特别是用于井下用途的线缆以及制造这种线缆的方法
1.本技术要求2019年9月26日提交的题为“cable for downhole use”的ep申请号19306209.8的优先权和权益,其全部公开内容通过引用并入本文。
技术领域
2.本公开涉及一种线缆,特别是用于井下使用的线缆,以及一种用于制造这种线缆的方法。
背景技术:
3.为了在井眼中进行作业,目前使用滑线(slickline)线缆或电线(wireline)线缆将井下工具下放至井眼中。滑线线缆包括通常由钢制成的单根金属线,具有良好的机械性能,例如300dan至1,500dan,优选600至1,000dan的断裂强度,即,在一些实施例中,涂覆有绝缘涂层。如图1所示,电线线缆1是包括一根或多根中心导体2(这里是一根导体)的线缆,在该中心导体2上布置有多层(例如两层3、4)金属铠装线5,通常由钢制成,螺旋包绕在一根或多根中心导体周围,通常使得每根铠装线接触两根相邻的铠装线。这种具有金属铠装线的线缆结构在测井操作期间提供强度。
4.然而,钢的密度使得电线线缆,在较小程度上,以及滑线线缆较重,需要大量能量来部署和输送工具。此外,在其外径上具有金属铠装线的典型电线线缆与包括套管等的井眼具有高摩擦,并且使用大量能量来克服该摩擦。此外,可能很难到达很深的井,因为金属加强线缆有在自重下断裂的风险。
5.因此,降低线缆重量以执行更有效的井下作业是油气田的目标。然而,重量的减少不应损害线缆的机械性能和工具操作。
技术实现要素:
6.本公开涉及一种线缆,包括芯和围绕芯布置以覆盖芯的多个加强元件。每个加强元件包括至少一束加强纤维,该束加强纤维包括至少一根纤维和浸渍该束纤维的热固性基质,并且每个加强元件单独用热塑性涂层成管状。
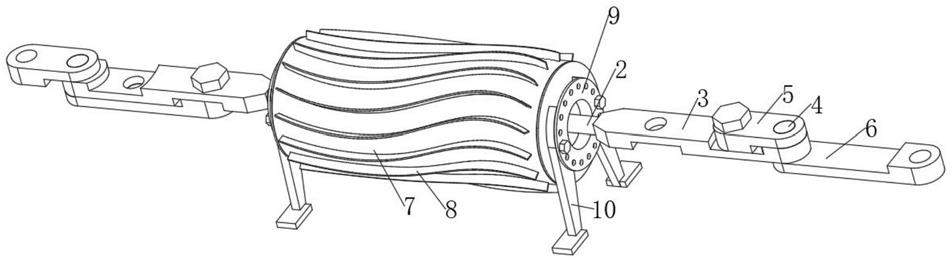
7.本公开还涉及一种井眼装置,包括具有用于卷绕线缆的滚筒的绞盘、配置为下入井眼的井下工具,以及根据上述任一实施例所述的线缆,第一端包绕在滚筒周围和井下工具附接第二端。
8.本公开还涉及一种制造井下线缆的方法,包括形成多个加强元件,包括用热固性基质浸渍包括一根或多根加强纤维的加强纤维束,在多个加强元件的每个加强元件周围挤出热塑性涂层,以在每个加强元件周围形成管。该方法还包括围绕芯布置多个管状加强元件,使得它们覆盖芯,并且一旦围绕芯布置管状加强元件,就固化管状加强元件的热固性基质。
9.由于加强纤维的特性,根据本公开的线缆具有足够的机械性能,然而降低了线缆的密度和重量,能够在操作井下工具时降低功率,还能够为井场安装提供新的更经济的设
计选择。
附图说明
10.通过阅读以下详细说明并参考附图,可更好地理解本公开的各个方面,在附图中:
11.图1为根据现有技术的电线线缆的分解透视图,
12.图2a是根据本公开的实施例的井场装置的示意图,
13.图2b是图2a的井场装置的局部详图,
14.图3是根据本公开的一个实施例的线缆的横截面,
15.图4为图3的线缆卷绕在滚筒上时的透视图,
16.图5为图3的线缆的详细示意图,
17.图6是根据本公开的另一实施例的线缆的横截面,
18.图7是根据本公开的另一实施例的线缆的一部分的透视图,
19.图8-10是根据本公开的其他实施例的线缆的横截面,
20.图11是根据本公开的实施例的线缆的一部分的透视图,
21.图12是根据本公开的实施例的包括图11的部分的线缆的横截面。
22.图13是根据本公开的实施例的线缆制造方法的流程图,
23.图14是根据图13的制造方法的线缆的生产线示意图,
24.图15是根据本公开的实施例的线缆的示意图。
具体实施方式
25.下面将描述本公开的一个或多个具体实施例。这些描述的实施例是当前公开的技术的示例。此外,为了提供对这些实施例的简明描述,实际实施方式的一些特征可能未在说明书中描述。应该理解,在任何此类实际实施方式的开发中,如在任何工程或设计项目中,可能会做出许多特定于实施方式的决策以实现开发人员的特定目标,例如遵守与系统相关和业务相关的约束,这可能因实施方式而异。此外,应当理解,这样的开发工作可能是复杂且耗时的,但对于受益于本公开的普通技术人员来说,仍然是设计、制作和制造的常规工作。
26.当介绍本公开的各种实施例的元件时,冠词“一”、“一个”和“该”旨在表示存在一个或多个元件。术语“包括”、“包含”和“具有”旨在包含性的,并且意味着除了所列出的元件之外,还可以有另外的元件。此外,应当理解,对本公开的“一个实施例”或“一实施例”的引用不旨在被解释为排除也结合了所述特征的附加实施例的存在。
