1.本发明涉及电池技术领域,具体而言,涉及一种全固态电芯及其制备方法和全固态电池。
背景技术:
2.全固态电池在手套箱内制备流程和操作复杂,生产效率低,且全固态电池测试或工作中通常加有较大压力,硫化物电解质膜抗剪切力能力差,传统的多层叠片制备大容量全固态电芯(多层叠片)较易出现边缘微短路现象,且由于电池内结构通常是负极面积大于正极面积,多出的负极及电解质膜面积束缚力或压力小于与正极复合部分,因此多出的面积会因剪切力及充放电过程膨胀收缩而出现掉料粉化现象,如果搭配使用硅基负极片,其成分一般由硫化物电解质(离子导体)、硅材料、导电剂、石墨材料或合金等组成,硅材料本身的电导率低,作为活性物质,硅在充电/放电周期内嵌入和脱出锂时,体积变化达到270%-400%,循环寿命差,这个体积膨胀会导致硅颗粒的粉碎,极片在充放电过程中反复开裂,以及极片涂层从铜集流体上分离,继而粉化衰减,最终导致锂离子电池的失效。且硅负极片在无补锂情况下首效低,降低了电池的容量发挥,以上问题累加给高能量高性能能量密度全固态电池的制备和应用带来显著困难,使得全固态电池的安全性降低。
3.有鉴于此,特提出本发明。
技术实现要素:
4.本发明的一个目的在于提供一种全固态电芯,其不仅能防止负极及隔膜边缘掉料,并且大大减小电池内部剪切力的存在,各层工作部件全面接触抑制膨胀,可有效增加安时级大容量大面积全固态硫化物电芯的循环性能、安全性和成品率。
5.本发明的另一个目的在于提供一种全固态电芯的制备方法,简单易行。
6.本发明的另一个目的在于提供一种全固态电池。其具有优异的电化学性能。
7.为了实现本发明的上述目的,特采用以下技术方案:
8.一种全固态电芯,包括交替层叠的第一复合片和铜锂复合片;
9.所述第一复合片包括正极片、电解质膜和负极活性层,所述正极片包括正极集流体及正极活性层,所述正极集流体的至少一侧表面包括中心活性材料区和环绕所述中心活性材料区的留白区,所述中心活性材料区设置所述正极活性层;所述电解质膜的一侧表面覆盖所述正极活性层,并同时填充所述留白区;所述电解质膜的另一侧表面连接所述负极活性层的一侧表面;
10.所述铜锂复合片包括铜箔以及设置于所述铜箔至少一侧表面的锂层,所述锂层连接所述负极活性层的另一侧表面;
11.沿所述电芯的层叠方向上,所述铜锂复合片的投影和所述负极活性层的投影重合,所述电解质膜的投影与所述正极集流体的投影重合,所述电解质膜的投影面积》所述负极活性层的投影面积》所述正极活性层的投影面积。
12.所述铜锂复合片包括铜箔以及设置于所述铜箔至少一侧表面的锂层,
13.优选地,所述正极片的长宽比大于1且小于10;所述铜锂复合片的长宽比大于1且小于10;
14.优选地,所述正极集流体的各边长度比所述负极活性层对应的各边长度大0.5~4mm;所述负极活性层的各边长度比所述正极活性层对应的各边长度大0.5~4mm;
15.优选地,所述留白区的宽度相等,所述留白区的宽度为1~5mm;
16.优选地,所述正极集流体的第一边设置有正极耳,所述负极集流体的第一边设置有负极耳,所述正极耳和所述负极耳相对设置;所述正极耳的宽度为所述正极集流体第一边长度的10%~30%,所述负极耳的宽度为所述负极集流体第一边长度的10%~30%;所述正极耳或者所述负极耳的长宽比大于1且小于3;
17.优选地,所述锂层的厚度为1~50μm。
18.优选地,所述正极活性层包括正极活性物质、固体电解质、第一导电剂、第一粘结剂;
19.所述正极活性物质、正极固体电解质、第一导电剂和第一粘结剂的质量比为(40~90):(8~50):(1~10):(1~10);
20.优选地,所述正极活性物质包括正极活性基材以及所述正极活性基材表面的包覆层,所述包覆层包括离子导体材料;
21.优选地,所述正极活性基材的化学通式包括lini
x
co
ymz
o2,其中,x≥0,y≥0,z≥0,且x y z=1,m选自mn、al、zr、ti、v、mg、fe和mo中的至少一种;
