1.本发明涉及航空技术领域,特别是涉及一种消除重力扰动高精度铺放张力控制方法。
背景技术:
2.飞机为代表的航空航天飞行器研制生产中,针对复合材料结构,自动铺丝技术已得到广泛应用,是目前最重要的先进复合材料自动化成型制造工艺技术,是实现大尺寸复杂异型复合材料结构制造的关键技术,是复合材料成型制造自动化、工艺装备数字化及产品生产智能化必要的制造技术基础。
3.铺丝设备主要由铺丝头、储丝机构、铺丝主体结构构成,铺丝头是实现复杂构件铺放成型的核心功能部件,为满足应用需求,各铺丝设备供应商采用不同的研制理念,研制出多种结构形式的铺丝头。常见的铺丝头结构形式有分体式的和集成式的,分体式铺丝头主要是指丝束的存储、输送和铺放机构是分体的,而集成铺丝头是指丝束的存储、输送、铺放是一体式的。
4.在丝束的铺放过程中,丝束的铺放张力一般需要控制在2-6n之间,为了抑制由铺放速度的波动对丝束铺放张力控制带来的不利影响,在集成铺丝头的张力控制系统中增加了浮动弹簧辊。但该弹簧辊在不同的铺放姿态下,会引入弹簧辊的重力扰动量,重力扰动量换算成对张力的影响为
±
2n,该重力扰动量的大小不容忽视,会影响铺放过程中张力的精确控制。
技术实现要素:
5.(1)要解决的技术问题
6.本发明实施例提供了一种消除重力扰动高精度铺放张力控制方法,解决了铺放过程中张力控制精度低的技术问题。
7.(2)技术方案
8.为了解决上述技术问题,本发明实施例提供了一种消除重力扰动高精度铺放张力控制方法,包括:
9.检测弹簧辊的位置偏差量,通过位置偏差量计算调整量,通过调整量调整放料辊和衬纸回收辊的转速,以实现铺放压辊在模具上的丝束张力调节;获取八个所述弹簧辊在集成铺丝头里初始安装位置;
10.当集成铺丝头安装在结构为xyzabc的六轴设备上时,实时采集a轴、b轴和c轴的坐标数据,根据八个所述弹簧辊的重力数据和扰动量数学模型进行计算得到补充数据,然后根据所述补充数据完成重力扰动量补偿调节;
11.当集成铺丝头安装在结构为xyzc1ac2的六轴设备上时,实时采集a轴、c1轴和c2轴的坐标数据,根据八个所述弹簧辊的重力数据和扰动量数学模型进行计算得到补充数据,然后根据所述补充数据完成重力扰动量补偿调节。
12.可选地,获取八个所述弹簧辊在集成铺丝头里初始安装位置,其中,一号所述弹簧辊和二号所述弹簧辊的位置矢量为:
[0013][0014]
三号所述弹簧辊和四号所述弹簧辊的位置矢量为:
[0015][0016]
五号所述弹簧辊和六号所述弹簧辊的位置矢量为:
[0017][0018]
七号所述弹簧辊和八号所述弹簧辊的位置矢量为:
[0019][0020]
可选地,当集成铺丝头安装在结构为xyzabc的六轴设备上时,所述六轴设备的运动控制指令为x_y_z_a_b_c_,所述六轴设备的末端执行器的姿态为:
[0021][0022]
其中,r
z,c
表示绕着z轴旋转了角度c,r
y,b
表示绕着y轴旋转了角度b,r
x,a
表示绕着x轴旋转了角度a,向量表示所述末端执行器的姿态,根据旋转矩阵的齐次变换可计算得到向量为:
[0023][0024]
假设所述弹簧辊的重量为m
t
,所述六轴设备的矢量矩阵为:
[0025][0026]
根据和得到补偿量:
[0027][0028]
根据和得到补偿量:
[0029][0030]
根据和得到补偿量:
[0031][0032]
根据和得到补偿量:
[0033][0034]
可选地,当集成铺丝头安装在结构为xyzc1ac2的六轴设备上时,所述六轴设备的运动控制指令为x_y_z_a_c1_c2_,所述六轴设备的末端执行器的姿态为:
[0035][0036]
其中,r
z,c1
表示绕着z轴旋转了角度c1,r
x,a
表示绕着x轴旋转了角度a,r
z,c2
表示绕
着z轴旋转了角度c2,向量表示六轴设备的集成铺丝头的姿态,根据旋转矩阵的齐次变换可计算得到向量为:
