1.本发明属于人造革技术领域,尤其涉及一种无溶剂透气透湿型鞋内里革,还涉及到该人造革的制造方法。
背景技术:
2.人造革是一种外观、手感似皮革并可代替其使用的塑料制品。通常以织物为底基,涂覆合成树脂及各种塑料添加制成。主要有pvc人造革、pu人造革和pu合成革三类。
3.目前,市场上通用的水性鞋内里革在生产的过程中多是采用不符合环保标准的溶剂,对环境和人体健康都造成一定的影响。而且目前的水性鞋内里革透气透湿性差,使用体验较差。
技术实现要素:
4.基于现有技术存在上述问题,本发明提供一种无溶剂透气透湿型鞋内里革,其包括由上至下依次排列的改性聚酰胺树脂层、聚氨酯胶层和布基。
5.其中,所述的布基是双面绒布基;所述的改性聚酰胺树脂层的厚度用量是8-12g/m2均匀涂抹;所述的聚氨酯胶层的厚度用量是15-25g/m2均匀涂抹。
6.一种无溶剂透气透湿型鞋内里革的制造方法,其以双面绒布作为布基,通过熔融涂布方式以pet膜作为载体涂装改性聚酰胺树脂以及聚胺酯胶层,再用热贴合移膜的方式将涂料转移到布基,形成成品。
7.其中,所述的一种无溶剂透气透湿型鞋内里革的制造方法包括以下详细步骤:
8.步骤s10,取pet膜,采用热熔涂布方式将改性聚酰胺树脂涂装到pet膜上;
9.步骤s20,再采用热熔涂布方式,向步骤s10中获得的产品的改性聚酰胺树脂层上涂装聚氨酯胶,形成在pet膜载体上的热熔转移膜材料;
10.步骤s30,将pet膜及热熔转移膜材料覆盖在双面绒布上,热熔转移膜材料靠向双面绒布,采用热熔转移方法将热熔转移膜材料转移至双面绒布上,剥掉pet膜,得成品。
11.其中,所述的步骤s10中的pet膜的厚度是23μm。
12.其中,所述的步骤s10中改性聚酰胺树脂的涂布量是8-12g/m2;所述的步骤s20中聚氨酯胶的涂布量是15-25g/m2。
13.其中,所述的步骤s10和步骤s20中的热熔涂布方式是首先将pet膜铺设在带导热油夹套加热的料盘上,再使用螺杆挤出机熔料并挤出改性聚酰胺树脂或者聚氨酯胶到pet膜上,最后使用带导热油芯的网纹辊加热涂布;熔料和涂布的温度是210℃。
14.其中,所述的步骤s30中的热熔转移方法是使用加热的镜面不锈钢辊轮以130℃热压膜面使热熔胶粘着布面,冷却完全后将pet膜剥开。
15.其中,所述的一种无溶剂透气透湿型鞋内里革的制造方法还包括步骤s40,用雕花钢辊在皮革树脂层表面高温热压,获得需要的花纹图案皮纹。
16.本发明具有的有益效果:通过采用热熔涂布方式结合热熔转移方式,将改性聚酰
胺树脂层和聚氨酯胶层依次结合到双面绒布上,形成一种无溶剂透气透湿型鞋内里革,既具备目前市场上通用的水性鞋内里革的皮革外观,质感和物性,又兼具环保无溶剂和优异的透气透湿特性,在满足健康环保的要求的同时提升了使用体验。
附图说明
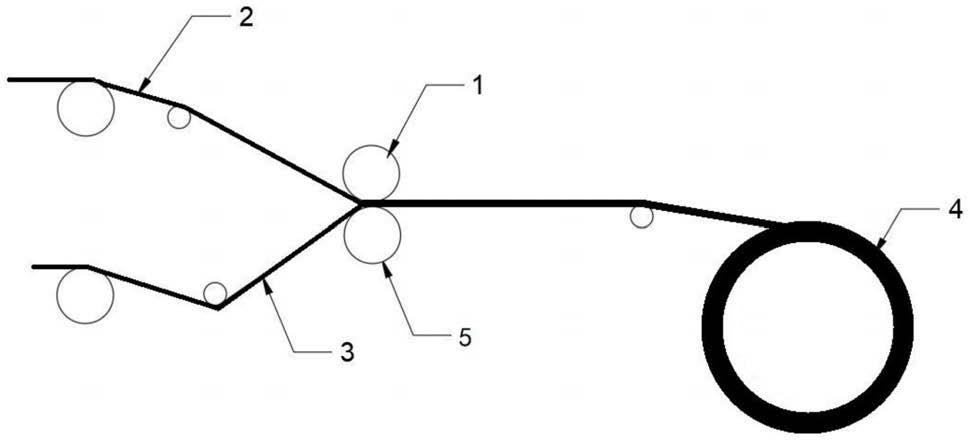
17.图1,一种无溶剂透气透湿型鞋内里革的制造方法的热熔转移示意图。
18.图2,一种无溶剂透气透湿型鞋内里革的热熔转移膜材料结构示意图。
19.图3,一种无溶剂透气透湿型鞋内里革的结构示意图。
具体实施方式
20.下面结合附图和具体实施例对本发明做详细的描述。
21.实施例一:一种无溶剂透气透湿型鞋内里革。
22.如附图3所示的一种无溶剂透气透湿型鞋内里革,其包括由上至下依次排列的改性聚酰胺树脂层、聚氨酯胶层和布基;所述的布基是双面绒布基;所述的改性聚酰胺树脂层的厚度用量是10g/m2均匀涂抹;所述的聚氨酯胶层的厚度用量是20g/m2均匀涂抹,所述的改性聚酰胺树脂层是通过接枝共聚合成的方式对聚酰胺树脂进行改性,令聚酰胺树脂的熔融指数比较适合融熔涂布,熔点和耐磨性能比较强。
23.实施例二:一种无溶剂透气透湿型鞋内里革的制造方法。
24.如附图1所示的一种无溶剂透气透湿型鞋内里革的制造方法,其以双面绒布作为布基,通过熔融涂布方式以pet膜作为载体涂装改性聚酰胺树脂以及聚胺酯胶层,再用热贴合移膜的方式将涂料转移到布基,形成成品;包括以下详细步骤:
25.步骤s10,取厚度是23μm的pet膜,采用热熔涂布方式将改性聚酰胺树脂涂装到pet膜上,涂布量是8-12g/m2;
26.步骤s20,再采用热熔涂布方式,向步骤s10中获得的产品的改性聚酰胺树脂层上涂装聚氨酯胶,涂布量是15-25g/m2,形成如图2所示的在pet膜载体上的热熔转移膜材料2;