22.优选地,所述离子导体材料包括li2tio3、linbo3、li3bo3、li2zro3、licoo3、lipo3、li2mno4、al(po3)3、la(po3)3和napo3中的至少一种;
23.优选地,所述包覆层的厚度为1~10nm。
24.优选地,所述第一导电剂包括零维导电剂、一维导电剂和二维导电剂中的至少一种;
25.优选地,所述零维导电剂包括sp点状导电剂/或ab点状导电剂,所述一维导电剂包括cnt和/或vgcf,所述二维导电剂包括石墨烯;
26.优选地,所述正极固体电解质包括硫化物电解质和/或卤化物电解质;
27.优选地,所述硫化物电解质包括thio-lisicon、li
10
gep2s
12
、li6ps5cl、li
10
snp2s
12
、li2s-p2s5、li2s-sis2、lii-libr-li2s-p
2 s5和li2s-b2s3中的至少一种;
28.优选地,所述卤化物电解质包括li3ycl6、li3bry6、li3ercl6、li3ybcl6、li
2.5y0.5
zr
0.5
cl6和li3eri6中的至少一种;
29.优选地,所述第一粘结剂包括pvdf5130、pvdf75130、pvdf21216、pvd、f6020、pvdf-hvs900、pvdf-hfp、pvdf-lbg、nbr、hnbr、sbr、sbs、sebs和ptfe中的至少一种。
30.优选地,所述电解质膜包括硫化物电解质和第二粘结剂,其质量比例为(90~99.9):(0.1~10);
31.优选地,所述硫化物电解质包括thio-lisicon、li
10
gep2s
12
、li6ps5cl、li
10
snp2s
12
、li2s-p2s5、li2s-sis2、lii-libr-li2s-p2s5和li2s-b2s3中的至少一种;
32.优选地,所述第二粘结剂包括pvdf5130、pvdf75130、pvdf21216、pvd、f6020、pvdf-hvs900、pvdf-hfp、pvdf-lbg、nbr、hnbrsbr、sbs、sebs和ptfe中的至少一种;
33.优选地,位于所述正极活性层正上方的所述电解质膜的厚度为10~50μm。
34.优选地,所述负极活性层包括负极活性材料和添加剂,所述负极活性材料至少包括硅材料;
35.优选地,所述负极活性层包括合金负极活性物质、碳材料和氧化物负极材料;
36.优选地,所述添加剂还包括负极固体电解质、第二导电剂和第三粘结剂中的至少一种;
37.优选地,所述合金负极活性物质包括si合金负极活性物质和sn合金负极活性物质;
38.优选地,所述碳材料包括硬碳、软碳和石墨中的至少一种;
39.优选地,所述第二导电剂包括零维导电剂、一维导电剂和二维导电剂中的至少一种;
40.优选地,所述第三粘结剂包括sbr、nbr、hnbr、sbr、sbs、sebs、ptfe和peo中的至少一种;
41.优选地,所述负极活性层中,硅材料、合金负极活性物质、石墨材料、电解质、粘结剂和导电剂的质量比为(5~90):(1~30):(0~80):(0~60):(0.1~15):(0.1~15)。
42.所述的全固态电芯的制备方法,包括以下步骤:
43.在正极集流体料带的至少一侧表面沿长度方向上间隔设置多个所述中心活性材料区,通过间歇湿法涂布的方式在所述中心活性材料区涂布正极浆料,干燥和压实后得到正极片料带;将所述正极片料带表面的正极活性层及既定的所述留白区涂覆电解质浆料,经过干燥及压实后形成电解质膜;在所述电解质膜的表面涂覆负极浆料,经过干燥、模切及温等静压处理后得到第一复合片;
44.将所述第一复合片和所述铜锂复合片进行交替层叠。
45.优选地,任意两个相邻的所述中心活性材料区之间的距离为0.5~5cm;
46.优选地,所述正极浆料包括正极活性物质、固体电解质、第一导电剂、第一粘结剂和溶剂的混合物;