27.图2是根据本公开的实施例的包括用于井下使用的线缆的装置10的示意图。该装置10旨在在底土14中形成的流体生产井或注入井12中执行操作。
28.这些操作通过井下组件30应用,用于在井12的底部执行动作和/或执行测量,例如射孔、借助火炬的切割、层状隔离操作、震击操作或进一步将工具设置到位的操作,例如将密封垫圈设置到位或锚固工具。这样的操作还可以包括地层评估,包括经由井下组件的传感器评估地层的特性。这些操作从地面16在井12的任何点进行。
29.井12中产生的流体例如为碳氢化合物,如石油或天然气和/或另一种流出物,如蒸汽或水,井为“注入”井,液体或气体注入其中。生产油管可以包含一种或几种不同类型的流
体。
30.井12形成在位于地的地面16和待开采流体层(未示出)之间的洞穴18中,该流体层位于底土14的地层深处。
31.井12通常包括外管状导管20,用术语“套管”表示,例如由针对底土14的地层施加的管组件形成。井12还可以包括安装在外管状导管20中的至少一个具有较小直径的内管状导管22。在某些情况下,井12没有任何导管20、22。
32.内管状导管22通常被称为“生产油管”。它由金属管的金属组件形成。它例如通过衬里24楔入外管状导管20内。
33.井12包括位于地面处的井口塞,该井口塞可选择性地关闭外管状导管20和所述或每个内管状导管22。井口26包括位于外管状导管20内部和内部管状导管22内部的多个选择性进入阀。
34.装置10包括干预和测量井下组件30,其用于通过内管状导管22下入井12中,以及用于在井12中部署井下组件30的输送线缆32。
35.干预装置10还包括安装在井口26上的线缆32的密封和对准组件34、位于井口26附近的用于部署线缆32的组件36和地面控制单元38。
36.密封和对准组件34可包括安装在井口26上的气锁42,允许将井下组件30引入井12中。它还包括用于实现线缆32周围密封的填料盒44和返回滑轮46,返回滑轮46分别附接在填料盒44和井口26上,以便朝着部署组件36送回线缆32。
37.填料盒44能够在线缆32的光滑外表面周围实现密封,例如经由在该表面周围应用环形衬里或/和通过在填料盒44的外表面和壁之间注入流体。
38.在所谓的“裸井”或“裸眼井”替代方案中,其中没有套管20,组件34主要是用于对准线缆的组件,并且不包括任何密封装置。
39.部署组件36包括设置有滚筒37b的绞盘37a。绞盘37a及其滚筒37b放置在地上或者可选地装载在车辆上(未示出)。卷绕套筒可以围绕滚筒37b装配。绞盘37a能够卷绕或展开给定长度的线缆32,用于在分别向上或向下移动时控制井下组件30在井12中的位移。线缆的上端41a可以附接到滚筒37b上。
40.地面控制单元38包括处理器单元48和第一遥测单元50,用于与位于井场的装置通信,例如卷绕器37b和可选的井下组件30,以及第二遥测单元52,用于与远离井场的计算机通信。
41.井下组件30包括中空壳,该壳包括操作组件58,该操作组件包括一个或若干测量模块和工具,例如震击工具或射孔工具或传感器。在一些实施例中,井下组件能够由通过线缆32传输的电信号从地面控制。在这种情况下,井下组件还包括遥测模块60,用于经由线缆32经由任何通信系统与地面控制单元38通信。
42.线缆32在上端41a和下端41b之间延伸,上端41a附接在地面处的部署组件36上,特别是在滚筒37b上,下端41b用于引入井12中。井下组件30悬挂在线缆32的下端41b。
43.末端41a、41b之间的线缆32的长度可大于1,000米,特别是大于1,000米,介于1,000米和100,000米之间。
44.在一实施例中,线缆为滑线线缆,即具有光滑外表面40的圆柱形实心线缆。在这种情况下,线缆32的外径小于8mm,有利地小于6mm。中心芯由单股实心金属线缆形成,用术语“钢琴线”表示
45.在另一个实施例中,线缆32为电线线缆,包括一根或多根导体,用于向井下组件传输井下功率。
46.可在装置中用作线缆32的线缆的实施例将如下所述。
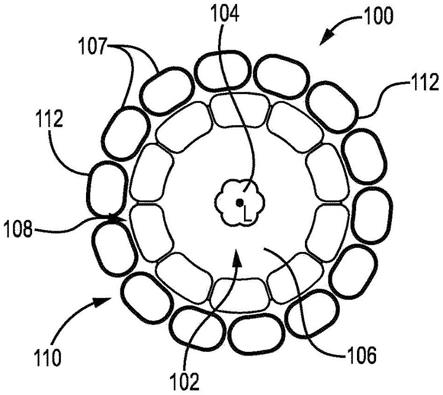
