1.本实用新型涉及汽车内饰生产技术领域,具体是涉及一种汽车用玻纤滚胶及面料滚胶共用设备。
背景技术:
2.汽车顶蓬安装在汽车车厢顶部,起到隔热、隔音与吸音作用。在越来越追求高性能、环保型、节能型、轻量化、个性化的时代,汽车的内饰与汽车的外形一样,成为人们选购汽车的一个重要因素,因此对汽车内饰件的要求也越来越高,现有工艺中,汽车顶蓬生产中会采用的面料生产线和玻纤生产线,面料生产线和玻纤生产线均会使用到滚胶机,滚胶机对应的都是一条线体,面料生产线和玻纤生产线使用时需要两台滚胶机,从而浪费人力资源,同时造成生产空间上的占用,随着人工成本的不断提高,投入自动化设备代替人工是以后的主要趋势。
技术实现要素:
3.基于此,有必要针对现有技术问题,提供一种汽车用玻纤滚胶及面料滚胶共用设备。
4.为解决现有技术问题,本实用新型采用的技术方案为:
5.一种汽车用玻纤滚胶及面料滚胶共用设备,包括滚胶机、玻纤生产线和面料生产线,玻纤生产线和面料生产线并列设置,且两者的工作方向相互平行,滚胶机的底部设置有滑轮,滚胶机的内部设置用于驱动滑轮转动的行走电机,玻纤生产线和面料生产线之间设置有行走轨道,滚胶机通过滑轮可滑动的位于行走轨道上,滚胶机的运动方向与玻纤生产线和面料生产线的工作方向相互垂直。
6.优选的,所述面料生产线包括放料机构和收料机构,放料机构和收料机构分别位于行走轨道的两侧,放料机构和收料机构均设置有第一驱动电机、旋转轴和若干个辊轴。
7.优选的,所述玻纤生产线包括移栽送料机构、翻转送料输送机构和模压机,移栽送料机构和翻转送料输送机构分别位于行走轨道的两侧,模压机位于翻转送料机构的旁侧且远离移栽送料机构。
8.优选的,所述移栽送料机构包括机架、第一滑轨、平台小车、输送机和移栽搬运组件,机架位于行走轨道的旁侧且远离翻转送料输送机构的一侧,第一滑轨位于机架的顶部,移栽搬运组件可滑动的位于第一滑轨上,输送机位于机架的下方且靠近行走轨道的一侧,平台小车位于输送机的旁侧。
9.优选的,所述移栽搬运组件包括第二驱动电机、同步带、移料架、第三驱动电机、齿轮、齿条、升降架和夹持组件,移料架可滑动的位于第一滑轨上,同步带位于第一滑轨的旁侧且与其平行设置,移料架固定连接于同步带上,第二驱动电机固定连接于机架上,第二驱动电机的输出轴与同步带传动连接,移料架上设置有呈竖直状态的第二滑轨,升降架可滑动的位于移料架上,齿条呈竖直状态固定连接于升降架的顶端,齿轮位于移料架上且齿轮
与齿条啮合连接,第三驱动电机位于移料架上,第三驱动电机的输出轴与齿轮固定连接,夹持组件固定连接于升降架的底部。
10.优选的,所述翻转送料输送机构包括翻转架、传送带和用于驱动传送带转动的直线驱动器,传送带位于翻转架上靠近行走轨道的一侧,传送带的其中一端与翻转架转动连接,直线驱动器位于翻转架和传送带之间。
11.优选的,所述翻转送料输送机构还设置有用于对物料进行喷淋软水的喷水房,喷水房位于翻转架的顶部。
12.本技术相比较于现有技术的有益效果是:
13.1.本技术通过玻纤生产线和面料生产线并列设置,且两者的工作方向相互平行,使得滚胶机在于两者之间移动时,不会互相干扰,同时行走轨道设置于玻纤生产线和面料生产线之间,且滚胶机的运动方向与玻纤生产线和面料生产线的工作方向相互垂直,使得滚胶机可以被玻纤生产线和面料生产线之间来回移动,从而被玻纤生产线和面料生产线公用,当需要使用时,通过行走电机驱动滑轮在行走轨道上进下移滑动,从而可以在玻纤生产线和面料生产线之间自由切换,减少生产空间的使用,降低生产成本。
14.2.本技术通过滚胶机沿行走轨道移动至放料机构和收料机构之间,通过放料机构带动物料通过若干个辊轴牵引至滚胶机上,通过滚胶机对于物料进行涂胶,涂胶后的物料放置于收料机构的辊轴上,通过收料机构的第一驱动电机带动旋转轴对于物料进行收卷,从而完成作业。
15.3.本技术通过滚胶机沿行走轨道移动至移栽送料机构和翻转送料输送机构之间,移栽送料机构带动物料向滚胶机运动,通过滚胶机对于物料进行涂胶,涂胶后的物料放置于翻转送料输送机构,再通过翻转送料输送机构带动物料翻转,最后输送至模压机,通过模压机对于物料进行成型,从而完成作业。