47.优选地,所述负极浆料的制备方法,包括:将负极活性材料、添加剂和溶剂混匀;
48.优选地,所述电解质浆料的制备方法,包括:将电解质、第二粘结剂和溶剂混匀。
49.优选地,所述温等静压的条件包括:温度为40~120℃,压强为5~700mpa,保压时间为1~720min,施压次数为1~3次;
50.优选地,所述压实采用热辊压;所述热辊压的温度为50~200℃。
51.全固态电池,包括所述的全固态电芯。
52.与现有技术相比,本发明的有益效果为:
53.(1)本发明的全固态电芯不仅能防止负极及隔膜边缘掉料,并且大大减小电池内部剪切力的存在,各层工作部件全面接触抑制膨胀,可有效增加安时级大容量大面积全固态硫化物电芯的循环性能、安全性和成品率;采用交叉叠片方式,可连续化生产,成本低,效率高,组装便捷,推进高安全高性能硫化物全固态电池尽早应用。
54.(2)本发明的全固态电芯的制备方法,简单易行。可便利的实现在无成套设备体系条件下的高性能安时级及以上容量硫化物全固态电芯的制备生产,有利的促进全固态电芯进入产品应用阶段。
55.(3)本发明的另一个目的在于提供一种全固态电池,具有优异的首效及容量保持率。
附图说明
56.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
57.图1为实施例2中全固态单元电芯截面结构图;
58.图2为实施例1中全固态电芯的单元结构的截面示意图;
59.图3为定制尺寸间歇涂布正极片效果图;
60.图4为采用间歇涂布正极片模切效果图;
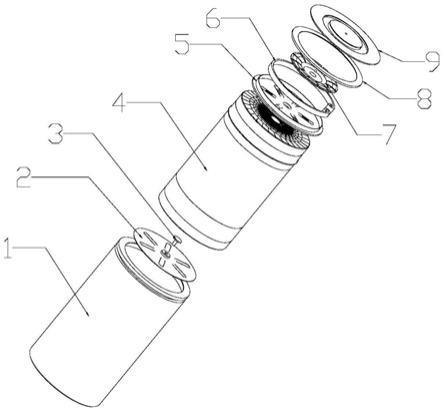
61.图5为双面正极片-双面锂铜复合带堆叠组装全固态电芯示意图;
62.图6为全固态电芯组装工艺流程图。
63.附图标记:
64.1-第一复合片、101-正极集流体、102-正极活性层、103-电解质膜、104-负极活性层、2-铜锂复合片、201-铜箔、202-锂层。
具体实施方式
65.下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
66.根据本发明的一个方面,本发明涉及一种电芯,包括交替层叠的第一复合片和铜锂复合片;
67.所述第一复合片包括正极片、电解质膜和负极活性层,所述正极片包括正极集流体及正极活性层,所述正极集流体的至少一侧表面包括中心活性材料区和环绕所述中心活性材料区的留白区,所述中心活性材料区设置所述正极活性层;所述电解质膜的一侧表面覆盖所述正极活性层,并同时填充所述留白区;所述电解质膜的另一侧表面连接所述负极活性层的一侧表面;
68.所述铜锂复合片包括铜箔以及设置于所述铜箔至少一侧表面的锂层,所述锂层连接所述负极活性层的另一侧表面;
69.沿所述电芯的层叠方向上,所述铜锂复合片的投影和所述负极活性层的投影重合,所述电解质膜的投影与所述正极集流体的投影重合,所述电解质膜的投影面积》所述负极活性层的投影面积》所述正极活性层的投影面积。
70.通过组装过程中的预锂能够有效提高电池的首效和使用硅负极片电池的循环性能,简化制备流程,提高制造效率和一致性。正极、负极、隔膜层间接近全面积接触的叠片,不仅能防止负极及隔膜边缘掉料,并且大大减小电池内部剪切力的存在,各层工作部件全面接触抑制膨胀,可有效增加安时级大容量大面积全固态硫化物电芯的循环性能、安全性
和成品率。
71.投影重合是指完全重合,即投影面的形状相同,大小相等。
72.中心活性材料区位于正极集流体的正中央。
73.在一种实施方式中,所述正极片、电解质膜、负极活性层和铜锂复合片的形状均分别包括矩形。在一种实施方式中,铜锂复合片、正极活性层、负极活性层、正极集流体的单侧表面分别为矩形。电解质膜的一侧表面为矩形。
74.在一种实施方式中,正极集流体为涂碳铝箔。