47.根据本公开的第一实施例的线缆如图3和图4所示。如图3的横截面所示,线缆100包括芯102,该芯102包括导体104(如背景技术部分所述的电导体或光导体中的至少一种)和包围该导体的聚合物基质106。该芯具有圆柱形形状,并且通常沿着其纵向轴线l延伸数千米。该芯可以是现成可用的线缆线、线缆线组件或已专门为线缆100设计的芯。
48.线缆100还包括两层加强元件107、接触芯的第一内层108、接触内层108的第二外层110。每个加强元件可以包括纤维束,该纤维束包括一根或多根用聚合物浸渍的加强纤维。换句话说,纤维束的加强纤维可以嵌入聚合物基质中。加强纤维可以是碳、芳族聚酰胺、玄武岩或玻璃纤维。聚合物可以包含热固性材料,例如环氧树脂、苯并噁嗪、双马来酰亚胺或氰酸酯,和/或热塑性材料,例如聚酮,包括聚醚酮(pek)或聚醚醚酮(peek);聚苯硫醚(pps)或聚醚酰亚胺(pei)。可以选择加强元件107的成分,使得它包括50%和80%之间的加强纤维和50%到20%体积的聚合物。加强元件107通常为具有预定横截面(矩形、圆形等)的圆柱形以及作为芯,它有几千米长。
49.从图3中可以看出,每个加强元件107均由热塑性塑料制成的涂层112制成管状。涂层施加在加强元件的外表面上,施加在其整个周边和长度上。涂层的成分可包括氟化聚合物或弹性体,例如全氟烷氧基(pfa)、聚四氟乙烯(ptfe)、聚酮,包括聚醚酮(pek)或聚醚醚酮(peek);聚苯硫醚(pps)或聚醚酰亚胺(pei),乙烯四氟乙烯(etfe)。从图3中可以看出,在加强元件107的外表面,涂层形成了围绕制备的加强元件107的材料层。这不同于上述的浸渍,在上述的浸渍中,整个元件都填充有浸渍材料。
50.此类线缆为复合线缆,且加强元件(由纤维和聚合物制成)具有的密度低于金属铠装线(例如,碳纤维和peek每个的密度均比钢低约6倍),因此可显著降低线缆的重量。加强元件107的加强纤维的机械性能,特别是其高强度,使得能够优化线缆的机械性能,使得其能够执行井下操作。
51.加强元件107布置在线缆上,以便每个加强元件能够相对于芯和至少另一个加强元件,特别是所有其他加强元件,移动。特别地,每个加强元件能够相对于芯和至少另一个加强元件轴向移动。在该实施例中,这是由于在相邻的加强元件之间或者在每个加强元件和芯之间没有结合而实现的。纤维束没有嵌入共同的聚合物基质中,相对于芯和放置在共同的聚合物基质中的其他纤维束固定它们。特别地,在该实施例中,每个加强元件相对于其他加强元件是独立的部分,并且不与相邻的加强元件或芯连接,即不通过任何材料或机械结合或连接(包括胶粘、焊接、螺纹连接等)链接到另一个加强元件。
52.第一层108的加强元件107可各自以相同的包绕角螺旋包绕在线缆周围,并布置成使该层的每个加强元件接触两个相邻的加强元件以及芯,如图4可以看到的。包绕角是加强元件和纵向轴线之间的角度。图1示出了现有技术线缆的包绕角α的一示例。在图3和图4的实施例中,该角度可以设置在5
°
和30
°
之间,特别是小于20
°
。
53.施加在加强元件107上的热塑性涂层112是一种润滑剂,其可减少加强元件之间运动引起的磨损和摩擦,以及井眼中线缆的一般摩擦。
54.此外,能够相对于彼此移动的加强元件利用了所述加强元件的加强纤维的良好特性(即高强度和低密度),而不会形成实心圆柱体,并保持每个加强元件在弯曲时不会损坏的能力,这对于包绕在滚筒上储存的这种线缆是必要的。从图4中可以看出,线缆卷绕在圆柱形元件上,由于每个加强元件107相对于其它加强元件具有一个或多个自由度,特别是至少一个轴向自由度,所以加强元件107的布置可以稍微修改,以便在弯曲线缆时最小化约束。例如,从图4中的位置114和116可以看出,当弯曲时,加强元件移动彼此分开。因此,这种布置使得线缆具有更长的寿命,并且即使在长时间不使用和包绕在滚筒上时,也能更好地保持其机械性能。
55.此外,关于快速气体减压,由于加强元件未链接在一起(即未嵌入基质中),当将线缆拉出钻孔时(并从井的高压传递至大气压力),气体可从线缆中非常快速地出来,而不会对线缆造成破坏。换句话说,线缆在内部不容易留置气体,因此当线缆被输送出钻孔外并经受显著的压力降低时,不会出现气体快速减压的现象。
56.当线缆包括一层以上时,一层中的加强元件的包绕角可能与另一层中的加强元件的包绕角不同。此外,加强元件的包绕方向在每层中可以是不同的,如图4中的区域116可以看到的,由于外层110的纤维展开,内层108是可见的。换句话说,对于第一和第二层108、110,三角空间中的包绕角符号可以是不同的。在特定实施例中,第一层的包绕角(相对于线缆的纵向轴线)与第二层的包绕角相反。
