1.本实用新型涉及链条磨损检测技术领域,尤其涉及一种链运机链条磨损量检测装置。
背景技术:
2.火力发电厂燃烧大量煤炭,生产现场需要将散落的原煤、煤粉以及飞灰、炉渣等固态物料进行收拢、短距离搬运,经常用到一种机械设备即链运机(亦称输渣机、捞渣机等)。链运机运行在充满粉尘灰渣的环境中。工程上即使采用了各种防磨技术、耐磨材料,其链条仍然非常容易磨损。重要的链运机依赖维护人员定期检查,仍难以完全避免运行时断链事故的发生。上述定期检查的方法为,由检修人员在现场使用游标卡尺,随机测量链条单个环节的磨损量。测量结果误差很大,难以作为有效的检修依据。另外,对于较长距离的链运机,链条环节总数非常多,采取上述手工检测不可能做到链条每个环节都测量到,并且检测效率较低。事实上,因为链条运行时始终处于移动状态,根本来不及对链条进行逐节的测量。链运机工作环境充满了粉尘、高温灰渣、蒸汽等危险因素,不适合操作人员作长时间停留。专利cn212314770u提供了一种刮板机链条磨损智能检测系统,该系统适用于刮板机链条的磨损检测,并且结构较为复杂。现有技术缺少链运机链条磨损量的自动检测方案。
技术实现要素:
3.有鉴于此,有必要提供一种链运机链条磨损量检测装置,用以解决现有链运机链条磨损量人工检测效率低的问题。
4.本实用新型提供一种链运机链条磨损量检测装置,包括激光脉冲发射器、激光脉冲接收器、采样控制器,所述激光脉冲发射器、激光脉冲接收器分别与采样控制器连接;
5.所述激光脉冲发射器设置在链运机链条的一侧,所述激光脉冲接收器设置于链运机链条的另一侧,所述激光脉冲发射器、激光脉冲接收器及链运机链条位于同一平面;
6.所述激光脉冲发射器,用于向链运机链条发射激光信号,所述激光脉冲接收器,用于接收从激光脉冲发射器发射出来的激光信号,所述采样控制器,用于根据激光脉冲发射器发射出的激光信号和激光脉冲接收器接收到的激光信号确定链条磨损量。
7.进一步地,所述激光脉冲发射器、激光脉冲接收器个数为至少一个。
8.进一步地,所述激光脉冲发射器、激光脉冲接收器的个数相等。
9.进一步地,所述激光脉冲发射器及激光脉冲接收器,还用于将脉冲信号转换为电信号。
10.进一步地,所述采样控制器根据激光脉冲发射器及激光脉冲接收器的电信号确定链条磨损量。
11.进一步地,所述链运机链条磨损量检测装置还包括底座,所述激光脉冲发射器、激光脉冲接收器固定在所述底座上。
12.进一步地,所述底座包括定位付凹台和定位付凸台,定位付凹台和定位付凸台咬
合。
13.进一步地,所述链运机链条磨损量检测装置还包括,若激光脉冲发射器、激光脉冲接收器个数为2个以上,则激光脉冲发射器、激光脉冲接收器形成的一条几何中心线和与链运机链条移动轨迹中心线重合。
14.进一步地,所述链运机链条磨损量检测装置还包括显示控制器,所述显示控制器与所述采样控制器电连接,所述显示控制器与所述采样控制器电连接,所述显示控制器用于将采样控制器确定的链条磨损量进行显示。
15.进一步地,所述显示控制器还用于对采样控制器确定的链条磨损量数据进行存储
16.与现有技术相比,本实用新型的有益效果包括:通过将所述激光脉冲发射器、激光脉冲接收器分别与采样控制器连接;将所述激光脉冲发射器设置在链运机链条的一侧,将所述激光脉冲接收器设置于链运机链条的另一侧,所述激光脉冲发射器、激光脉冲接收器及链运机链条位于同一平面;所述激光脉冲发射器向链运机链条发射激光信号,所述激光脉冲接收器接收从激光脉冲发射器发射出来的激光信号,所述采样控制器根据激光脉冲发射器发射出的激光信号和激光脉冲接收器接收到的激光信号确定链条磨损量;实现了链运机链条磨损量自动检测,提高了链运机链条磨损量的检测效率。
附图说明
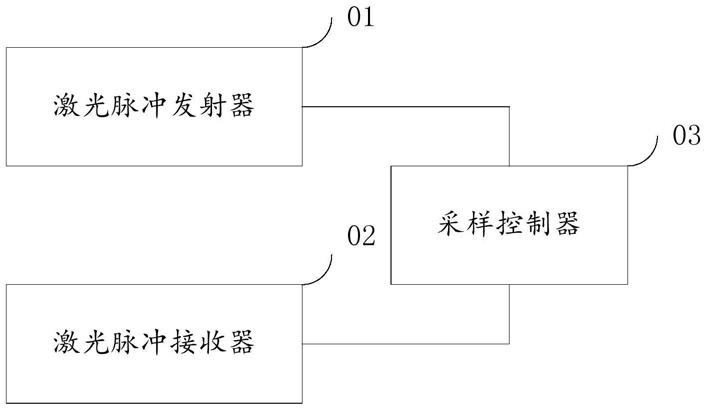
17.图1为本实用新型提供的链运机链条磨损量检测装置的结构框图;
18.图2为本实用新型提供的链运机链条磨损量检测装置俯视图;
19.图3为本实用新型提供的链运机链条磨损量检测装置主视图;
20.图4为本实用新型提供的激光脉冲发射器及激光脉冲接收器对应的波形图;