75.在一种实施方式中,所述正极片的长宽比大于1且小于10;所述铜锂复合片的长宽比大于1且小于10。在一种实施方式中,所述正极片的长宽比包括但不限于2、3、4、5、6、7、8或9。在一种实施方式中,铜锂复合片的长宽比包括但不限于2、3、4、5、6、7、8或9。
76.在一种实施方式中,所述正极集流体的各边长度比所述负极活性层的对应各边长度大0.5~4mm。具体可以为0.5mm、0.7mm、0.9mm、1mm、1.2mm、1.4mm、1.6mm、2mm、2.4mm、2.8mm、3.2mm、3.6mm或4mm。
77.在一种实施方式中,所述负极活性层的各边长度比所述正极活性层的对应各边长度大0.5~4mm。具体可以为0.5mm、0.7mm、0.9mm、1mm、1.2mm、1.4mm、1.6mm、2mm、2.2mm、2.4mm、2.6mm、3mm、3.2mm、3.6mm或4mm。
78.在一种实施方式中,所述留白区的宽度相等,所述留白区的宽度为1~5mm。在一种实施方式中,留白区的宽度包括但不限于1.5mm、2mm、3mm、4mm或4.5mm。
79.在一种实施方式中,所述正极集流体的第一边设置有正极耳,所述负极集流体的第一边设置有负极耳,所述正极耳和所述负极耳相对设置,相对设置即指:正极耳与负极耳分居于全固态电芯的两相对面的两侧。所述正极耳的宽度为所述正极集流体第一边长度的10%~30%,例如,可以为12%、15%、17%、20%、22%、25%或27%。所述负极耳的宽度为所述负极集流体第一边长度的10%~30%,例如,可以为12%、15%、17%、20%、22%、25%或27%。所述正极耳或者所述负极耳的长宽比大于1且小于3,例如1.5、2、2.5。在一种实施方式中,正极耳的长度为0.8~2cm。在一种实施方式中,负极耳的长度为0.6~1.9cm。
80.优选地,所述锂层的厚度为1~50μm。
81.在一种实施方式中,所述锂层的厚度为1~50μm。在一种实施方式中,所述锂层的厚度包括但不限于2μm、3μm、5μm、7μm、10μm、15μm、20μm、22μm、25μm、28μm、30μm、35μm、40μm、45μm或49μm。
82.在一种实施方式中,所述正极活性层包括正极活性物质、固体电解质、第一导电剂、第一粘结剂;所述正极活性物质、正极固体电解质、第一导电剂和第一粘结剂的质量比为(40~90):(8~50):(1~10):(1~10)。在一种实施方式中,所述正极活性物质、正极固体电解质、第一导电剂和第一粘结剂的质量比包括但不限于45:10:2:2、50:15:4:5、60:25:6:5、70:35:7:7、80:40:9:9、90:50:10:10。
83.在一种实施方式中,所述正极活性物质包括正极活性基材以及所述正极活性基材表面的包覆层,所述包覆层包括离子导体材料。
84.正极活性物质的制备方法按照本领域常规的制备方法获得。
85.在一种实施方式中,所述正极活性基材的化学通式包括lini
x
co
ymz
o2,其中,x≥0,y≥0,z≥0,且x y z=1,m选自mn、al、zr、ti、v、mg、fe和mo中的至少一种。在一种实施方式
中,正极活性基材包括lini
0.8
co
0.1m0.1
o2、lini
0.83
co
0.11m0.06
o2、lini
0.85
co
0.09m0.06
o2或lini
0.88
co
0.09m0.03
o2中的至少一种。
86.在一种实施方式中,所述离子导体材料包括li2tio3(钛酸锂)、linbo3(铌酸锂)、li3bo3(硼酸锂)、li2zro3(锆酸锂)、licoo3(钴酸锂)、lipo3(磷酸锂)、li2mno4(锰酸锂)、al(po3)3(偏磷酸铝)、la(po3)3(偏磷酸镧)和napo3(偏磷酸钠)中的至少一种。可以为任意一种,或者两种以上的组合,例如,li2tio3、linbo3和li3bo3的组合,licoo3和lipo3的组合等。
