1.本技术涉及传感器结构设计领域,尤其是涉及一种干簧管传感器。
背景技术:
2.现有干簧管类型传感器应用于防水防尘防油污环境中时,通常使用密封圈装配密封、环氧树脂封装或者超声波焊接密封。
3.当使用超声波焊接密封时,振动会传递到干簧管传感器内部的干簧管和电阻,导致干簧管和电阻受到损伤,甚至脱离。
4.上述中的相关技术,存在有结构不稳定的缺陷。
技术实现要素:
5.为了改善结构不稳定的问题,本技术提供一种干簧管传感器。
6.本技术提供的一种干簧管传感器采用如下的技术方案:
7.一种干簧管传感器,包括干簧管和电阻,还包括,
8.插头,用于与外部设备插接配合;
9.连接片,用于固定所述干簧管和所述电阻,所述连接片的一端固设于所述插头中;
10.保护壳,用于保护连接片,所述保护壳套设于所述连接片,且所述保护壳装设于所述插头;
11.减震件,用于填充所述保护壳。
12.通过采用上述技术方案,在保护壳内填充减震件,在超声波焊接时,减缓了外部机械冲击对干簧管和电阻的损伤,使干簧管和电阻固定更牢固,提高了生产良率。
13.可选的,所述减震件为硅胶。
14.通过采用上述技术方案,在保护壳内注入硅胶,减小焊接时对保护壳内干簧管和电阻的振动破坏;硅胶更适应高温或者低温的工作环境,使干簧管传感器密封性更好,不易产生渗漏现象。
15.可选的,所述插头远离插口的一端设有与所述保护壳镶嵌配合的限位块。
16.通过采用上述技术方案,限位块的设置,使插头嵌入保护壳中,实现保护壳与插头的安装。
17.可选的,所述保护壳在开口处的内壁设有抵接块,所述限位块上开设有与所述抵接块抵接配合的限位槽。
18.通过采用上述技术方案,抵接块抵接于限位槽,保证在焊接前能够准确定位,进一步提高了干簧管传感器的结构稳定性。
19.可选的,所述限位块上设有定位块,所述保护壳的内壁开设有与所述定位块镶嵌配合的定位槽。
20.通过采用上述技术方案,随着限位块嵌入保护壳中,定位块也嵌入定位槽,确保能精准定位,使保护壳更稳定地连接于插头,使保护壳和插头不易受振动影响,进一步提高了
干簧管传感器的结构稳定性。
21.可选的,所述定位块背离所述插头的一侧设有导向面。
22.通过采用上述技术方案,导向面的设置,便于定位块嵌入定位槽中,提高了安装效率。
23.可选的,所述抵接块朝向所述插头的一侧设有超声焊接筋。
24.通过采用上述技术方案,将超声焊接筋设置在抵接块,在超声波焊接密封时,减少超声焊接筋受到的剪切力,提高了超声焊接筋抗破坏能力。
25.可选的,所述连接片包括第一连接片和第二连接片,所述第一连接片包括第一连接部和第一固定部,所述第二连接片包括第二连接部和第二固定部,所述第一固定部和所述第二固定部均固定于所述插头中;所述干簧管的引脚线分别固定于所述第一连接部和第二连接部,所述电阻的引脚线分别固定于所述第一连接部和第二连接固定部,所述干簧管的长度方向平行于所述电阻的长度方向。
26.通过采用上述技术方案,第一连接片和第二连接片配合,实现干簧管和电阻的安装。
27.可选的,所述保护壳的外壁上设有定位条。
28.通过采用上述技术方案,定位条的设置,在插头嵌入保护壳过程中,观察定位条的位置来判断安装方向是否正确,提高了生产效率。
29.综上所述,本技术包括以下至少一种有益技术效果:
30.通过在保护壳内填充减震件,在超声波焊接时,减缓了外部机械冲击对干簧管和电阻的损伤,使干簧管和电阻固定更牢固,提高了生产良率和干簧管传感器的结构稳定性;
31.通过设置定位块和定位槽,确保能精准定位,使保护壳更稳定地连接于插头,使保护壳和插头不易受振动影响,进一步提高了干簧管传感器的结构稳定性;
32.通过将超声焊接筋设置在抵接块,在超声波焊接密封时,减少超声焊接筋受到的剪切力,提高了超声焊接筋抗破坏能力。
附图说明
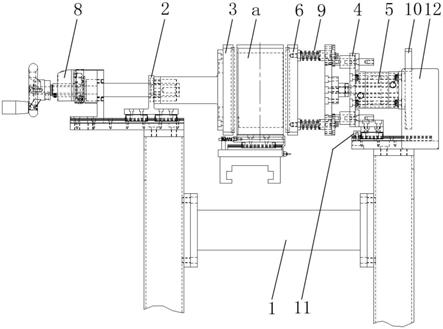
33.图1是本技术实施例的整体结构示意图;
34.图2是图1中a-a方向的剖视图;
35.图3是本技术实施例的插头的结构示意图;
36.图4是本技术实施例中保护壳的剖视图;
37.图5是图2中a部分的放大图。
38.附图标记说明:1、干簧管;2、插头;21、限位块;211、限位槽;22、定位块;221、导向面;3、第一连接片;31、第一连接部;32、第一固定部;4、第二连接片;41、第二连接部;42、第二固定部;5、保护壳;51、抵接块;52、定位槽;53、定位条;6、硅胶;7、超声焊接筋;8、限位凸块;9、电阻。
具体实施方式
39.以下结合附图1-5对本技术作进一步详细说明。