21.图5为本实用新型提供的底座安装示意图;
22.图6为本实用新型提供的链运机链条磨损量检测装置为电气连接示意图;
23.图7为本实用新型提供的采样控制器内部逻辑框图。
具体实施方式
24.下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本技术一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
25.本实用新型实施例提供了一种链运机链条磨损量检测装置,所述装置的结构框图,如图1所示,所述装置包括激光脉冲发射器01、激光脉冲接收器02、采样控制器03,所述激光脉冲发射器01、激光脉冲接收器02分别与采样控制器03连接;
26.所述激光脉冲发射器01设置在链运机链条的一侧,所述激光脉冲接收器02设置于链运机链条的另一侧,所述激光脉冲发射器01、激光脉冲接收器02及链运机链条位于同一平面;
27.所述激光脉冲发射器01,用于向链运机链条发射激光信号,所述激光脉冲接收器02,用于接收从激光脉冲发射器发射出来的激光信号,所述采样控制器03,用于根据激光脉冲发射器发射出的激光信号和激光脉冲接收器接收到的激光信号确定链条磨损量。
28.一个具体实施例中,链运机链条磨损量检测装置俯视图及主视图,分别如图2、3所
示,所述激光脉冲发射器1与激光脉冲接收器2在结构上相对布置,组成具备完整功能的一副传感器,即组合桁架式传感器,所述激光脉冲发射器1与激光脉冲接收器2的型号为e3f-20l/20c,所述组合桁架式传感器用于将链运机链条的位置变化转化为可供采样控制器处理的电信号(脉冲、波形);当所述链运机链条顺前述几何中心线,从激光发射——接收元件(距离可调)之间经过的时候,因为链条环环相扣的形状特点,激光束将被间断性遮断。如果遮挡状态对应输出低电平,那么非遮挡状态对应输出高电平。
29.优选的,所述激光脉冲发射器、激光脉冲接收器个数为至少一个。
30.优选的,所述激光脉冲发射器、激光脉冲接收器的个数相等。
31.优选的,所述激光脉冲发射器及激光脉冲接收器,还用于将脉冲信号转换为电信号。
32.优选的,所述采样控制器根据激光脉冲发射器及激光脉冲接收器的电信号确定链条磨损量。所述采样控制器的型号为fx1s-14m;
33.一个具体实施例中,激光脉冲发射器及激光脉冲接收器对应的波形图,如图4所示,当链运机链条处于匀速运动状态,则上述激光脉冲接收器4输出的高低电平变化将形成连续的脉冲5,其脉冲宽度8(单位ms毫秒)乘以匀速运动速度(单位m/s米每秒),可得到单个链条窗口长度。理论上,链条全长(新链条初始测量值、认为是不变量)减去全部(或指定数量)窗口长度,暂时命名为链运机链条的“实长”。间隔一段时间执行的两次测量,其“实长”的增量(实际应为负值)即是链运机链条的在长度方向上的磨损量。
34.另一个具体实施例中,链运机链条一般由变频器控制的电动机 减速机驱动,并非处于匀速运动状态。这时需要动态求取即时运动速度。所以需要用到由激光脉冲发射器3与激光脉冲接收器4组成的另一副传感器。从激光脉冲接收器4将得到另一列连续的脉冲6;
35.两副传感器布置的“间距”(单位mm毫米)是已知的和不变的;其次,同一个移动物体依次通过两副传感器,将形成两路信号5、6(波形),据此可得到它们之间的相位差7(单位ms毫秒);最后,将前述“间距”除以这个相位差,即可求出所需的链运机链条即时运动速度(单位m/s米每秒);以上过程可以由采样控制器完成。
36.优选的,所述链运机链条磨损量检测装置还包括底座,所述激光脉冲发射器、激光脉冲接收器固定在所述底座上。
37.优选的,所述底座包括定位付凹台和定位付凸台,定位付凹台和定位付凸台咬合,便于快速准确对激光脉冲发射器、激光脉冲接收器定位。
38.一个具体实施例中,底座(定位付)安装示意图,如图5所示,组合桁架式位移传感器底部设计有定位付凹台(共4处,分别位于激光脉冲发射器1、激光脉冲接收器2、激光脉冲发射器3、激光脉冲接收器4的底部),在相对应的工作位置,实际选择位于链运机回程链条平直部位,两侧各布置2处定位付(凸台),共4处。安装调试的对象是凸台的几何位置和凸台的高度,要求将凹台对准凸台放上去,凹凸正好咬合,最终保证组合桁架式位移传感器几何中心线100与链运机链条移动轨迹中心线100’重合。