87.在一种实施方式中,所述包覆层的厚度为1~10nm。在一种实施方式中,所述包覆层的厚度包括但不限于2nm、3nm、4nm、5nm、6nm、7nm、8nm、9nm、10nm。上述适宜包覆厚度使得正极活性材料具有优异的电化学性能。
88.在一种实施方式中,所述第一导电剂包括零维导电剂、一维导电剂和二维导电剂中的至少一种。在一种实施方式中,所述零维导电剂包括sp点状导电剂/或ab点状导电剂,所述一维导电剂包括cnt和/或vgcf,所述二维导电剂包括石墨烯。
89.在一种实施方式中,所述正极固体电解质包括硫化物电解质和/或卤化物电解质。
90.在一种实施方式中,所述硫化物电解质包括thio-lisicon、li
10
gep2s
12
、li6ps5cl、li
10
snp2s
12
、li2s-p2s5、li2s-sis2、lii-libr-li2s-p2s5和li2s-b2s3中的至少一种。
91.其中,thio-lisicon的化学式为li
3.25
ge
0.25
p
0.75
s4。
92.在一种实施方式中,所述卤化物电解质包括li3ycl6、li3bry6、li3ercl6、li3ybcl6、li
2.5y0.5
zr
0.5
cl6和li3eri6中的至少一种。
93.在一种实施方式中,所述第一粘结剂包括pvdf5130、pvdf75130、pvdf21216、pvdf6020、pvdf-hvs900、pvdf-hfp(聚偏氟乙烯-六氟丙烯的共聚物)、pvdf-lbg、nbr(丁腈橡胶)、hnbr(氢化丁腈橡胶)、sbr(丁苯橡胶)、sbs(苯乙烯-丁二烯-苯乙烯嵌段共聚物)、sebs(是以聚苯乙烯为末端段,以聚丁二烯加氢得到的乙烯-丁烯共聚物为中间弹性嵌段的线性三嵌共聚物)和ptfe(聚四氟乙烯)中的至少一种。pvdf为聚偏氟乙烯。
94.在一种实施方式中,所述电解质膜包括硫化物电解质和第二粘结剂。
95.在一种实施方式中,所述硫化物电解质包括thio-lisicon、li
10
gep2s
12
、li6ps5cl、li
10
snp2s
12
、li2s-p2s5、li2s-sis2、lii-libr-li2s-p
2 s5和li2s-b2s3中的至少一种。
96.在一种实施方式中,所述第二粘结剂包括pvdf5130、pvdf75130、pvdf21216、pvd、f6020、pvdf-hvs900、pvdf-hfp、pvdf-lbg、nbr、hnbrsbr、sbs、sebs和ptfe中的至少一种。
97.电解质膜为硫化物电解质膜,硫化物电解质种类和粘结剂与上述正极用硫化物和粘结剂种类一致,但使用时必须和正极使用的溶剂和粘结剂不同,且溶剂不能溶解正极使用的粘结剂。
98.在一种实施方式中,所述电解质膜的厚度为10~50μm。在一种实施方式中,所述电解质膜的厚度包括但不限于12μm、15μm、17μm、20μm、25μm、27μm、30μm、32μm、35μm、40μm、42μm、45μm或47μm。通过使用适宜厚度的电解质膜更有利于提高电池的电化学性能。
99.在一种实施方式中,所述负极活性层包括负极活性材料和添加剂,所述负极活性材料至少包括硅材料。
100.在一种实施方式中,所述负极活性层包括合金负极活性物质、碳材料和氧化物负极材料。
101.在一种实施方式中,所述添加剂还包括负极固体电解质、第二导电剂和第三粘结
剂中的至少一种。
102.在一种实施方式中,所述合金负极活性物质包括si合金负极活性物质和sn合金负极活性物质。所述合金负极活性物质不接受限制,包括si合金负极活性物质和sn合金负极活性物质。si合金负极活性物质的实例包括硅、硅氧化物、硅碳化物、硅氮化物和它们的固溶体。si合金负极活性物质包括但不限于fe、co、sb、bi、pb、ni、cu、zn、ge、in、sn或ti。sn合金负极合金材料与si相似。