16.4.本技术通过位于翻转架顶部的喷水房对于物料进行喷淋软水,通过喷淋软水使得物料无需干燥就可以通过模压机对其进行模压,减少生产需要等待的时间,提高效率。
附图说明
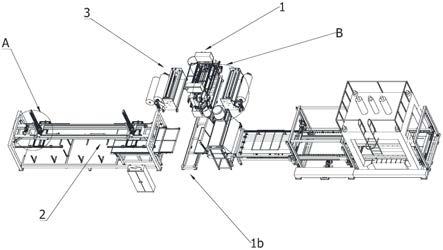
17.图1是本技术的整体的立体结构示意图;
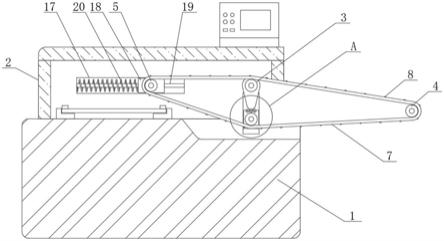
18.图2是本技术的整体的侧视图;
19.图3是本技术的整体的顶视图;
20.图4是本技术的图2中d处的放大图;
21.图5是本技术的图2中c处的放大图;
22.图6是本技术的图1中a处的放大图;
23.图7是本技术的图1中b处的放大图;
24.图中标号为:
25.1-滚胶机;1a-滑轮;1b-行走轨道;
26.2-玻纤生产线;2a-移栽送料机构;2a1-机架;2a2-第一滑轨;2a3-平台小车;2a4-输送机;2b-翻转送料输送机构;2b1-翻转架;2b2-传送带;2b3-直线驱动器;2c-喷水房;2d-移栽搬运组件;2d1-第二驱动电机;2d2-同步带;2d3-移料架;2d4-第二滑轨;2d5-第三驱动电机;2d6-齿轮;2d7-齿条;2d8-升降架;2d9-夹持组件;2e-模压机;
27.3-面料生产线;3a-放料机构;3a1-第一驱动电机;3a2-旋转轴;3a3-辊轴;3b-收料机构。
具体实施方式
28.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
29.如图1-7所示,本技术提供:一种汽车用玻纤滚胶及面料滚胶共用设备,包括滚胶机1、玻纤生产线2和面料生产线3,玻纤生产线2和面料生产线3并列设置,且两者的工作方向相互平行,滚胶机1的底部设置有滑轮1a,滚胶机1的内部设置用于驱动滑轮1a转动的行走电机,玻纤生产线2和面料生产线3之间设置有行走轨道1b,滚胶机1通过滑轮1a可滑动的位于行走轨道1b上,滚胶机1的运动方向与玻纤生产线2和面料生产线3的工作方向相互垂直。
30.基于上述实施例,本技术想要解决的技术问题是在面料生产线3和玻纤生产线2生产时均会使用到滚胶机1,滚胶机1只能对应一条线体,面料生产线3和玻纤生产线2使用时需要两台滚胶机1,从而浪费人力资源和生产成本,同时造成生产空间上的占用。为此,本技术通过玻纤生产线2和面料生产线3并列设置,且两者的工作方向相互平行,使得滚胶机1在于两者之间移动时,不会互相干扰,同时行走轨道1b设置于玻纤生产线2和面料生产线3之间,且滚胶机1的运动方向与玻纤生产线2和面料生产线3的工作方向相互垂直,使得滚胶机1可以被玻纤生产线2和面料生产线3之间来回移动,从而被玻纤生产线2和面料生产线3公用,当需要使用时,通过行走电机驱动滑轮1a在行走轨道1b上进下移滑动,从而可以在玻纤生产线2和面料生产线3之间自由切换,减少生产空间的使用,降低生产成本。
31.如图3和图7所示,进一步的:所述面料生产线3包括放料机构3a和收料机构3b,放料机构3a和收料机构3b分别位于行走轨道1b的两侧,放料机构3a和收料机构3b均设置有第一驱动电机3a1、旋转轴3a2和若干个辊轴3a3。
32.基于上述实施例,本技术想要解决的技术问题是滚胶机1与面料生产线3如何配合。为此,本技术通过滚胶机1沿行走轨道1b移动至放料机构3a和收料机构3b之间,通过放料机构3a的第一驱动电机3a1带动旋转轴3a2转动,从而带动物料通过若干个辊轴3a3牵引至滚胶机1上,通过滚胶机1对于物料进行涂胶,涂胶后的物料放置于收料机构3b的辊轴3a3上,通过收料机构3b的第一驱动电机3a1带动旋转轴3a2对于物料进行收卷,从而完成作业。
33.如图2-6所示,进一步的:所述玻纤生产线2包括移栽送料机构2a、翻转送料输送机构2b和模压机2e,移栽送料机构2a和翻转送料输送机构2b分别位于行走轨道1b的两侧,模压机2e位于翻转送料机构的旁侧且远离移栽送料机构2a。