57.管状的加强元件可以适形以与芯的接触表面(即外表面)和相邻加强元件的接触表面相匹配,如图3所示,特别地对于第一层纤维108。在图3中,第一层的加强元件在这种配置中基本上呈梯形。这种适形可以通过在线缆上施加压力来实现,这将在与光纤制造方法的关系中更详细地解释。
58.这种适形使线缆在井眼中时的密封更加容易。实际上,如结合图2所解释的,当线缆在井眼中下降时,线缆穿过填料盒44,填料盒44在井(高压)和地面(低压)之间提供压力屏障。图2b中示出了填料盒的更多细节。它包括封隔器(或填料)400,如箭头402所示,封隔器400在线缆的整个外围施加高压。因此,封隔器400将加强元件107压靠在芯上,使得加强元件压靠在芯上和/或彼此压靠。这特别在图5中示出,示意性地示出了当在其整个周边受到压缩122时,每个管状加强元件107(由梯形表示)施加在相邻元件上的作用力120。由于井眼的高压,这种压缩保持在井眼中。鉴于加强元件的梯形形状,第一层的加强元件的整个外围与相邻元件(芯和相邻加强元件)接触,确保了芯和井产流体之间的屏障,即使加强元件没有嵌入聚合物基质中,也提供了密封。
59.此外,这种线缆不需要注入任何油脂来获得井口的密封性,因为加强元件相对于彼此移动的能力和每个加强元件周围的成管变形的能力使线缆在压缩时适应封隔器(或填料)的形状。
60.在替代实施例中,至少两个相邻加强元件107的涂层112可例如通过塑料焊接等方式相互结合。特别地,第一管状加强元件的热塑性涂层至少局部地与通常与第一管状加强元件相邻的第二管状加强元件的热塑性涂层结合。在这种情况下,加强元件仍然被认为能够相对于彼此移动,因为加强元件107可以被配置成相对于涂层112移动,特别是在成管中滑动。涂层可以特别地包括氟化聚合物或弹性体,其不会牢固地粘附到加强元件上。
61.加强元件的这种相对运动由形成非均匀基质(即具有非均匀性质,特别是剪切模
量)的线缆结构实现,加强元件107和芯的剪切模量较高,结合涂层112的剪切模量较低。因此,结合的涂层能够阻尼轴向约束,使得加强元件107之间能够相对轴向移动而不会断裂。可以选择加强元件107和涂层112的材料,使得涂层的剪切模量与加强元件的剪切模量之比在0.05和0.5之间,特别是在0.1和0.2之间。这种结构也使得能够利用所述加强元件的良好特性(即高强度和低密度),同时使得加强元件能够相对轴向移动,而不会损坏线缆。加强纤维之间的相对运动,特别是在轴向上的相对运动,比纤维束嵌入均匀基质,特别是热固性材料的均匀基质中时高10至100倍。因此,当定义加强元件能够相对于彼此移动时,应当理解的是,包含纤维束而不断裂的加强元件的相对移动比如果纤维束嵌入形成刚性圆柱体的均匀基质中至少高两倍。换句话说,这种结构是线缆承受恶劣井下条件所需的刚性和强度与柔性之间的折衷,能够在不损坏线缆的情况下将线缆卷绕在滚筒上或从滚筒上展开。
62.使加强元件107成管状的涂层112相互结合的实施例如图15所示。如图3所示,图15的线缆包括芯102和围绕芯布置的第一和第二层管状加强元件108、110。如关于上述实施例所公开的,用涂层112成管状的加强元件107适形以接触相邻的匹配表面。然而,如图15所示,第一和第二相邻涂层112的成管之间的空间130填充有材料132,以结合相邻加强元件107的涂层112。在该实施例中,材料132填充所有空间,但是这些空间可以被部分填充,并且相邻纤维的涂层112被局部结合。填充所述空间的材料132可以是涂层112的材料,特别是如果线缆被加热以产生相邻管道的涂层112(即使第一和第二加强纤维成管状的第一和第二涂层)的熔化,从而将两个涂层结合在一起。在一实施例中,填充所述空间的材料可以是与涂层材料不同的材料。
63.图15的线缆还包括由聚合物如热塑性材料制成的外护套140。可以选择外护套140的材料,使得其具有比加强元件107的热塑性涂层112更高的熔点。这种聚合物可以是与涂层聚合物相同的类型,但是具有更高的熔点,例如高至少10℃。例如,加强元件的涂层可以由etfe lmt(即低熔化温度)制成,而外护套由etfe hmt(高熔化温度)制成。如稍后将结合制造过程解释的,这种实施例能够在加强元件的涂层112和外护套140之间以及相邻加强元件的涂层112之间,在加强元件的整个圆周上以及沿着加强元件的整个长度,局部或整体地形成结合或内聚,同时防止材料损失。这种实施例可以更有效地阻挡气体。
