1.本发明涉及一种惯导产品速率测试装置,特别是一种适用于惯导产品的闭环速率位置测试系统及方法。
背景技术:
2.惯导系统通常由三个陀螺仪、三个加速度计以及相应的电路和算法组成,为了对惯性器件之间的误差进行标定,通常会采用双轴/三轴速率位置转台进行测试。具体做法是:1)将惯导系统放置在速率位置转台上固定好,并连接好测试电缆后通电;2)转台按设定好的速率,逐次运动到各个位置点上,并停留预置的时间;3)测试系统实时采集惯导系统的数据;4)试验结束,根据惯导系统实际采集的数据进行误差补偿。由此可知,整个测试系统的工作是个开环单向的方式,即转台产生外部激励,惯导系统被动接受;在转台工作正常时,惯导系统按照规定的速率和位置变化得到测试结果;当转台工作异常时,如飞车(即转台不受控的高速旋转)或卡死(齿盘损坏或线缆绞死),则只能通过人工实时监测转台或惯导产品工作情况进行间接判断,劳动强度大,且极易出错造成产品损坏。同时,在实际测试中,由于产线上转台常年处于连续工作状态,虽然转台自身有一系列的保护装置,但由于人为的疏漏(非全时)和转台自身的可靠性,依然不可避免的会出现异常飞车或卡死的情况,给产品生产造成损失。因此,现有的技术存在着劳动强度高、测试效率低以及易造成产品损坏的问题。
技术实现要素:
3.本发明的目的在于,提供一种适用于惯导产品的闭环速率位置测试系统及方法。本发明具有能够有效减轻工人劳动强度、提高测试效率以及降低产品损坏率的特点。
4.本发明的技术方案:一种适用于惯导产品的闭环速率位置测试系统,包括测试装置,测试装置分别连接有转台装置和惯导产品,且惯导产品安装于转台装置,所述测试装置还连接有指挥控制中心;所述测试装置包括中央处理单元,中央处理单元上设有与转台装置通讯的第一通讯接口电路、与惯导产品通讯的第二通讯接口电路、与惯导产品供电回路控制的控制电路以及第三通讯接口电路,第三通讯接口电路连接有上位测试机。
5.一种适用于惯导产品的闭环速率位置测试方法,根据设定要求,测试装置将命令信息发至转台装置,控制转台装置开始工作,并实时接收转台装置运行过程中的运行状态信息,将命令信息和运行状态信息作比对,判断转台装置运行状态,进而控制惯导产品测试操作;
6.测试装置控制惯导产品上电,接收并解析出惯导产品各轴的角速率输出值和加速度;
7.与此同时,测试装置解析并记录在转台装置各个不同速率点时惯导产品敏感轴的角速率输出值,通过对比转台速率变化率与惯导输出值变化率,来判断转台装置及惯导产品的工作状态。
8.前述的一种适用于惯导产品的闭环速率位置测试方法中,包括以下具体步骤:
9.a、将惯导产品固定在转台装置,转台装置和惯导产品分别通过第一通讯接口电路和第二通讯接口电路连接至中央处理单元;
10.b、中央处理单元根据上位测试机设定的要求,通过控制电路给惯导产品上电;中央处理单元通过第二通讯接口电路接收惯导产品的信息,并解析出惯导产品各轴的角速率输出值和加速度;
11.c、中央处理单元根据上位测试机设定的要求,将转台装置的上电、位置设定和速率设定的指令发送至转台装置,转台装置接收命令信息开始工作,并将运行状态信息返回至中央处理单元,中央处理单元将命令信息与运行状态信息进行比对,判断操作执行状况;当转台装置出现故障时,则停止转台装置运行;
12.d、测试装置解析并记录惯导产品在转台装置角速率为ω
11
状态下的敏感轴输出值ω
21
,转台装置运行至下一个角速率点ω
12
、测试装置解析并记录此时惯导产品敏感轴输出值ω
22
,重复以上步骤,直至转台装置运行角速率为ω
1n
时的惯导产品敏感轴输出值ω
2n