39.优选的,所述链运机链条磨损量检测装置还包括,若激光脉冲发射器、激光脉冲接收器个数为2个以上,则激光脉冲发射器、激光脉冲接收器形成的一条几何中心线和与链运机链条移动轨迹中心线重合。
40.优选的,所述链运机链条磨损量检测装置还包括显示控制器,所述显示控制器与
所述采样控制器电连接,所述显示控制器与所述采样控制器电连接,所述显示控制器用于将采样控制器确定的链条磨损量进行显示。所述显示控制器可以是工控专用显示屏,也可用普通笔记本电脑代替,显示控制器型号可以为tpc1061td。
41.优选的,所述显示控制器还用于对采样控制器确定的链条磨损量数据进行存储。所述显示控制器还可以进行人机交互,包括使所述链运机链条磨损量检测装置开启或者关闭,所述链运机链条磨损量检测装置还设置有供采样控制器和显示控制器运行的安全电源(直流24v)。
42.一个具体实施例中,链运机链条磨损量检测装置为电气连接示意图,如图6所示,与5中虚线20代表激光束,由激光脉冲发射器1、3发出,激光脉冲接收器2、4接收;激光脉冲发射器1、3与激光脉冲接收器2、4之间距离可调;当被测物体从激光脉冲发射器1、3与激光脉冲接收器2、4之间经过时,激光束被间断性遮挡,激光脉冲接受器2、4状态发生翻转,输出具有相位差7的脉冲波形5、6,其脉冲宽度为8;图6中采样控制器30可由具备高速计数功能的通用plc实现;采样控制器的 24v电源输出端子31,分别送到所有的激光脉发射器和激光脉接受器(1、2、3、4);32是脉冲波形5输入端子;33是脉冲波形6输入端子;采样控制器30与显示控制器40之间通过数据线相连接(通讯)。
43.另一个具体实施例中,采样控制器内部逻辑框图,如图7所示,对两列脉冲波形5、6对应上升沿进行高速计数,得到相位差7,7的倒数对应于所述链运机链条移动速度。对5、6任一列脉冲波形相邻上升沿,下降沿进行高速计数,得到脉冲宽度8,将7的倒数与8相乘得到孔长l0;
44.显而易见,对7求倒数的步骤可以省略,实际操作时,只要将8除以7可得到孔长l0;将已知总长l(通过显示控制器输入)减去上述孔长l0,即得到“实长”m,间隔一段时间进行的两次测量,其实长m的增量(实际应为负值)δm即为所测链运机链条磨损量。
45.实际使用中,通过显示控制器的设定,孔长l0(或增量δl0)可以是对应一节链条(n=1)的,也可以对应任意节数n=n的链条的。
46.显示控制器输出显示单节链条的磨损量,也可以输出整根链条总的磨损量,也可以从连续的单节链条磨损量δm中,标记出最大磨损点位置。
47.本实用新型公开了一种链运机链条磨损量检测装置,通过将所述激光脉冲发射器、激光脉冲接收器分别与采样控制器连接;将所述激光脉冲发射器设置在链运机链条的一侧,将所述激光脉冲接收器设置于链运机链条的另一侧,所述激光脉冲发射器、激光脉冲接收器及链运机链条位于同一平面;所述激光脉冲发射器向链运机链条发射激光信号,所述激光脉冲接收器接收从激光脉冲发射器发射出来的激光信号,所述采样控制器根据激光脉冲发射器发射出的激光信号和激光脉冲接收器接收到的激光信号确定链条磨损量;实现了链运机链条磨损量自动检测,提高了链运机链条磨损量的检测效率。
48.本实用新型技术方案所述装置安装调试简便,整套装置只有定位付的凸台部分需要现场安装、调试,其他零部件可以集成为一个仪器箱;将组合桁架式位移传感器置于定位凸台上,打开电源开关,所述装置即进入自动测量状态;整个数据采集、存储过程不需人工干预;具备报警设置、数据通讯、后期查询等通用功能;因为所述装置无转动零部件、无机械磨损,满足长期连续在线检测需要;为检修人员提供修理或更换依据,大大降低了检修人员劳动强度,比之靠人员手工抽查的方式测量磨损量,数据覆盖更全,减少了作业人员长时间
暴露在高危环境的安全风险。
49.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
