1.本发明涉及电机技术领域,尤其是一种用于伺服电机的线圈绕线方法。
背景技术:
2.在电子、电机领域内,常见有各种不同尺寸、形状的线圈被广泛运用于诸多电子、电机产品中。一般而言,电子、电机产品制造厂所使用的线圈大多由绕线厂提供,绕线厂则依电子、电机产品制造厂对线材的需求,绕制所需尺寸及形状的线圈,以便电子、电机产品制造厂使用。
3.电动机线圈是保证电动机正常运行的功能性部件,在电机制造过程中,线圈的卷绕是非常重要的环节,电机线圈卷绕质量的好坏和电机线圈卷绕的效率会直接影响电机的质量及生产效率。而精密伺服直驱电机,是一种在低转速下可实现较大力距的电机,可直接驱动負载,主要特点在应用于精准定位角度,无磨损,无背隙,低噪音,结构紧凑,反应速度快,其定位角度可实现在1角秒内(1圆周=1296000个角秒),产品应用于坦克,军舰上火炮定位系统,高端数控五轴连动机床,光刻机等半导体生产设备,精密医疗手术设备等。
4.但是现有的线圈在绕制的过程中无法实现每一个线圈的匝数以及每个线圈所用铜线的长度一致,将误差值达到最小,无法保证每一相之间的电阻的误差达到最小,直接影响了电机电阻的顺畅度。
技术实现要素:
5.基于此,本发明的目的是为了解决现有的线圈在绕制的过程中无法实现每一个线圈的匝数以及每个线圈所用铜线的长度一致,将误差值达到最小,无法保证每一相之间的电阻的误差达到最小,直接影响了电机电阻的顺畅度的问题。
6.本发明提出的用于伺服电机的线圈绕线方法,其特征在于,包括以下步骤:
7.s1、通过张力控制器将自粘漆包线引入至一酒精杯中;
8.s2、通过酒精杯后酒精将所述自粘漆包线的外层溶解,所述自粘漆包线的外层产生粘性,所述自粘漆包线在经过加热器进行加热,将所述自粘漆包线的外层加热呈半凝固的状态;
9.s3、所述自粘漆包线在一绕线机上进行绕线,所述绕线机内设有传动系统,排线系统,转动系统,所述传动系统,所述排线系统,所述转动系统控制所述自粘漆包线进行绕线;
10.s4、通过所述加热器的所述自粘漆包线经过电脑程序编制中既定好的数据在所述张力控制器上的线圈模上进行绕线;
11.s5、将线圈在所述线圈模上绕线完成后拆下放入至整形机内进行整形;
12.s6、将整形完毕的所述线圈放入至定型模具中定型。
13.用于伺服电机的线圈绕线方法,其中,所述自粘漆包线的外层包裹为一层带粘性的化学物质,该化学物质通过酒精浸湿后进行溶解产生粘性,经过高温或自然晾干后可再次凝固至无粘性状态。
14.用于伺服电机的线圈绕线方法,其中,所述电脑程序编制设定在绕线机内,所述绕线机连接所述张力控制器。
15.用于伺服电机的线圈绕线方法,其中,所述电脑程序编制中既定好的数据包括所述线圈绕线的圈数,所述线圈的每排之间的排列顺序,所述线圈的长度,所述线圈的大小,所述线圈绕线的路径,所述线圈之间的松紧,所述线圈每匝之间的间距。
16.用于伺服电机的线圈绕线方法,其中,所述线圈的每排之间的排列顺序为:
17.第一排线呈平行方式缠绕;
18.第二排线呈平行方式缠绕;
19.所述第一排线与所述第二排线之间的为直角三角形缠绕方式,即所述第一排线与所述第二排线之间有三点接触;
20.第三排线呈平行方式缠绕;
21.且所述第二排线与所述第三排线之间的为直角三角形缠绕方式,即所述第二排线与所述第三排线之间有三点接触;
22.每排线绕线方式根据以上方式重复。
23.用于伺服电机的线圈绕线方法,其中,
24.所述整形机将所述线圈整形定型的步骤包括:
25.s1、将所述线圈放入至所述整形机内;
26.s2、所述整形机先将所述线圈的内圈定型固定;
27.s3、所述整形机将内圈固定后在将所述线圈的外圈定型固定;
28.s4、将所述线圈拆下。