34.基于上述实施例,本技术想要解决的技术问题是滚胶机1与玻纤生产线2如何配合。为此,本技术通过滚胶机1沿行走轨道1b移动至移栽送料机构2a和翻转送料输送机构2b之间,移栽送料机构2a带动物料向滚胶机1运动,通过滚胶机1对于物料进行涂胶,涂胶后的物料放置于翻转送料输送机构2b,再通过翻转送料输送机构2b带动物料翻转,最后输送至模压机2e,通过模压机2e对于物料进行成型,从而完成作业。
35.如图2-6所示,进一步的:所述移栽送料机构2a包括机架2a1、第一滑轨2a2、平台小车2a3、输送机2a4和移栽搬运组件2d,机架2a1位于行走轨道1b的旁侧且远离翻转送料输送
机构2b的一侧,第一滑轨2a2位于机架2a1的顶部,移栽搬运组件2d可滑动的位于第一滑轨2a2上,输送机2a4位于机架2a1的下方且靠近行走轨道1b的一侧,平台小车2a3位于输送机2a4的旁侧。
36.基于上述实施例,本技术想要解决的技术问题是移栽送料机构2a带动物料进行移动。为此,本技术通过平台小车2a3存放物料,通过移栽搬运机构将平台小车2a3上的物料进行夹取放置于输送机2a4上,通过输送机2a4将物料输送给滚胶机1,从而完成送料作业。
37.如图2-6所示,进一步的:所述移栽搬运组件2d包括第二驱动电机2d1、同步带2d2、移料架2d3、第三驱动电机2d5、齿轮2d6、齿条2d7、升降架2d8和夹持组件2d9,移料架2d3可滑动的位于第一滑轨2a2上,同步带2d2位于第一滑轨2a2的旁侧且与其平行设置,移料架2d3固定连接于同步带2d2上,第二驱动电机2d1固定连接于机架2a1上,第二驱动电机2d1的输出轴与同步带2d2传动连接,移料架2d3上设置有呈竖直状态的第二滑轨2d4,升降架2d8可滑动的位于移料架2d3上,齿条2d7呈竖直状态固定连接于升降架2d8的顶端,齿轮2d6位于移料架2d3上且齿轮2d6与齿条2d7啮合连接,第三驱动电机2d5位于移料架2d3上,第三驱动电机2d5的输出轴与齿轮2d6固定连接,夹持组件2d9固定连接于升降架2d8的底部。
38.基于上述实施例,本技术想要解决的技术问题是移栽搬运组件2d对于物料进行移动和夹取。为此,本技术通过第二驱动电机2d1带动同步带2d2转动,从而通过同步带2d2带动了与其固定连接的移料架2d3的移动,使得移料架2d3沿第一滑轨2a2的方向的移动,从而可以将平台小车2a3的物料水平移动至输送机2a4上,当物料在平台小车2a3夹取不到时,通过第三驱动电机2d5带动与其固定连接的齿轮2d6的转动,通过齿轮2d6的转动带动与其啮合连接的齿条2d7的移动,通过齿条2d7带动升降架2d8进行移动,使得升降架2d8沿第二滑轨2d4的方向移动,从而带动升降架2d8底部的夹持组件2d9对于物料进行夹取,通过升降架2d8和移料架2d3的移动配合,从而应对夹取物料的作业。
39.如图4所示,进一步的:所述翻转送料输送机构2b包括翻转架2b1、传送带2b2和用于驱动传送带2b2转动的直线驱动器2b3,传送带2b2位于翻转架2b1上靠近行走轨道1b的一侧,传送带2b2的其中一端与翻转架2b1转动连接,直线驱动器2b3位于翻转架2b1和传送带2b2之间。
40.基于上述实施例,本技术想要解决的技术问题是翻转送料输送机构2b使得物料翻转。为此,本技术通过传送带2b2对于经过滚胶机1的物料进行承接,通过启动直线驱动器2b3带动传送带2b2运动,使得传送带2b2在翻转架2b1上转动,从而通过传送带2b2带动物料翻转,将物料输送至模压机2e。
41.如图4所示,进一步的:所述翻转送料输送机构2b还设置有用于对物料进行喷淋软水的喷水房2c,喷水房2c位于翻转架2b1的顶部。
42.基于上述实施例,本技术想要解决的技术问题是翻转的物料一般需要干燥才能成型,从而影响生产效率。为此,本技术通过位于翻转架2b1顶部的喷水房2c对于物料进行喷淋软水,通过喷淋软水使得物料无需干燥就可以通过模压机2e对其进行模压,减少生产需要等待的时间,提高效率。
43.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都
属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。