27.步骤s30,将pet膜及热熔转移膜材料覆盖在双面绒布上,热熔转移膜材料靠向双面绒布,采用热熔转移方法通过使用热压锟1将热熔转移膜材料转移至双面绒布3上,剥掉pet膜;
28.步骤s40,用雕花钢辊5在皮革树脂层表面高温热压,获得需要的花纹图案皮纹,最终得到适用于做鞋内里的环保高透气透湿型皮革4。
29.作为优选实施例,所述的步骤s10和步骤s20中的热熔涂布方式是首先将pet膜铺设在带导热油夹套加热的料盘上,再使用螺杆挤出机熔料并挤出改性聚酰胺树脂或者聚氨酯胶到pet膜上,最后使用带导热油芯的网纹辊加热涂布;熔料和涂布的温度是210℃。
30.作为优选实施例,所述的步骤s30中的热熔转移方法是使用加热的镜面不锈钢辊轮以130℃热压膜面使热熔胶粘着布面,冷却完全后将pet膜剥开。
31.以上所述实施例仅表达了本发明的一种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
技术特征:
1.一种无溶剂透气透湿型鞋内里革,其特征在于,其包括由上至下依次排列的改性聚酰胺树脂层、聚氨酯胶层和布基。2.根据权利要求1所述的一种无溶剂透气透湿型鞋内里革,其特征在于,所述的布基是双面绒布基;所述的改性聚酰胺树脂层的厚度用量是8-12g/m2均匀涂抹;所述的聚氨酯胶层的厚度用量是15-25g/m2均匀涂抹。3.一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,其以双面绒布作为布基,通过熔融涂布方式以pet膜作为载体涂装改性聚酰胺树脂以及聚胺酯胶层,再用热贴合移膜的方式将涂料转移到布基,形成成品。4.根据权利要求3所述的一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,其包括以下详细步骤:步骤s10,取pet膜,采用热熔涂布方式将改性聚酰胺树脂涂装到pet膜上;步骤s20,再采用热熔涂布方式,向步骤s10中获得的产品的改性聚酰胺树脂层上涂装聚氨酯胶,形成在pet膜载体上的热熔转移膜材料;步骤s30,将pet膜及热熔转移膜材料覆盖在双面绒布上,热熔转移膜材料靠向双面绒布,采用热熔转移方法将热熔转移膜材料转移至双面绒布上,剥掉pet膜,得成品。5.根据权利要求4所述的一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,所述的步骤s10中的pet膜的厚度是23μm。6.根据权利要求5所述的一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,所述的步骤s10中改性聚酰胺树脂的涂布量是8-12g/m2;所述的步骤s20中聚氨酯胶的涂布量是15-25g/m2。7.根据权利要求6所述的一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,所述的步骤s10和步骤s20中的热熔涂布方式是首先将pet膜铺设在带导热油夹套加热的料盘上,再使用螺杆挤出机熔料并挤出改性聚酰胺树脂或者聚氨酯胶到pet膜上,最后使用带导热油芯的网纹辊加热涂布;熔料和涂布的温度是210℃。8.根据权利要求7所述的一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,所述的步骤s30中的热熔转移方法是使用加热的镜面不锈钢辊轮以130℃热压膜面使热熔胶粘着布面,冷却完全后将pet膜剥开。9.根据权利要求4-8任一所述的一种无溶剂透气透湿型鞋内里革的制造方法,其特征在于,其还包括步骤s40,用雕花钢辊在皮革树脂层表面高温热压,获得需要的花纹图案皮纹。
技术总结
本发明提供一种无溶剂透气透湿型鞋内里革及其制造方法,属于人造革生产制造技术领域,该制造方法通过采用热熔涂布方式结合热熔转移方式,将改性聚酰胺树脂层和聚氨酯胶层依次结合到双面绒布上,形成一种无溶剂透气透湿型鞋内里革,既具备目前市场上通用的水性鞋内里革的皮革外观,质感和物性,又兼具环保无溶剂和优异的透气透湿特性,在满足健康环保的要求的同时提升了使用体验,具有工艺步骤简单、产品环保健康和使用体验好的优点。产品环保健康和使用体验好的优点。
技术研发人员:赵汝盛
受保护的技术使用者:广东奥柏兴新材料有限公司
技术研发日:2020.10.26
技术公布日:2022/5/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。