29.本发明提出的用于伺服电机的线圈绕线方法,在实际应用中,通过电脑程序中既定好的数据将自粘漆包线进行线圈绕线,首先自粘漆包线经过酒精以及加热器的加工将自粘漆包线外层的化学物质呈半凝固状态,在线圈的绕线过程中可以将线与线之间粘合,在经过电脑程序中既定好的数据进行绕线,可以避免在绕线的过程中线与线之间无法粘合而松散,避免了上述线圈的每排之间的排列顺序的三点接触而产生的不稳定的情况出现,即可实现在一样的电脑程序既定好的数据下每个线圈之间的线圈长度,大小,松紧以及每匝之间的间距都一样,在以上数据都一样的情况下即可实现电机磁圈的满槽率最高化,以及提高电杆的顺畅度,实现电杆的一致性。
30.他特征和优点将在随后的说明书中阐述,或者,部分特征和优点可以从说明书推知或毫无疑义地确定,或者通过实施本公开的上述技术即可得知。
附图说明
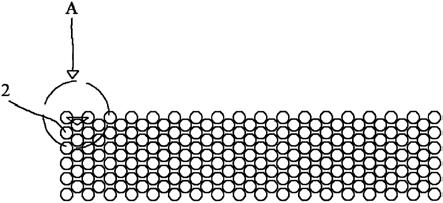
31.图1为本发明提出的用于伺服电机的线圈绕线方法的线圈排列图;
32.图2为本发明提出的用于伺服电机的线圈绕线方法的线圈整形结构图;
33.图3为本发明提出的用于伺服电机的线圈绕线方法的线圈整形后结构图。
34.主要符号说明:
35.线圈2外圈22整形机1内圈21
具体实施方式
36.为了便于理解本发明,下面对本发明进行更全面的描述。附图中给出了本发明的首选实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
37.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
38.本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
39.解决现有技术中现有的线圈在绕制的过程中无法实现每一个线圈的匝数以及每个线圈所用铜线的长度一致,将误差值达到最小,无法保证每一相之间的电阻的误差达到最小,直接影响了电机电阻的顺畅度的问题。
40.为解决这一问题,本发明提出第一实施例的一种用于伺服电机的线圈绕线方法,对于本发明提出的用于伺服电机的线圈绕线方法,其特征在于,包括以下步骤:
41.s1、通过张力控制器将自粘漆包线引入至一酒精杯中;
42.s2、通过酒精杯后酒精将自粘漆包线的外层溶解,自粘漆包线的外层产生粘性,自粘漆包线在经过加热器进行加热,将自粘漆包线的外层加热呈半凝固的状态;
43.s3、所述自粘漆包线在一绕线机上进行绕线,所述绕线机内设有传动系统,排线系统,转动系统,所述传动系统,所述排线系统,所述转动系统控制所述自粘漆包线进行绕线
44.s4、通过加热器的自粘漆包线经过电脑程序编制中既定好的数据在张力控制器上的线圈模上进行绕线;
45.s5、将线圈在线圈模上绕线完成后拆下放入至整形机1内进行整形;
46.s6、将整形完毕的线圈2放入至定型模具中定型。
47.其中,自粘漆包线的外层包裹为一层带粘性的化学物质,该化学物质通过酒精浸湿后进行溶解产生粘性,经过高温或自然晾干后可再次凝固至无粘性状态。
48.请参阅附图3,需要说明的是,电脑程序编制设定在绕线机内,绕线机连接张力控制器。电脑程序编制中既定好的数据包括线圈2绕线的圈数,线圈2的每排之间的排列顺序,线圈2的长度,线圈2的大小,线圈2绕线的路径,线圈2之间的松紧,线圈2每匝之间的间距。值得一提的是,线圈2的每排之间的排列顺序为:
49.第一排线呈平行方式缠绕;
50.第二排线呈平行方式缠绕;
51.第一排线与第二排线之间的为直角三角形缠绕方式,即第一排线与第二排线之间有三点接触;
52.第三排线呈平行方式缠绕;
53.且第二排线与第三排线之间的为直角三角形缠绕方式,即第二排线与第三排线之间有三点接触;
54.每排线绕线方式根据以上方式重复。
55.并且自粘漆包线的外层为粘性状态,在每排线缠绕时可实时的将线与线之间粘合,避免了线缠绕好松散不紧固的问题。
56.请参阅附图1和2,还需要说明的是,整形机1将线圈2整形定型的步骤包括:
57.s1、将线圈2放入至整形机内;
