰跳动量的量具,可以将所需尺寸的法兰零件快速准确地检验出来,相对其它测量方式,大大简化了测量工作,降低了人员的劳动强度,提高了人员的劳动效率。相比采用三坐标测量机和投影机进行测量的方式,生产效率提高了十倍以上,每八小时可完成一千五件的分拣工作。另外采用本检具作业,可大大降低人为因素对测量的影响,可靠性有很大提高,测量结果高度可信,误判的概率小到忽略不计。
附图说明
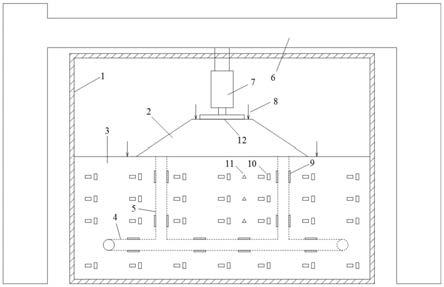
15.图1为本发明实施例提供的一种测量零件法兰跳动量结构正视示意图。
16.图2为本发明实施例提供的一种测量零件法兰跳动量结构左视示意图。
17.图3为本发明实施例提供的一种测量零件法兰跳动量结构剖视示意图。
18.图4为本发明实施例提供的一种测量零件法兰跳动量结构俯视示意图。
19.图5为本发明实施例提供的一种测量零件法兰跳动量结构侧视示意图。
20.附图编号说明:1-底座平台、2-支撑块、3-中心杆、4-表支架、5-百分表、6-百分表的探头、7-被测零件、8-螺母、9-垫片、10-螺栓。
具体实施方式
21.为了更清楚的理解本发明的内容,将结合附图和实施例详细说明。
22.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明创造和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明创造的限制。
23.术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明创造中的具体含义。
24.如图1、图2、图3、图4、图5所示为本发明一种测量零件法兰跳动量结构示意图,包括底座平台1、支撑块2、表支架4、百分表5、中心杆3和螺母8,所述底座平台1上固定设置有支撑块2和表支架4,所述表支架4上固定设有百分表5,所述支撑块2上设有圆柱形内孔,所述圆柱形内孔与中心杆3相匹配,所述中心杆3的一端为齿形端,所述中心杆3通过所述齿形端与被测零件7配合连接,所述被测零件7由手动驱动转动,所述被测零件7与所述百分表的探头6配合接触,所述中心杆3通过螺母8和垫片9固定在所述支撑块2上;所述支撑块2通过螺栓10固定连接所述底座平台1;所述表支架4通过螺栓固定连接所述底座平台1;所述百分表5通过螺栓固定连接所述表支架4。
25.所述底座平台1的作用是支撑整个装置;所述支撑块2上设有圆柱形内孔,所述圆柱形内孔与所述中心杆3相匹配,所述中心杆3与所述支撑块2的圆柱形内孔相接触的地方
均为特殊加工,使二者配合精度很高,配合间隙非常小,既可以实现所述中心杆3自如转动,又可以避免测量误差;所述中心杆3的齿形端与所述百分表的探头6位置配合安装,使所述被测零件7与所述百分表的探头6配合接触;所述螺母8与所述垫片9安装在所述中心杆3有螺纹一端,其作用是轴向固定所述中心杆3的位置。
26.使用过程中,组装调整并检查所述量具,预先制造跳动量已知(例如0.05mm)的标准样件,把所述标准样件装入量具后,手动转动所述标准样件并寻找所述百分表5示数最大的角度位置,标定所述百分表5的读数为0.05。
27.将被测零件7装在所述中心杆3的齿形端,所述中心杆3的齿形端与被测零件7的内孔齿形完全契合,保持所述百分表的探头6与被测零件7的法兰圆面良好地接触,轻轻转动所述被测零件7,所述被测零件7的法兰圆面推动所述百分表的探头6使所述百分表5产生示数,此时所述百分表5的示数即为实际的跳动量,如果该数值小于0.05,说明所述被测零件7的跳动量判定为合格,否则所述被测零件7的跳动量判定为不合格。
28.以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换等都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。