40.在本实用新型的描述中,需要理解的是,术语“第一”、“第二”等仅用于描述目的,
而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。
41.本技术实施例公开一种干簧管传感器。
42.参照图1和图2,干簧管传感器包括干簧管1、电阻9、插头2、连接片、保护壳5和减震件。干簧管1和电阻9固定在连接片上,连接片的一端固定在插头2中,保护壳5套设于连接片,且保护壳5装设于插头2,插头2用于与外部设备插接配合;减震件填充在保护壳5中。具体地,在本技术实施例中,保护壳5套设于插头2的一侧,固定有干簧管1和电阻9的连接片放置在保护壳5中,在保护壳5中填充减震件,在超声波焊接时,减震件减缓外部机械冲击对干簧管1和电阻9的损伤,使干簧管1和电阻9固定更牢固,使干簧管1玻璃外壳不易受到超声波的影响而损伤,提高了生产良率。
43.减震件为硅胶6。在保护壳5内注入硅胶6,减小焊接时对保护壳5内干簧管1和电阻9的振动破坏;硅胶6更适应高温或者低温的工作环境,使干簧管传感器密封性更好,不易产生渗漏现象。相应地,减震件并不局限于硅胶,还可以是橡胶等具有减震作用的弹性体。
44.参照图2,连接片包括第一连接片3和第二连接片4,第一连接片3包括第一连接部31和第一固定部32,第二连接片4包括第二连接部41和第二固定部42,第一固定部32和第二固定部42均固定于插头2中;干簧管1的引脚线分别固定于第一连接部31和第二连接部41,电阻9的引脚线分别固定于第一连接部31和第二连接固定部,干簧管1的长度方向平行于电阻9的长度方向。具体地,在本技术实施例中,插头2通过注塑一体成型,在插头2注塑成型过程中,预先将第一固定部32和第二固定部42固定在注塑模具中,使第一固定部32和第二固定部42直接固定在插头2中。第一连接片3的长度大于第二连接片4的长度,第一连接部31远离第一固定部32的一侧朝向第二连接片4方向直角弯折形成弯折端,干簧管1的引脚线分别固定于弯折端和第二连接部41,电阻9的引脚线分别固定于弯折端和第二连接固定部,而且干簧管1的长度方向平行于电阻9的长度方向。
45.第一固定部32和第二固定部42均设有限位凸块8,限位凸块8分别位于第一固定部32的两侧,限位凸块8还设有倾斜面,倾斜面从第一固定部32朝向第一连接部31方向逐渐远离第一固定部32倾斜,防止连接片脱离插头2,提高了干簧管传感器的结构稳定性。
46.参照图2和图3,插头2远离插口的一端设有与保护壳5镶嵌配合的限位块21。限位块21嵌入保护壳5中,插头2的边缘将与保护壳5的开口抵接,实现保护壳5与插头2的安装。
47.参照3和图4,保护壳5在开口处的内壁设有抵接块51,限位块21上开设有与抵接块51抵接配合的限位槽211。具体地,在保护壳5的开口处设置抵接块51,使保护壳5的开口处形成台阶结构,限位槽211的底壁抵接于该台阶结构,保证在焊接前能够准确定位,进一步提高了干簧管传感器的结构稳定性。
48.参照图4和图5,抵接块51朝向插头2的一侧设有超声焊接筋7。超声波焊接筋采用三角筋,将超声焊接筋7设置在抵接块51,在超声波焊接密封时,减少超声焊接筋7受到的剪切力,提高了超声焊接筋7抗破坏能力。
49.参照图3和图4,限位块21上设有定位块22,保护壳5的内壁开设有与定位块22镶嵌配合的定位槽52。具体地,定位块22位于限位槽211的底壁,当将插头2安装于保护壳5时,在嵌入限位块21的同时,定位块22也嵌入到定位槽52中,使保护壳5更稳定地连接于插头2,使保护壳5和插头2不易受振动影响,进一步提高了干簧管传感器的结构稳定性。
50.定位块22背离插头2的一侧设有导向面221。导向面221的设置,便于定位块22嵌入定位槽52中,提高了生产效率。
51.参照图1和图3,保护壳5的外壁设有定位条53。具体地,定位条53与定位块22位于保护壳5的同一侧壁,定位条53的长度方向平行于保护壳5的长度方向。在插头2嵌入保护壳5过程中,观察定位条53的位置,保证插头2上的定位块22与定位条53同侧即可嵌入保护壳5,提高了生产效率。
52.本技术实施例一种干簧管传感器的实施原理为:在保护壳5的开口处的内壁设置抵接块51,限位块21开设与抵接块51抵接配合的限位槽211,保证超声波焊接前插头2和保护壳5的定位准确;将超声焊接筋7设置在抵接块51上,减少超声焊接线受到的剪切力,提高了超声焊接线抗破坏能力;在保护壳5中注入硅胶6,减缓焊接时外部机械冲击和高低温对干簧管1和电阻9的损伤,提高了生产良率。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。