1.本实用新型涉及加热炉技术领域,尤其涉及一种轧钢加热炉和轧钢系统。
背景技术:
2.轧钢加热炉的主要作用是把坯料加热到能够满足轧制要求的温度区间,通过加热坯料可以改善坯料的内部组织和性能,使不均匀组织和非金属夹杂物通过高温加热的扩散作用而均匀化,因此,坯料的加热质量会直接影响轧制成材后的棒材质量。
3.目前,由于优特钢的坯料端面较大,而现有的轧钢加热炉的供热量较少,使用现有的轧钢加热炉进行加热时,经常因加热不均匀导致轧制成材后的棒材质量低下,废品率增大,降低企业经济效益。
4.因此,如何提高企业经济效益,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.有鉴于此,本实用新型的目的在于提供一种轧钢加热炉,以提高企业经济效益。
6.为了实现上述目的,本实用新型提供了如下技术方案:
7.一种轧钢加热炉,包括:
8.炉体,所述炉体的内腔通过隔墙划分为预热段、加热段和均热段,并且所述预热段、所述加热段和所述均热段自所述炉体的进料口向所述炉体的出料口依次且连通设置,所述加热段设置有调焰侧烧嘴且采用脉冲控制方式,所述均热段设置有平焰烧嘴且采用比例控制方式;
9.设置于所述加热段和所述均热段的温度传感器;以及
10.能够与所述温度传感器进行信号传输的中央控制系统,所述中央控制系统能够根据温度信息显示的温度值控制所述加热段和所述均热段的燃料量输入。
11.优选地,在上述轧钢加热炉中,所述炉体为箱型框架钢结构,并且所述箱型框架钢结构由型钢和钢板制造而成。
12.优选地,在上述轧钢加热炉中,还包括多个设置于所述炉体的进料口的装料悬臂辊和多个设置于所述炉体的出料口的出料悬臂辊,多个所述装料悬臂辊和多个所述出料悬臂辊均通过单独的变频电机驱动。
13.优选地,在上述轧钢加热炉中,所述装料悬臂辊与所述出料悬臂辊的辊头和辊轴均采用空心水冷方式冷却,并且所述装料悬臂辊形成的辊道靠近所述炉体的进料口的一侧设置有用于对所述坯料进行限位的辊盘。
14.优选地,在上述轧钢加热炉中,还包括用于输送坯料的步进输送系统,所述步进输送系统包括斜轨座、升降滚轮、提升框架、平移滚轮、平移框架、步进梁、立柱和液压驱动装置,所述升降滚轮设置于所述提升框架且与所述斜轨座抵接,所述平移滚轮与所述升降滚轮通过连接件连接,并且所述平移滚轮能够支撑所述平移框架,所述步进梁与所述平移框架通过立柱连接。
15.优选地,在上述轧钢加热炉中,所述步进输送系统还包括用于检测所述提升框架和所述平移框架的行程轨迹的行程检测装置,以及能够对所述提升框架与所述平移框架进行导向的升降定心机构和水平定心机构。
16.优选地,在上述轧钢加热炉中,还包括用于对所述炉体内的构件进行冷却的汽化冷却系统和用于对所述汽化冷却系统的冷却水进行热力除氧的除氧给水系统。
17.优选地,在上述轧钢加热炉中,还包括能够向所述炉体的内腔通入助燃空气的助燃空气系统和能够向所述炉体的内腔通入煤气的煤气系统;所述助燃空气系统包括助燃风机、输送所述助燃空气的空气管道和用于安装所述助燃风机与所述空气管道的支架,以及设置于空气管道上的膨胀器。
18.优选地,在上述轧钢加热炉中,还包括用于对所述煤气系统的煤气管道进行吹扫放散的氮气吹扫和放散系统。
19.优选地,在上述轧钢加热炉中,还包括排烟系统,所述排烟系统包括设置于所述炉体的装料口的下方的烟道、设置于所述烟道内的空气预热器和煤气预热器,以及连通烟道与大气的烟囱。
20.一种轧钢系统,包括如上任意一项所述的轧钢加热炉。