64.本公开还包括图6-10所示的附加实施例。仅突出这些实施例与第一实施例的不同之处。
65.如图6的实施例所示,线缆150包括包含七根导体154的芯152。在该实施例中,线缆是电线七芯缆,芯是这种线缆的标准芯。此外,在图6中,加强元件156是扁平的,具有矩形横截面,长度至少是宽度的五倍,也螺旋包绕在芯周围,并且通过热塑性涂层158成管状。具有这种横截面的加强元件156允许更小的线缆半径。然而,要注意的是,加强元件的其它横截面(三角形、多边形、三叶形等。)也是当前公开的一部分。
66.在图6的实施例中,线缆仅包括一层围绕芯包绕的加强元件。应当注意,线缆可以包括任意数量的加强元件层,而不仅仅是一层或两层。
67.在另一个实施例中,至少一层的加强元件可排列为包含具有不同取向的缠结管状加强元件的织物。在这种织物中,具有不同包绕取向的加强元件在几个位置交叉,但是仍然能够相对于彼此移动,特别是轴向移动。在这种织物的一示例中,加强元件170是编织的,如图7所示,在两个不同的包绕取向172、174上具有加强元件。在图7的示例中,每个取向172、
174上的加强元件的比例约为50%。然而,缠结加强元件的任何其他方式都被认为是本公开的一部分。例如,织物可以包括多于两个取向的加强元件,或者具有不同比例的每个取向的加强元件。此外,当线缆包括几层时,只有一层,例如外层,可以由这种缠结加强元件的织物制成。
68.在图8所示的另一个实施例中,线缆200包括外护套202。外护套可以是热塑性护套,例如由氟化聚合物或弹性体制成,例如全氟烷氧基(pfa)、聚四氟乙烯(ptfe)和/或聚酮,包括聚醚酮(pek)或聚醚醚酮(peek);和/或聚苯硫醚(pps)和/或聚醚酰亚胺(pei)。外护套202可以是薄金属管,例如压接在线缆或金属编织物上。护套能够增加对线缆的保护,使其免受井产流体的影响,并能够进一步减小摩擦,以及将加强元件保持在一起,尤其是在线缆损坏的情况下。在一实施例中,护套202可以是多孔的,以避免将气体困在线缆中,如结合快速气体减压现象所解释的。在图8的实施例中,线缆包括示意性示出的四层204-210扁平加强元件,但是外护套可以设置在具有任何加强元件配置和任何层数的线缆上。
69.在图9所示的附加实施例中,线缆220可包括至少一根或多根金属线222,例如由铜或铝或铜和/或含铜和/或铝的合金制成;以及一根或多根光纤224,其围绕芯226包绕,以便每根金属线222或光纤224能够相对于芯以及相对于加强元件移动。光纤和/或金属线222、224可以在与加强元件228相同的层中围绕芯包绕,如这里针对金属线222所示的。替代地,它们可以设置在不同的层中,并且也螺旋包绕在芯周围,如图6针对光纤224所示的。在另一种配置中,光纤和/或金属线222、224可以平行于芯的纵向轴线延伸。包绕在芯周围的金属线和/或光纤可以形成线缆的一个或多个电导体和/或光导体。
70.使金属线或光纤与加强元件位于不同层能够独立设置每种类型元件的包绕角,例如,如果元件的机械性能不同,或如果特定要求适用于其中一种元件,这可能是有用的。
71.此外,光纤和/或金属线优选用热塑性涂层230类似于加强元件形成管状,以限制包绕在芯周围的不同元件之间的摩擦。
72.在图9的实施例中,芯不包括任何导体。如上所述,导体确实可以包绕在芯周围,并且在这种情况下,芯可以仅具有机械功能。当这些金属线在地面连接时,导体可以由一根或多根金属线提供。在这种情况下,金属线可以将电力和/或通信信号从地面传输到井下组件,或者从井下组件传输到地面。然而,金属线不能用作导体,只能作为另一种类型的加强材料。此外,芯可以包括导体,并且金属线可以用作附加导体。
73.在图9的实施例中,芯可由具有高杨氏模量的材料(例如与高杨氏模量碳纤维相关的聚合物,或特别包括金属线)制成。因此,线缆包括在中心具有高杨氏模量和更靠近外表面具有较低杨氏模量的材料(例如与低杨氏模量碳纤维相关的聚合物),使得线缆的中心部分更柔性。事实上,这种构造使得位于线缆外径处的元件(加强元件或金属线)在弯曲期间(即当线缆存储在滚筒上时)能够比芯(设计成具有高杨氏模量)拉伸更多,因为外部元件在弯曲线缆时受到更多的约束。芯具有较高的杨氏模量,它具有较高的刚度。因此,对于相同的整体线缆刚度,这种配置增加了线缆的抗弯曲性和线缆寿命。
