3d打印装置及方法
技术领域
1.本发明涉及3d打印技术领域,特别涉及一种3d打印装置及方法。
背景技术:
2.熔融沉积型3d打印机是应用层叠来实现制造的一种装备,通过将制件数字化,用专用的 切片软件,生成一种带有路径信息的文件格式,将文件导入到3d打印机,打印头将熔融树脂 挤出,按设定的路径堆积从而实现快速成型。
3.熔融沉积型3d打印技术主要是利用热塑性材料(如pla、abs、pa、pc和pe等)的热熔性, 通过喷头组件将熔融的材料流经喷头并在打印平台逐层成型。基于这种熔丝堆积的原理,虽 然可以实现快速成型,但是熔丝之间的结合程度远低于打印材料本体,使得打印制件的性能 存在缺陷,制约了这种技术的应用。
技术实现要素:
4.为了解决上述问题,本发明提供一种能够减少孔隙率,提高打印制件的性能的3d打印装 置及方法。
5.为了实现上述目的,本一种3d打印装置,包括:打印平台,所述打印平台下方设置有震 动装置,所述震动装置用于激发所述打印平台的两相振动模态,通过两相振动模态的叠加组 合,使得打印平台表面质点产生椭圆运动。
6.作为优选的一种技术方案,所述椭圆运动的振幅在1-50微米。
7.作为优选的一种技术方案,所述震动装置为电陶瓷片,通过控制所述压电陶瓷片的输入 电压控制振动幅度。
8.作为优选的一种技术方案,所述震动装置为兰杰文振子。
9.另一方面,本发明还提供一种3d打印方法,包括以下步骤:
10.在打印平台下方设置震动装置;
11.给所述震动装置提供动力,使其产生震动,激发所述打印平台的两相振动模态,通过两 相振动模态的叠加组合,使得打印平台表面质点产生椭圆运动。
12.在上述3d打印方法中,优选的,所述震动装置为电陶瓷片,通过控制所述压电陶瓷片的 输入电压控制振动幅度。
13.在上述3d打印方法中,优选的,所述椭圆运动的振幅在1-50微米。
14.在上述3d打印方法中,优选的,所述震动装置为兰杰文振子。
15.本发明相对于现有技术的有益效果是:
16.本发明将震动装置和打印平台连接,利用逆压电效应和共振效应使得打印平台表面质点 产生微米级别的椭圆运动,在不影响打印进程和打印精度的情况下降低熔融沉积3d打印中熔 丝之间的孔隙率,提高打印制件的性能。
17.另外,打印平台表面产生的微米级别的振动还将促进熔融状态的熔丝和下层及相邻熔丝 的融合,降低熔融沉积3d打印中的各向异性程度,提高打印制件的性能。
附图说明
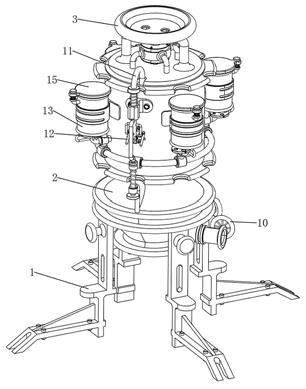
18.图1为本发明一实施例提供的一种3d打印装置的结构图;
19.图2为熔融沉积型3d打印成型方向示意图;
20.图3为本发明另一实施例提供的一种3d打印装置的结构图;
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描 述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明 中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例, 都属于本发明保护的范围。
22.如本技术和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种
”ꢀ
和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示 包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备 也可能包含其他的步骤或元素。
23.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和 数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺 寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备 可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部 分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为 限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在 下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需 要对其进行进一步讨论。
24.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对 相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本申 请保护范围的限制。此外,尽管本技术中所使用的术语是从公知公用的术语中选择的,但是 本技术说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本 文的描述的相关部分中说明。此外,要求不仅仅通过所使用的实际术语,而是还要通过每个 术语所蕴含的意义来理解本技术。
25.实施例1。
26.应用普通的打印平台,不激发平台的振动。
27.实施例2
28.参照图1和图2,本实施例提供一种3d打印装置,包括:打印平台1,打印平台1下方 设置有两个压电陶瓷2,两个压电陶瓷2用于激发所述打印平台的两相振动模态,通过两相 振动模态的叠加组合,使得打印平台表面质点产生椭圆运动。通过控制电池陶瓷片3的输入 电压控制振动频率,在本实施例中,,施加电压有效值40v,平台振幅1微米。
29.需要说明的是,图2中,x、y、z为三维坐标,其中z为垂直方向,p为3d打印堆积成 型方向。
30.在此需要说明的是,压电陶瓷2的振动通过共振效应来激发平台的两个振动模态(这个 是驻波,质点只是在平衡位置进行直线运动),基于波的叠加原理,两个不同的振动
模态进行 叠加,可以得到行波或者激发表面质点的椭圆运动。
31.另外,压电陶瓷2通过位置来实现空间上的相位差,从而实现两相振动模态进行合成, 具体的位置需要根据板的形状大小厚度来计算。具体的位置本发明不做具体限定,只要能够 实现两相振动模态进行合成从而激发平台的两个振动模态的位置都在本发明的保护范围内。
32.实施例3。
33.本实施例与实施例2的区别在于,将四片压电陶瓷安装在打印平台下方,施加电压有效值120v, 平台振幅20微米。
34.实施例4。
35.本实施例与实施例2的区别在于,将四片压电陶瓷安装在打印平台下方,施加电压有效值250v, 平台振幅50微米。
36.实验测试结果如表1所示
37.表1
[0038][0039]
由表1可以看出,通过在打印平台上特定部位安装或粘贴压电陶瓷,打印时对压电陶瓷 施加电压,激发平台的两相振动模态,通过两相模态的叠加组合,平台表面质点产生微幅椭 圆运动,促进打印头挤出的熔丝和下层以及相邻的熔丝(已冷却)更好的粘合,减少堆积的 熔丝之间的空隙,提高打印制件的力学性能。
[0040]
实施例5
[0041]
本实施例提供一种3d打印方法,具体的,包括以下步骤:
[0042]
步骤1,在打印平台下方设置震动装置;在此需要说明的是,震动装置的具体结构在上述 实施例2-4中已经阐述,故在此不再赘述。
[0043]
步骤2,给所述震动装置提供动力,使其产生震动,激发所述打印平台的两相振动模态, 通过两相振动模态的叠加组合,使得打印平台表面质点产生椭圆运动。
[0044]
需要说明的是,震动装置通过位置来实现空间上的相位差,从而实现两相振动模态进行 合成,具体的位置需要根据板的形状大小厚度来计算。具体的位置本发明不做具体现在,只 要能够实现两相振动模态进行合成从而激发平台的两个振动模态的位置都在本发明的保护范 围内。
[0045]
在此需要说明的是,以上实施例在选用不同压电陶瓷的形式,包括直接使用压电陶瓷、 兰杰文振子。但是对于本技术领域人员来说,在不脱离本设计方法的前提下还可以选出其他 多种方式,包括但不限于压电叠堆如图3所示,图中,3是压电振子上开的斜槽,这些选择 也应视为本发明的保护范围。
[0046]
以上所述仅为本发明的实施方式,并非因此限制本发明的专利范围,凡是利用本发明说 明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域, 均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。