21.使用本实用新型所提供的轧钢加热炉时,预热段、加热段和均热段通过隔墙分隔开,使得预热段、加热段和均热段均具有相对稳定的温场,通过控制预热段、加热段和均热段的燃料量输入能更好地满足坯料在各段的温度要求;由于加热段和均热段均设置有温度传感器,中央控制系统能够与温度传感器进行信号传输,因此,位于加热段的温度传感器能够将采集到的加热段的第一温度信息转换为电信号后传输给中央控制系统,位于均热段的温度传感器能够将采集到的均热段的第二温度信息转换为电信号后传输给中央控制系统,中央控制系统将第一温度信息所显示的温度值与预先接收的第一温度阈值进行比较,当第一温度信息所显示的温度值低于第一温度阈值时,中央控制系统控制加热段增大燃烧量输入,当第一温度信息所显示的温度值高于第一温度阈值时,中央控制系统控制加热段减小燃烧量输入;当第二温度信息所显示的温度值低于第二温度阈值时,中央控制系统控制均热段增大燃烧量输入,当第二温度信息所显示的温度值高于第二温度阈值时,中央控制系统控制均热段减小燃烧量输入,实现了炉体内腔温度自动调节,提高了炉体内腔温度的均匀性,使得坯料的受热均匀性和组织均匀性均提高,提高了轧制件的质量,降低了废品率,提升了企业经济效益;并且,由于加热段采用调焰侧烧嘴且采用脉冲控制方式,均热段采用平焰烧嘴且采用比例控制方式,进一步提高了加热段和均热段的温场均匀性,进一步提高了轧制件的受热均匀性和组织均匀性,进一步提高了轧制件的质量,降低了废品率,提升了企业经济效益。
附图说明
22.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
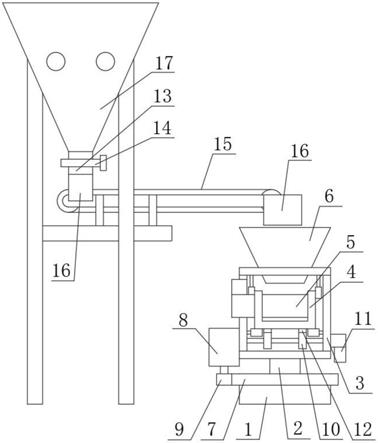
23.图1为本实用新型实施例所提供的一种轧钢加热炉的结构示意图。
24.其中,100为炉体,101为预热段,102为加热段,1021为调焰侧烧嘴,103为均热段,1031为平焰烧嘴,104为隔墙,105为进料口,106为出料口,200为装料悬臂辊,300为出料悬臂辊,400为步进输送系统,401为斜轨座,402为升降滚轮,403为提升框架,404为平移滚轮,405为平移框架,406为步进梁,407为连接柱,500为排烟气筒,600为坯料。
具体实施方式
25.有鉴于此,本实用新型的核心在于提供一种轧钢加热炉,以提高企业经济效益。
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.如图1所示,本实用新型实施例公开了一种轧钢加热炉,包括炉体100、温度传感器和中央控制系统。
28.其中,炉体100的内腔通过隔墙104划分为预热段101、加热段102和均热段103,并且预热段101、加热段102和均热段103自炉体100的进料口105向炉体100的出料口106依次且连通设置,加热段102设置调焰侧烧嘴1021且采用脉冲控制方式,均热段103设置平焰烧嘴1031且采用比例控制方式;温度传感器设置于加热段102和均热段103;中央控制系统能够与温度传感器进行信号传输,中央控制系统能够根据温度信息显示的温度值控制加热段102和均热段103的燃料量输入。
29.使用本实用新型所提供的轧钢加热炉时,预热段101、加热段102和均热段103通过隔墙104分隔开,使得预热段101、加热段102和均热段103均具有相对稳定的温场,通过控制预热段101、加热段102和均热段103的燃料量输入能更好地满足坯料600在各段的温度要求;由于加热段102和均热段103均设置有温度传感器,中央控制系统能够与温度传感器进行信号传输,因此,位于加热段102的温度传感器能够将采集到的加热段102的第一温度信息转换为电信号后传输给中央控制系统,位于均热段103的温度传感器能够将采集到的均热段103的第二温度信息转换为电信号后传输给中央控制系统,中央控制系统将第一温度信息所显示的温度值与预先接收的第一温度阈值进行比较,当第一温度信息所显示的温度值低于第一温度阈值时,中央控制系统控制加热段102增大燃烧量输入,当第一温度信息所显示的温度值高于第一温度阈值时,中央控制系统控制加热段102减小燃烧量输入;当第二温度信息所显示的温度值低于第二温度阈值时,中央控制系统控制均热段103增大燃烧量输入,当第二温度信息所显示的温度值高于第二温度阈值时,中央控制系统控制均热段103减小燃烧量输入,实现了炉体100内腔温度自动调节,提高了炉体100内腔温度的均匀性,使得坯料600的受热均匀性和组织均匀性均提高,提高了轧制件的质量,降低了废品率,提升了企业经济效益;并且,由于加热段102设置调焰侧烧嘴1021且采用脉冲控制方式,均热段103设置平焰烧嘴1031且采用比例控制方式,进一步提高了加热段和均热段103的温场均匀性,进一步提高了轧制件的受热均匀性和组织均匀性,进一步提高了轧制件的质量,降低了废品率,提升了企业经济效益。