;通过对比转台装置角速率变化率与惯导产品敏感轴输出值变化率,来判断惯导产品工作状态;当惯导产品发生故障,停止运行转台装置及给惯导产品断电,并反馈给指挥控制中心。
13.前述的一种适用于惯导产品的闭环速率位置测试方法中,步骤c中,中央处理单元对命令信息与运行状态信息的具体比对方法为:将转台装置的设定转速ω
10
和转台装置返回的实际转速ω
11
进行比对:当|ω
11-ω
10
|≤δ1时,表明转台运行正常,继续进行测试;当|ω
11-ω
10
|》δ1时,表明转台工作异常,则立即停止转台运行并上报至指挥控制中心;其中,δ1为预制设定值。
14.前述的一种适用于惯导产品的闭环速率位置测试方法中,步骤d中,转台装置角速率变化率与惯导产品敏感轴输出值变化率的具体比对方法为:将每一个角速率点的数据与第一组数据进行比对,设定一个偏置比例系数b,且b大于1;当【(ω
1n
)/(ω
11
)】/b《【(ω
2n
)/(ω
21
)】《b*【(ω
1n
)/(ω
11
)】时,惯导产品工作正常;
15.当【(ω
2n
)/(ω
21
)】》b*【(ω
1n
)/(ω
11
)】或【(ω
2n
)/(ω
21
)】《【(ω
1n
)/(ω
11
)】/b时,惯导产品运行故障。
16.前述的一种适用于惯导产品的闭环速率位置测试方法中,步骤b中,角速率输出值包括x轴角速率、y轴角速率和z轴角速率;加速度包括x轴加速度、y轴加速度和z轴加速度。
17.与现有技术相比,本发明由测试装置、转台装置和指挥控制中心组成,测试装置将惯导产品的角速率、姿态信息作为独立的第三方监测信号进行监控以及将转台装置的运行状态信息进行监控。具体的,通过对转台装置的命令信息和运行状态信息作比对,来评估转台装置运行状态;通过对比转台装置角速率变化率与惯导产品敏感轴输出值变化率,来评估转台装置及惯导产品的工作状态;实现产品测试过程的实时闭环,有效降低了惯导产品在进行标定试验时的测试风险,既提高转台测试系统的正确率和可靠性,减少产品损坏率,又提高了测试效率,降低了人员劳动强度,并为测试系统的网络化、智能化奠定了基础。综上所述,本发明具有能够有效减轻工人劳动强度、提高测试效率以及降低产品损坏率的特点。
附图说明
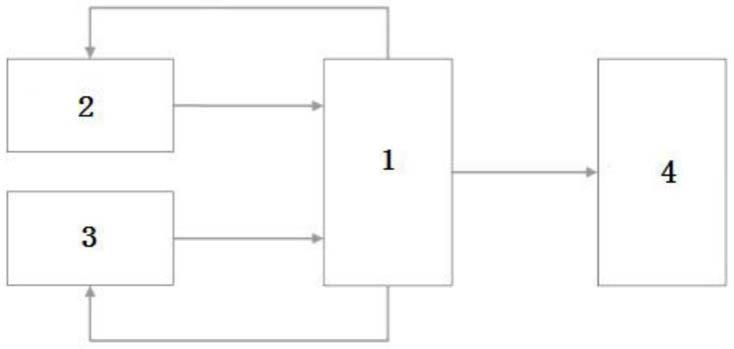
18.图1是本发明的结构示意图;
19.图2是测试装置的结构视图。
20.附图中的标记为:1-测试装置,2-转台装置,3-惯导产品,4-指挥控制中心,101-中央处理单元,102-第一通讯接口电路,103-第二通讯接口电路,104-控制电路,105-第三通讯接口电路,106-上位测试机。
具体实施方式
21.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
22.实施例。一种适用于惯导产品的闭环速率位置测试系统,构成如图1和图2所示,包括测试装置1,测试装置1分别连接有转台装置2和惯导产品3,且惯导产品3安装于转台装置2,所述测试装置1还连接有指挥控制中心4;所述测试装置1包括中央处理单元101,中央处理单元101上设有与转台装置2通讯的第一通讯接口电路102、与惯导产品3通讯的第二通讯接口电路103、与惯导产品3供电回路控制的控制电路104以及第三通讯接口电路105,第三通讯接口电路105连接有上位测试机106。
23.第一通讯接口电路负责与转台装置通讯,发出转台装置的运行指令(启动/停止、速率/位置模式、运行速率/位置等),并接收转台装置当前状态信息;
24.第二通讯接口电路负责与惯导产品通讯,接收惯导产品敏感到的当前导航信息(速率、加速度、姿态或航向等);
25.控制电路负责惯导产品的供电回路控制;