74.能够将导体放置在芯之外的其他位置,使芯具有更大的设计灵活性,并获得这种配置。例如,芯也可以包括一个或多个加强元件(包括至少一束加强纤维和任选的聚合物基质),该加强元件也用热塑性涂层形成管状。可以设计加强元件(即纤维的数量和类型、聚合物基质的类型和部分(如果有的话)),以便优化芯的性能,特别是其杨氏模量。
75.光纤226可能够测量线缆的一种或多种特性,以预测何时需要维护线缆或井场和/或地层的一种或多种特性。为了执行这种测量,光纤可以连接到询问器和检测器,以便成为分布式声学系统(das)的一部分,例如在美国专利号8,225,867中所描述的。
76.在图9的实施例中,线缆还包括结合图8中公开的外部衬里232和布置在衬里周围的裸金属丝234。这种金属线234为线缆提供有效的电接地,并且可以在平行于线缆纵向轴线的方向上延伸,或者包绕在线缆的外护套周围。
77.在图10所示的另一个实施例中,线缆240包括芯242和沿芯的纵向方向延伸的管状加强元件244。护套246覆盖加强元件并将它们保持在一起。在这种情况下,加强元件可以被布置成使得芯不位于线缆的中心,而是更靠近线缆的一侧,以便于接近芯以及维护和修理位于芯中的导体248。
78.在另一个实施例中,金属线和/或光纤可集成在加强元件中。这种加强元件可以设置在芯周围,或者可以是芯的一部分。图11示出了加强元件250的一示例。加强元件250包括在其中心的金属线252(如结合图9所解释的,其可以用作导体)。纤维束254布置在金属线周围,并且聚合物基质可以浸渍纤维束和导体。如关于其它实施例所讨论的,加强元件由热塑性涂层256形状管状。这种加强元件可以包括金属线和纤维束的任何布置(例如,金属线不设置在中心)。当金属线用作导体时,热塑性涂层以及聚合物基质是绝缘材料,它可用于将导体与其它导体绝缘。金属线可以由一根或多根光纤代替,或者与光纤一起嵌入光纤束中。这种结构能够在加强元件中集合多种功能(电和/或光,以及机械功能)并优化线缆的尺寸。
79.图12示出了包括这种加强元件的线缆260的示例。这种线缆260包括具有加强元件的芯262,该加强元件包括加强纤维的纤维束和嵌入该束中的由金属线制成的七个导体266。导体是由金属线制成的。加强元件用热塑性涂层268形成管状。该线缆还包括第一层加强元件270、272,该第一层加强元件270、272用设置在芯周围的热塑性涂层276形成管状。加强元件272包括嵌入加强纤维束中的光纤274。在该实施例中,加强元件262的尺寸大于围绕芯的层的加强元件270、272。更一般地,线缆的加强元件可以具有不同的尺寸和形状。
80.上述实施例中的所有线缆均被描述为电线线缆,特别是其中铠装线被纤维取代,从而能够降低线缆的密度和重量。然而,这种线缆设计也可适用于其它井下线缆,例如滑线线缆以及在地面、井场或其它应用领域应用的线缆。在这种情况下,与现有线缆相比,单根电线的尺寸可以减小,也能够减轻线缆重量。
81.本公开中描述的线缆也可用于井下使用的其他目的。
82.下文将公开用于制造线缆的方法以及操作线缆的方法。
83.用于制造线缆的方法300结合图13和14进行描述。在图10的流程图中,可选的操作用虚线框表示,而强制的操作用实线框表示。图14示出了根据本公开的线缆的示例性生产线350的一部分。
84.首先包括制备加强元件(框302)。为了执行该操作,每个加强元件通常通过挤压工艺由热塑性涂层单独形成管状(框306)。加强元件的纤维束也可以在它们通过使纤维在聚合物浴中通过而被涂覆之前被聚合物基质浸渍(框304)。在操作304之后,加强元件可以被称为预浸料。在浸渍期间或之前,纤维束也可以被适形,使得预浸料坯具有预定的截面(例如圆柱形或扁平的)。如果加强元件包括金属线和/或光纤,则纤维束在浸渍之前布置在金属线和/或光纤周围。一旦热塑性成管被挤压在加强元件上,这样制备的加强元件就被储存
在滚筒上。
85.当线缆中包括金属线或光纤时,可以使用与操作306中描述的相同的成管操作来制备它们,并且一旦成管就储存在滚筒上。
86.制造方法包括在芯上提供一层加强元件(框308)。芯可以单独制备,例如,如果它由几种材料构成,但可以是标准芯。如果芯包含加强元件,则按照如上所述的相同制备操作来制备。