103.在一种实施方式中,所述碳材料包括硬碳、软碳和石墨中的至少一种。石墨包括人造石墨和天然石墨。
104.在一种实施方式中,所述第二导电剂包括零维导电剂、一维导电剂和二维导电剂中的至少一种。所述零维导电剂包括sp点状导电剂/或ab点状导电剂,所述一维导电剂包括cnt和/或vgcf,所述二维导电剂包括石墨烯。
105.在一种实施方式中,所述第三粘结剂包括sbr、nbr、hnbr、sbr、sbs、sebs、ptfe(聚四氟乙烯)和peo(聚氧化乙烯)中的至少一种。
106.在一种实施方式中,所述负极活性层中,硅材料、合金负极活性物质、石墨材料、电解质、粘结剂和导电剂的质量比为(5~90):(1~30):(0~80):(0~60):(0.1~15):(0.1~15)。还可以包括10:10:15:20:5:5、35:25:40:35:9:11、50:25:55:45:12:13、90:28:75:55:14:15。
107.根据本发明的另一个方面,本发明还涉及所述的电芯的制备方法,,包括以下步骤:
108.在正极集流体料带的至少一侧表面沿长度方向上间隔设置多个所述中心活性材料区,通过间歇湿法涂布的方式在所述中心活性材料区涂布正极浆料,干燥和压实后得到正极片料带;将所述正极片料带表面的正极活性层及既定的所述留白区涂覆电解质浆料,经过干燥及压实后形成电解质膜;在所述电解质膜的表面涂覆负极浆料,经过干燥、模切及温等静压处理后得到第一复合片;
109.将所述第一复合片和所述铜锂复合片进行交替层叠。
110.进一步地,在交替层叠之后还包括:极耳焊接和封装。
111.本发明的方法简单易行,可便利的实现在无成套设备体系条件下的高性能安时级及以上容量硫化物全固态电芯的制备生产,有利的促进全固态电芯进入产品应用阶段。
112.采用交叉叠片方式,可连续化生产,成本低,效率高,组装便捷,推进高安全高性能硫化物全固态电池尽早应用。
113.在一种实施方式中,所述湿法涂布,包括:将正极活性物质、固体电解质、第一导电剂、第一粘结剂和溶剂混匀,得到正极浆料;在活性材料区涂覆所述正极浆料,再经过干燥及压实。正极活性浆料中的溶剂包括但不限于二氯甲烷、四氢呋喃、正己烷、正庚烷、甲苯、2,4-二甲基-3-戊酮、一氯代苯、二甲苯、苯甲醚、环己酮、1,3,5-三甲苯、正癸烷和甲基甲酰胺中的至少一种。
114.在一种实施方式中,所述负极浆料的制备方法,包括:将负极活性材料、添加剂和溶剂混匀。负极浆料中的溶剂包括但不限于二氯甲烷、四氢呋喃、正己烷、正庚烷、甲苯、2,4-二甲基-3-戊酮、一氯代苯、二甲苯、苯甲醚、环己酮、1,3,5-三甲苯、正癸烷和甲基甲酰胺中的至少一种。
115.在一种实施方式中,所述电解质浆料的制备方法,包括:将电解质、第二粘结剂和溶剂混匀。
116.在一种实施方式中,所述温等静压的条件包括:温度为40~120℃,压强为5~700mpa,保压时间为1~720min,施压次数为1~3次。
117.温等静压的目的主要为了增加正极、电解质膜、负极各层本身的颗粒及他们之间界面接触,减小界面阻抗,提高电池机械强度,有利于电池在循环过程中结构稳定和性能发挥,本发明制备的全固态电芯过程可全程在符合要求露点的干燥房流水线式制备,整个过程仅等静压和模切次数少,可大规模连续化生产,对现有设备利用率高,有利于控制成本,促进高性能全固态电池量产。
118.在一种实施方式中,温等静压的温度包括但不限于50℃、60℃、70℃、80℃、90℃、100℃或111℃。压强包括但不限于10mpa、20mpa、50mpa、70mpa、100mpa、150mpa、170mpa、200mpa、250mpa、270mpa、300mpa、350mpa、400mpa、450mpa、500mpa、550mpa、600mpa、650mpa或680mpa。保压时间包括但不限于5min、10min、20min、25min、30min、40min、50min、60min、70min、100min、120min、150min、200min、250min、300min、400min、500min、600min、650min或700min。施压次数为1次、2次或3次。