[0037][0038]
假设所述弹簧辊的重量为m
t
,所述六轴设备的矢量矩阵为:
[0039][0040]
根据和得到补偿量:
[0041][0042]
根据和得到补偿量:
[0043]
[0044]
根据和得到补偿量:
[0045][0046]
根据和得到补偿量:
[0047][0048]
可选地,所述六轴设备为六轴卧式机床或六轴立式机床或六轴机器人。
[0049]
可选地,将所述补偿量发送给张力控制器,由张力控制器来实现对所述弹簧辊的重力扰动量的实时补偿。
[0050]
可选地,通过张力检测机构检测所述弹簧辊的位置偏差量。
[0051]
(3)有益效果
[0052]
综上,本发明通过获取集成铺丝头的实时姿态,将弹簧辊的重力矢量与铺放矢量进行合成计算,从而得到实时的重力扰动量,然后对重力扰动量进行补偿,以消除重力的扰动,实现高精度铺放张力的控制。
[0053]
本发明基于多体系统运动学理论,建立了集成铺丝头在不同的铺放姿态下弹簧辊重力扰动的数学模型,通过计算与分析得到弹簧辊重力扰动量,对这个重力扰动量进行实时补偿,为高精度铺放张力控制的提升提供了理论依据,通过数控系统的实时补偿实现了铺放过程中张力的精确控制,对复合材料自动铺放成型领域有着十分重要的作用。
[0054]
本发明针对集成铺丝头的结构,充分考虑了丝束铺放张力控制的弹簧辊重力扰动影响因素,建立了集成铺丝头在不同的铺放姿态下弹簧辊重力扰动量的数学模型,从而可演化到立式、卧式、机器人式等类型的自动铺丝设备上。
附图说明
[0055]
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0056]
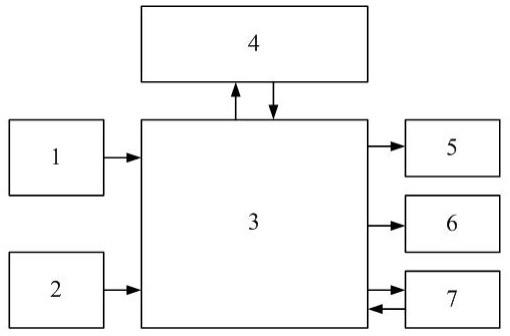
图1是本发明一实施例中张力控制系统的结构示意图;
[0057]
图2是本发明一实施例中集成铺丝头上八套张力控制系统的布置示意图。
[0058]
图3是本发明一实施例中集成铺丝头应用在结构为xyzabc的六轴设备上,弹簧辊重力扰动量受a、b、c角度的变化影响;
[0059]
图4是本发明一实施例中集成铺丝头应用在六轴结构为xyzc1ac2的六轴设备上,弹簧辊重力扰动量受a、c1、c2角度的变化影响;
[0060]
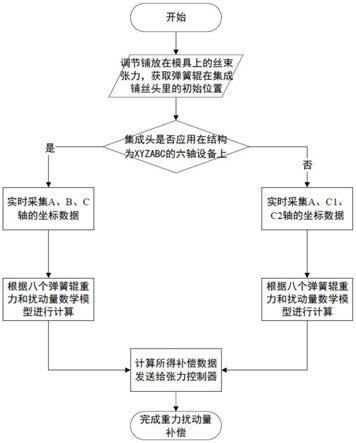
图5是本发明一实施例中消除重力扰动高精度铺放张力控制方法的流程图。
[0061]
图中:
[0062]
1、放料辊,2、衬纸回收辊,3、弹簧辊,4、铺放压辊,5、模具。
具体实施方式
[0063]
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
[0064]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
[0065]
请参照图1至图5,一种消除重力扰动高精度铺放张力控制方法,包括:
[0066]
检测弹簧辊3的位置偏差量,通过位置偏差量计算调整量,通过调整量调整放料辊1和衬纸回收辊2的转速,以实现铺放压辊4在模具5上的丝束张力调节;获取八个所述弹簧辊3在集成铺丝头里初始安装位置;
[0067]
当集成铺丝头安装在安装在结构为xyzabc的六轴设备上时,实时采集a轴、b轴和c轴的坐标数据,根据八个所述弹簧辊3的重力数据和扰动量数学模型进行计算得到补充数据,然后根据所述补充数据完成重力扰动量补偿调节;
[0068]
当集成铺丝头安装在结构为xyzabc的六轴设备上时,实时采集a轴、c1轴和c2轴的坐标数据,根据八个所述弹簧辊3的重力数据和扰动量数学模型进行计算得到补充数据,然后根据所述补充数据完成重力扰动量补偿调节。
[0069]
本实施例通过获取集成铺丝头的实时姿态,将弹簧辊3的重力矢量与铺放矢量进行合成计算,从而得到实时的重力扰动量,然后对重力扰动量进行补偿,以消除重力的扰动,实现高精度铺放张力的控制。