87.制造方法包括将管状加强元件包绕在芯周围,例如使用线缆组装机,如行星组装机352和模具354将加强元件螺旋包绕在芯上(框310),以使线缆具有规则的形状。在图14所示的实施例中,每个芯和多个加强元件从不同的滚筒356;358上展开并传递到行星组装机352中,该行星组装机352使得加强元件能够旋转,而芯仅平移。替代地,纤维可以如上所述进行编织。
88.一旦加强元件包绕在芯周围,制造方法还可包括通过在组装后的线缆上施加压缩,例如使用压缩辊362和加热器360,使加强元件适形以与芯和相邻加强元件的表面相匹配(框312),以促进聚合物基质(如有的话)的变形。
89.在这种情况下,在线缆的整个外围施加高压,使得柔软的管状加强元件,特别是由于预浸料坯的未固化聚合物基质,变形并适形和压靠相邻元件,即芯和纤维。
90.所述制造方法还可包括将第一管状加强元件的热塑性涂层至少局部结合至第二管状加强元件的热塑性涂层,例如,通过将温度升高至超过热塑性涂层的熔点,使两个相邻管状加强元件的涂层熔化,并通过塑料焊接在熔化状态下结合。这可以通过例如使用加热辊来完成。这可以在管状加强元件已经被适形时执行,或者在管状加强元件的适形期间执行。在一种变型中,可以提供填充材料以通过塑料焊接来结合管状加强元件的涂层材料。换句话说,第一和第二加强元件的涂层可以在插入或不插入填充材料的情况下通过塑料焊接结合。
91.所述制造还包括,当加强元件被浸渍时,在加强元件被组装在芯上并可选地被适形和/或结合后,用加热器360固化加强元件的聚合物基质(框314)。事实上,组装在线缆上的未固化的加强元件具有更大的柔性,并且可以组装,并且如果需要,比如果浸渍后单独固化的加强元件更容易适形。一旦它们被固化,加强元件具有比未固化的更好的机械性能。芯和加强元件可以储存在滚筒上。
92.如果线缆上有不同的纤维层,则在线缆组装机的中心对具有芯和包绕纤维的线缆进行相同的操作。当有几层加强元件时,在所有层的加强元件已经组装在芯上之后,可选的适形和固化操作可以仅执行一次。制造方法还可以包括在线缆上提供外护套,例如压接金属管或挤压热塑性外层(框316)。该操作没有在图11的生产线上显示。在备选的方案中,固化和/或适形操作可以在线缆上已经提供外护套之后进行,一次进行所有层(如果有几层)。
93.在特定实施例中,其中外护套的熔点高于加强元件涂层的熔点,线缆的制造工艺可包括:
94.–
形成,特别是在加强元件上挤压外护套。在这种情况下,由于外护套的熔点高于加强元件的涂层的熔点,这种挤压还通过塑料焊接导致每个加强元件的涂层材料和外护套材料之间的粘结,至少在局部,因为涂层材料在挤压过程中熔化,
95.–
适形线缆例如在涂层的熔点和外护套的熔点之间的温度下在辊之间。如上所述
的,在适形过程中,加强元件变形以匹配相邻的管状加强元件的接触表面,并且在每个加强元件周围成管状的涂层也通过塑料焊接至少局部结合并且彼此粘附,同时外护套保持其形状。在某些实施例中,代替辊或除了辊之外,可以在线缆上使用高张力。这种从加强元件到另一个加强元件的粘附能够更有效地阻挡气体,因为它至少显著减少了加强元件之间的空隙数量。
96.一旦线缆适形和/或结合,加强元件的基质可如上所述固化。
97.如结合上述所有实施例所述的,根据本公开的线缆具有适合井下使用的机械性能,特别是具有高强度和良好的抗弯曲应力性能,同时能够显著降低线缆重量,从而降低操作线缆的功率和井场装置的占地面积。该线缆可用于其他技术领域。
98.本公开涉及一种具有至少一根导体的线缆,其中该线缆包括一根芯和多个围绕该芯布置以覆盖该芯的加强元件。每个加强元件包括至少一束加强纤维,该束加强纤维包括至少一种纤维和浸渍该束纤维的热固性基质,并且每个加强元件单独地用热塑性涂层形成管状。
99.本公开还涉及一种线缆,其包括芯和围绕芯布置以覆盖芯的多个加强元件。每个加强元件包括至少一束加强纤维,该束加强纤维包括至少一种纤维,并且每个加强元件单独用热塑性涂层形成管状。线缆被配置成使得每个加强元件能够相对于芯和至少另一个加强元件移动。
100.以下特征可适用于一种或另一种线缆:
[0101]-加强元件螺旋包绕在芯周围。在这样的实施例中,加强元件的包绕角小于30
°
,优选为20
°
,其中包绕角是芯的纵向轴线和纤维之间的角度,
[0102]-芯包括至少一个导体,
[0103]-至少有一根导体包绕在芯周围。特别地,该导体或至少一个导体嵌入至少一个加强元件的加强纤维束中,
[0104]-至少一个导体,特别是每个导体,是电导体,例如金属线,或者是光导体,例如光纤,
[0105]-芯包括至少一个加强元件。