30.应当理解,上述预热段101为不供热段,均热段103和加热段102为供热段,并且,本实用新型实施例所提供的加热段102分为第一加热段上区、第一加热段下区、第二加热段上
区和第二加热段下区,其中,第一加热段靠近预热段101,第二加热段靠近均热段103,均热段103分为均热段103上区和均热段103下区,亦即该轧钢加热炉设有六个供热控制区,以便于通过第一加热段实现低负荷运行,通过第二加热段和均热段103配置足够的供热量,在小产量和热装时,可调节第一加热段的供热量,使炉体100的加热区域后移,降低第一加热段的炉膛温度,节约燃料消耗;同时,通过在中央控制系统设定各供热控制区的加热温度值控制各供热控制区的输入燃料量,提高炉温及出钢温度的均匀性。
31.进一步地,炉体100为箱型框架钢结构,并且箱型框架钢结构由型钢和钢板制造而成,以便于保护承受炉体100工作期间产生的热应力和机械应力。
32.具体地,炉体100的箱型框架钢结构是由炉顶钢结构、侧墙钢结构、端墙钢结构、炉底钢结构组成,用以保护炉衬耐火材料,安装烧嘴和炉门,同时用以固定轧钢加热炉的水梁立柱、水封装置及各种炉体附件。
33.其中,炉顶钢结构的主要构件是采用h型钢制成的横梁,在h型钢下翼缘上设置吊挂炉顶锚固砖吊梁,h型钢横梁的两端架在侧墙钢结构的圈梁上;并且,为保持h型钢的整体稳定性,在h型钢的上、下翼缘间配置一定数量的加强筋;应当理解,炉顶钢结构除用于吊挂耐火材料外,还用于支撑炉顶平台及部分空煤气管道。
34.侧墙和端墙钢结构由6mm厚的钢板与立柱焊接组成,并适当地用型钢加固,以防止钢板变形;立柱下部用地脚螺栓与炉体100的基础或炉底钢结构固定,上部用槽钢圈梁连接而成矩形框架;该轧钢加热炉的烧嘴、炉门、人孔门和窥视孔等附件均固定在侧墙和端墙钢结构上。
35.炉底钢结构由炉底小框架和炉底钢板、炉底纵向大梁、炉底支柱三部分组成,炉底小框架和炉底钢板是由工字钢、槽钢、8mm厚的钢板焊接而成,用来支撑炉底耐火材料,安装固定梁立柱,并且留设活动梁立柱穿过的孔洞和安装孔洞周围的密封装置;炉底钢结构纵向大梁在炉底纵向贯穿全炉体100的长度,支撑所有的炉底小框架;在炉底纵向大梁下面每隔一段距离有一炉底支柱来支撑,炉底支柱用h型钢和钢板焊接而成。
36.进一步地,本实用新型所提供的轧钢加热炉还包括多个设置于炉体的进料口105的装料悬臂辊200和多个设置于炉体的出料口106的出料悬臂辊300,以便于通过装料悬臂辊200和出料悬臂辊300分别实现装料和出料;并且,多个装料悬臂辊200和多个出料悬臂辊300均通过单独的变频电机驱动,以便于后续对装料悬臂辊200和出料悬臂辊300维修。
37.应当理解,上述装料悬臂辊200和出料悬臂辊300均设置于炉体100的内腔,用于运输坯料600,变频电机和与变频电机配合的传动机构设置在炉体100的外侧,以便于使炉体100处于封闭状态,减少炉体100的装料口吸入的冷风量和炉体100的出料口106的炉气逃逸量;并且,上述变频电机采用直联齿式减速机,传动机构具有紧凑、小巧和简单的优点。
38.更进一步地,装料悬臂辊200与出料悬臂辊300的辊头和辊轴均采用空心水冷方式冷却,以采用净环水冷却,实现闭路排水;并且装料悬臂辊200形成的辊道靠近炉体100的进料口105的一侧设置有辊盘,以便于对坯料600进行限位,避免坯料600撞墙,损坏坯料600。