[0070]
本实施例基于多体系统运动学理论,建立了集成铺丝头在不同的铺放姿态下弹簧辊3重力扰动的数学模型,通过计算与分析得到弹簧辊3重力扰动量,对这个重力扰动量进行实时补偿,为高精度铺放张力控制的提升提供了理论依据,通过数控系统的实时补偿实现了铺放过程中张力的精确控制,对复合材料自动铺放成型领域有着十分重要的作用。
[0071]
本实施例针对集成铺丝头的结构,充分考虑了丝束铺放张力控制的弹簧辊3重力扰动影响因素,建立了集成铺丝头在不同的铺放姿态下弹簧辊3重力扰动量的数学模型,从而可演化到立式、卧式、机器人式等类型的自动铺丝设备上。
[0072]
在一实施例中,获取八个所述弹簧辊3在集成铺丝头里初始安装位置,其中,一号所述弹簧辊3和二号所述弹簧辊3的位置矢量为:
[0073][0074]
三号所述弹簧辊3和四号所述弹簧辊3的位置矢量为:
[0075][0076]
五号所述弹簧辊3和六号所述弹簧辊3的位置矢量为:
[0077][0078]
七号所述弹簧辊3和八号所述弹簧辊3的位置矢量为:
[0079][0080]
在一实施例中,当集成铺丝头安装在结构为xyzabc的六轴设备上时,所述六轴设备的运动控制指令为x_y_z_a_b_c_,所述六轴设备的末端执行器的姿态为:
[0081][0082]
其中,r
z,c
表示绕着z轴旋转了角度c,r
y,b
表示绕着y轴旋转了角度b,r
x,a
表示绕着x轴旋转了角度a,向量表示所述末端执行器的姿态,而xyz的直线运动不影响集成铺丝头的姿态,故在此不用考虑xyz的运动数值,根据旋转矩阵的齐次变换可计算得到向量为:
[0083][0084]
假设所述弹簧辊3的重量为m
t
,所述六轴设备的矢量矩阵为:
[0085][0086]
根据和得到补偿量:
[0087][0088]
根据和得到补偿量:
[0089][0090]
根据和得到补偿量:
[0091][0092]
根据和得到补偿量:
[0093][0094]
在一实施例中,当集成铺丝头安装在结构为xyzc1ac2的六轴设备上时,所述六轴设备的运动控制指令为x_y_z_a_c1_c2_,所述六轴设备的末端执行器的姿态为:
[0095][0096]
其中,r
z,c1
表示绕着z轴旋转了角度c1,r
x,a
表示绕着x轴旋转了角度a,r
z,c2
表示绕着z轴旋转了角度c2,向量表示六轴设备的集成铺丝头的姿态,而xyz的直线运动不影响集成铺丝头的姿态,故在此不用考虑xyz的运动数值,根据旋转矩阵的齐次变换可计算得到向量为:
[0097][0098]
假设所述弹簧辊3的重量为m
t
,所述六轴设备的矢量矩阵为:
[0099][0100]
根据和得到补偿量:
[0101][0102]
根据和得到补偿量:
[0103][0104]
根据和得到补偿量:
[0105][0106]
根据和得到补偿量:
[0107]
[0108]
在一实施例中,所述六轴设备为六轴卧式机床或六轴立式机床或六轴机器人。
[0109]
在一实施例中,将所述补偿量发送给张力控制器,由张力控制器来实现对所述弹簧辊3的重力扰动量的实时补偿。
[0110]
在一实施例中,通过张力检测机构检测所述弹簧辊3的位置偏差量。
[0111]
本实施例根据集成铺丝头的结构,建立集成铺丝头在不同的铺放姿态下弹簧辊3重力扰动量的数学模型,该数学模型包括了自动集成铺丝头的8丝束的弹簧辊3重力扰动量计算,并且随着自动集成铺丝头姿态的改变进行弹簧辊3重力扰动量的分解计算。其次,通过开发数控系统的实时补偿程序,对弹簧辊3的重力扰动量实时补偿到丝束张力控制的运动控制参数中,提高丝束铺放张力的控制精度,实现了铺放过程中张力的精确控制。
[0112]
以上所述仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。