26.中央处理单元负责数据解析与处理,即解析出转台状态信息、惯导产品导航信息等并对数据进行比对分析并下发控制命令等;
27.第三通讯接口电路负责与上位测试机的通讯,将中央处理单元的数据发送给上位测试机软件。
28.一种适用于惯导产品的闭环速率位置测试方法,根据设定要求,测试装置将命令信息发至转台装置,控制转台装置开始工作,并实时接收转台装置运行过程中的运行状态信息,将命令信息和运行状态信息作比对,判断转台装置运行状态,进而控制惯导产品测试操作;
29.测试装置控制惯导产品上电,接收并解析出惯导产品各轴的角速率输出值和加速度;
30.与此同时,测试装置解析并记录在转台装置各个不同速率点时惯导产品敏感轴的角速率输出值,通过对比转台速率变化率与惯导输出值变化率,来判断转台装置及惯导产品的工作状态。
31.包括以下具体步骤:
32.a、将惯导产品固定在转台装置,转台装置和惯导产品分别通过第一通讯接口电路和第二通讯接口电路连接至中央处理单元;
33.b、中央处理单元根据上位测试机设定的要求,通过控制电路给惯导产品上电;中央处理单元通过第二通讯接口电路接收惯导产品的信息,并解析出惯导产品各轴的角速率
输出值和加速度;
34.c、中央处理单元根据上位测试机设定的要求,将转台装置的上电、位置设定和速率设定的指令发送至转台装置,转台装置接收命令信息开始工作,并将运行状态信息返回至中央处理单元,中央处理单元将命令信息与运行状态信息进行比对,判断操作执行状况;当转台装置出现故障时,则停止转台装置运行;
35.d、测试装置解析并记录惯导产品在转台装置角速率为ω
11
状态下的敏感轴输出值ω
21
,转台装置运行至下一个角速率点ω
12
、测试装置解析并记录此时惯导产品敏感轴输出值ω
22
,重复以上步骤,直至转台装置运行角速率为ω
1n
时的惯导产品敏感轴输出值ω
2n
;通过对比转台装置角速率变化率与惯导产品敏感轴输出值变化率,来判断惯导产品工作状态;当惯导产品发生故障,停止运行转台装置及给惯导产品断电,并反馈给指挥控制中心。
36.步骤c中,中央处理单元对命令信息与运行状态信息的具体比对方法为:将转台装置的设定转速ω
10
和转台装置返回的实际转速ω
11
进行比对:当|ω
11-ω
10
|≤δ1时,表明转台运行正常,继续进行测试;当|ω
11-ω
10
|》δ1时,表明转台工作异常,则立即停止转台运行并上报至指挥控制中心;其中,δ1为预制设定值,一般为转台速率精度,实际值可根据测试实际情况进行调整。
37.步骤d中,转台装置角速率变化率与惯导产品敏感轴输出值变化率的具体比对方法为:将每一个角速率点的数据与第一组数据进行比对,即(ω
2n-a)/(ω
21-a)与(ω
1n
)/(ω
11
)的关系,其中a为偏值常量,在产品标定或测量时,转台转速相对偏大,偏值a的值可以忽略不计,即【(ω
2n-a)/(ω
21-a)】≈【(ω
2n
)/(ω
21
)】。
38.在实际操作中,设定一个偏置比例系数b,且b大于1;当【(ω
1n
)/(ω
11
)】/b《【(ω
2n
)/(ω
21
)】《b*【(ω
1n
)/(ω
11
)】时,惯导产品工作正常;
39.当【(ω
2n
)/(ω
21
)】》b*【(ω
1n
)/(ω
11
)】或【(ω
2n
)/(ω
21
)】《【(ω
1n
)/(ω
11
)】/b时,惯导产品运行故障。
40.步骤b中,角速率输出值包括x轴角速率、y轴角速率和z轴角速率;加速度包括x轴加速度、y轴加速度和z轴加速度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