39.本实用新型所提供的轧钢加热炉还包括用于输送坯料600的步进输送系统400,步进输送系统400包括斜轨座401、升降滚轮402、提升框架403、平移滚轮404、平移框架405、步进梁406、连接柱407和液压驱动装置,升降滚轮402设置于提升框架403且与斜轨座401抵接,平移滚轮404与升降滚轮402通过连接件连接,并且平移滚轮404能够支撑平移框架405,
步进梁406与平移框架405通过连接柱407连接,以便于通过液压驱动装置驱动该步进输送系统400,通过升降滚轮402在斜轨座401上的移动,使得提升框架403作升降和平移形成的复合运动,从而通过平移框架405使步进梁406作按照预设周期和预设步距将坯料600向前移送,直到坯料600到达炉体100的出料口106;当该轧钢加热炉接收到中央控制系统所发出的输送钢坯信号后,步进输送系统400将位于炉体100的出料口106的钢坯托送到出料悬臂辊300上,再由出料悬臂辊300道输送至炉体100的外侧。
40.上述步进输送系统400还包括行程检测装置、升降定心机构和水平定心机构,以便于通过行程检测装置检测提升框架403和平移框架405的行程轨迹,并通过升降定心机构和水平定心机构对提升框架403与平移框架405进行导向,提高提升框架403和平移框架405的移动轨迹精度,使步进梁406能够沿炉体100内腔的中心线移动。
41.需要说明的是,上述升降定心机构和水平定心机构可以是定心轮、定心滑板或者以上两者的组合形式,只要是能够满足使用要求的结构均属于本实用新型保护范围内。
42.另外,本实用新型所提供的轧钢加热炉还包括汽化冷却系统和除氧给水系统,以便于通过汽化冷却系统对炉体100内的构件进行冷却,充分利用余热回收蒸气,延长炉体100的支撑梁和连接柱的寿命,同时具有节约用地节约冷却水的优点;通过除氧给水系统对汽化冷却系统的冷却水进行热力除氧。
43.并且,该轧钢加热炉还包括助燃空气系统和煤气系统,以便于通过助燃空气系统向炉体100的内腔通入助燃空气,通过煤气系统向炉体100的内腔通入煤气。
44.具体地,上述助燃空气系统包括助燃风机、输送助燃空气的空气管道和用于安装助燃风机与空气管道的支架,以便于通过支架支撑空气管道,通过助燃风机和空气管道向炉体100内腔输送助燃空气;并且空气管道上设置有膨胀器,以便于通过在压力过大时实现防爆功能。
45.上述煤气系统包括总管阀站、与总管阀站连通的总管、与总管连通的炉前管道和安装支架;煤气系统的混合煤气接点在厂房外,总管阀站包括电动蝶阀、电动盲板阀(安装在厂房外附近)、气动切断阀调节阀等,根据燃气安全规范要求,煤气阀站电动盲板阀设置在厂房外。
46.进一步地,该轧钢加热炉还包括用于对煤气系统的煤气管道进行吹扫放散的氮气吹扫和放散系统,以便于在煤气系统切断后和炉体100点火前,用氮气对煤气系统的煤气管道进行吹扫放散,提高该轧钢加热炉的安全性。
47.另外,该轧钢加热炉还包括排烟系统500,排烟系统500包括设置于炉体100的装料口的下方的烟道、设置于烟道内的空气预热器和煤气预热器,以及连通烟道与大气的烟囱,以便于使炉体100内的燃烧生成物进入炉体100装料口下方的烟道,再流经设置在烟道内的空气预热器和煤气预热器,充分回收烟气余热后,通过烟囱排入大气。
48.此外,本实用新型还公开了一种轧钢系统,包括如上任意一项所述的轧钢加热炉,因此兼具了上述轧钢加热炉的所有技术效果,本文在此不再一一赘述。
49.本实用新型的说明书和权利要求书及上述附图中的术语“第一”和“第二”等是用于区别不同的对象,而不是用于描述特定的顺序。此外术语“包括”和“具有”以及他们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有设定于已列出的步骤或单元,而是可包括没有列出的步骤或单元。
50.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。