58.s2、整形机先将线圈2的内圈21定型固定,整形机1内设有两个滑块,线圈套进滑块上时两滑块为互相贴合状态,将整形机启动后两滑块沿竖直方向分开,用于固定线圈内圈21上下的长度;
59.s3、整形机将内圈21固定后在将线圈的外圈22定型固定,线圈内圈21定好后,在线圈的外围设有两个夹块,夹块在整形机启动后沿水平方线像内夹紧,以固定线圈的外圈22形状。其中整形机可以提高生产的效率,将所述线圈进行大批量生产。
60.s4、将线圈2拆下。
61.本发明提出第二实施例的一种用于伺服电机的线圈绕线方法,对于本发明提出的用于伺服电机的线圈绕线方法,其特征在于,包括以下步骤:
62.s1、通过张力控制器将自粘漆包线引入加热器进行加热,将自粘漆包线的外层加热呈半凝固的状态;
63.s2、所述自粘漆包线在一绕线机上进行绕线,所述绕线机内设有传动系统,排线系统,转动系统,所述传动系统,所述排线系统,所述转动系统控制所述自粘漆包线进行绕线
64.s3、通过加热器的自粘漆包线经过电脑程序编制中既定好的数据在张力控制器上的线圈模上进行绕线;
65.s4、将线圈2在线圈模上绕线完成后拆下放入至整形机1内进行整形;
66.s5、将整形完毕的线圈2放入至定型模具中定型。
67.其中,自粘漆包线的外层包裹为一层带粘性的化学物质,该化学物质通过酒精浸湿后进行溶解产生粘性,经过高温或自然晾干后可再次凝固至无粘性状态。
68.请参阅附图3,需要说明的是,电脑程序编制设定在绕线机内,绕线机连接张力控制器。电脑程序编制中既定好的数据包括线圈2绕线的圈数,线圈2的每排之间的排列顺序,线圈2的长度,线圈2的大小,线圈2绕线的路径,线圈2之间的松紧,线圈2每匝之间的间距。值得一提的是,线圈2的每排之间的排列顺序为:
69.第一排线呈平行方式缠绕;
70.第二排线呈平行方式缠绕;
71.第一排线与第二排线之间的为直角三角形缠绕方式,即第一排线与第二排线之间有三点接触;
72.第三排线呈平行方式缠绕;
73.且第二排线与第三排线之间的为直角三角形缠绕方式,即第二排线与第三排线之间有三点接触;
74.每排线绕线方式根据以上方式重复。
75.并且自粘漆包线的外层为粘性状态,在每排线缠绕时可实时的将线与线之间粘合,避免了线缠绕好松散不紧固的问题。
76.请参阅附图1和2,还需要说明的是,整形机将线圈整形定型的步骤包括:
77.s1、将线圈2放入至整形机1内;
78.s2、整形机1先将线圈2的内圈21定型固定,整形机1内设有两个滑块,线圈2套进滑块上时两滑块为互相贴合状态,将整形机启动后两滑块沿竖直方向分开,用于固定线圈2内
圈21上下的长度;
79.s3、整形机1将内圈21固定后在将线圈2的外圈22定型固定,线圈2内圈21定好后,在线圈2的外围设有两个夹块,夹块在整形机启动后沿水平方线像内夹紧,以固定线圈2的外圈22形状。其中整形机1可以提高生产的效率,将所述线圈2进行大批量生产。
80.s4、将线圈2拆下。
81.本发明提出的用于安装护墙板的装置及其安装方法,在实际应用中用于伺服电机的线圈绕线方法,在实际应用中,通过电脑程序中既定好的数据将自粘漆包线进行线圈绕线,首先自粘漆包线经过酒精以及加热器的加工将自粘漆包线外层的化学物质呈半凝固状态,在线圈的绕线过程中可以将线与线之间粘合,在经过电脑程序中既定好的数据进行绕线,可以避免在绕线的过程中线与线之间无法粘合而松散,避免了上述线圈的每排之间的排列顺序的三点接触而产生的不稳定的情况出现,即可实现在一样的电脑程序既定好的数据下每个线圈之间的线圈长度,大小,松紧以及每匝之间的间距都一样,在以上数据都一样的情况下即可实现满槽率最优化,实現每相间电感的誤差值最小化,进而使得伺服电机在运行中达到最好平稳度。
82.最后应说明的是:以上所述实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。