[0106]-热塑性涂层包括以下材料中的至少一种:氟化聚合物或弹性体,例如全氟烷氧基(pfa)、聚四氟乙烯(ptfe)、聚酮,例如聚醚酮(pek)或聚醚醚酮(peek);聚苯硫醚(pps)或聚醚酰亚胺(pei)。
[0107]-每个加强元件包括聚合物,特别是热固性聚合物,基质浸渍纤维束。
[0108]-至少一加强纤维可以是碳纤维、玻璃纤维、芳族聚酰胺纤维或玄武岩纤维。
[0109]-该线缆包括一层,该层包括管状加强元件,该层的每个加强元件接触两个相邻的加强元件和芯。在该实施例中,至少一个管状加强元件可以被适形以匹配芯和相邻加强元件的接触表面。例如,至少两个相邻的管状光纤可以具有梯形形状。
[0110]-该线缆包括第一层和第二层,第一层包括包绕在芯周围的第一多个加强元件,第二层包括包绕在第一层周围的第二多个加强元件。在该实施例中,第一多个加强元件的包绕角不同于第二多个加强元件的包绕角。
[0111]-线缆包括覆盖多个加强元件的外护套。外护套可以包括热塑性层或金属管。
[0112]-线缆可以包括嵌入加强纤维束中的金属线或光纤。或者,光纤或导线可以用热塑
性涂层形成管状。在该实施例中,线缆可包括第一层和第二层,第一层包括包绕在芯周围的第一多个加强元件,第二层包括包绕在第一层周围的第二多个加强元件,其中光纤或导线被包绕为第一或第二层的一部分。
[0113]-多个加强元件中的至少一个是扁平形状的加强元件。
[0114]-具有多个方向的加强元件的织物围绕芯布置。
[0115]-线缆是井下使用的电线线缆,
[0116]-线缆被配置成使得每个管状加强元件能够相对于芯和至少另一个加强元件移动,尤其是轴向移动,
[0117]-管状加强元件是独立的部件,每个管状加强元件都不与其它加强元件连接,
[0118]-替代地,第一管状加强元件的热塑性涂层,在插入或不插入填充材料的情况下特别是通过塑料焊接,至少局部结合到第二管状加强元件的热塑性涂层上。
[0119]-使加强元件成管状的热塑性材料的剪切模量与浸渍加强元件的纤维束的热固性材料的剪切模量之比在0.05和0.5之间,优选在0.1和0.2之间。
[0120]-线缆包括围绕管状加强元件的外护套。在这种情况下,至少一个管状加强元件的热塑性涂层可以至少局部结合到外护套。外护套的材料可以具有比管状加强元件的涂层材料更高的熔点。
[0121]
本公开还涉及一种井眼装置,包括具有用于卷绕线缆的滚筒的绞盘、配置为下入井眼的井下工具,以及根据上述任一实施例的线缆,第一端包绕在滚筒上和井下工具附接第二端。
[0122]
本公开还涉及一种制造井下线缆的方法,包括在多个加强元件的每个加强元件周围挤出热塑性涂层,以在每个加强元件周围形成管。每个加强元件包括至少一束加强纤维,该束加强纤维包括一根或多根加强纤维。该方法还包括围绕芯布置多个管状加强元件,使得它们覆盖芯,并且使得每个加强元件能够相对于芯和至少另一个加强元件移动。
[0123]
在一实施例中,制造方法包括在挤出热塑性涂层之前用聚合物浸渍加强纤维束,并在将纤维布置在芯周围之后固化管状加强元件。
[0124]
在一实施例中,布置加强元件包括将加强元件螺旋包绕在芯周围。
[0125]
本公开还涉及一种制造线缆的方法,包括:
[0126]
a.形成多个加强元件,其中形成每个加强元件包括用热固性基质浸渍包括一根或多根加强纤维的加强纤维束,
[0127]
b.围绕多个加强元件中的每个加强元件挤出热塑性涂层,以便围绕每个加强元件形成管,
[0128]
c.围绕芯布置多个管状加强元件,使得它们覆盖芯,
[0129]
d.一旦被布置在芯周围,固化管状加强元件的热固性基质。
[0130]
在一实施例中,制造方法包括在固化前,通过在线缆上施加压缩,使加强元件适形以与芯和相邻加强元件的表面相匹配。
[0131]
在一实施例中,制造方法包括在固化之前,优选通过加热线缆,尤其是在适形期间或之后,将第一管状加强元件的热塑性涂层至少局部结合至第二管状加强元件的热塑性涂层。然而,这种结合是在固化之前进行的。
[0132]
在一实施例中,该方法包括在管状加强元件周围形成外护套,其中外护套由熔点
高于使加强元件成管状的热塑性涂层的材料制成,且其中在外护套形成后进行适形和/或结合。在该实施例中,外护套也可以至少局部结合到加强元件的一个或多个涂层上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。