119.在一种实施方式中,所述第一压实和第二压实分别采用热辊压;所述热辊压的温度为50~200℃。
120.在一种实施方式中,本发明采用的工艺方法工艺包括:先分步骤涂布各层,辊压、模切、温等静压后,再与模切后的锂铜复合带叠片预锂,该电芯结构含正极片、电解质膜、负极活性层、锂铜复合带层,该结构中负极活性层面积与锂铜复合带面积一致,正极集流体各边大于负极活性层和铜集流体各边,但正极活性层面积各边小于负极活性层(可根据电池尺寸,工艺难度调整),形成正极集流体面积与电解质膜面积相同,正极集流体面积大于负极集流体,锂铜复合带面积与负极活性层相同,负极活性层面积大于正极活性层的结构,正极集流体为涂碳铝箔,无需引入其他边缘绝缘材料,制备正极流体边缘大于正极活性层的正极片(此步可采用湿法间歇涂布或干法转移固定尺寸正极活性层,可进行双面涂布)。
121.硫化物电解质浆料涂布辊压后正极片上,在刮涂电解质浆料过程中,直接填平正极活性层和集流体落差部分,起到整平作用,烘干辊压后在电解质膜上再湿法固定尺寸间歇涂布负极活性层,模切后各层之间无高度落差,消除剪切力,并且正极活性层被电解质和负极活性层完全包住,使得结构稳定,在外加高压力下,具有预防掉料、延展和降低微短路发生的概率。
122.为保证第电解质涂布时不对第一次涂布正极片表面造成溶解破坏,电解质浆料使用的溶剂必须不能溶解正极层中使用的粘结剂,同样为保证电解质层表面不被负极涂布时破坏,负极使用的溶剂不能溶解电解质层中的粘结剂,且该溶剂必须与硫化物电解质接触稳定。将上述样品等静压处理后,与模切的锂铜复合带叠片,焊接封装完成组装,完成封装后可进行等静压处理完成预锂,也可直接使用电池夹加压测试,在有压力的测试过程中完成预锂,多层叠片会用到双面正极片和双面锂铜复合带,双面正极片与电解质膜涂布、再涂负极活性层与上述一致,先涂一面,再涂布另一面。
123.根据本发明的另一个方面,本发明还涉及全固态电池,包括所述的电芯。
124.本发明的电池具有优异的首效和容量保持率。
125.下面将结合具体的实施例和对比例对本发明作进一步的解释说明。
126.图1为实施例2中全固态单元电芯截面结构图。图2为实施例1中全固态电芯的单元结构的截面示意图。图3为定制尺寸间歇涂布正极片效果图。图4为采用间歇涂布正极片模切效果图。图5为双面正极片-双面锂铜复合带堆叠组装全固态电芯示意图。图6为全固态电芯组装工艺流程图。
127.实施例1
128.一种全固态电芯,包括交替层叠的第一复合片1和铜锂复合片2;
129.所述第一复合片1包括正极片、电解质膜103和负极活性层104,所述正极片包括正极集流体101及正极活性层102,所述正极集流体101的两侧表面包括中心活性材料区和环绕所述中心活性材料区的留白区,所述中心活性材料区设置所述正极活性层102;所述电解质膜103的一侧表面覆盖所述正极活性层102,并同时填充所述留白区;所述电解质膜103的另一侧表面连接所述负极活性层104;
130.所述铜锂复合片2包括铜箔201以及设置于所述铜箔201两侧表面的锂层202,所述负极活性层104远离所述正极集流体101的表面与所述锂层202相接触;
131.沿所述电芯的层叠方向上,所述铜锂复合片2的投影和所述负极活性层104的投影重合,所述电解质膜103的投影与所述正极集流体101的投影重合;
132.正极集流体101为涂炭铝箔;
133.正极集流体101为矩形,长度为15.6cm,宽度为8.6cm;
134.负极活性层104为矩形,长度为15.4cm,宽度为8.4cm;
135.正极活性层102为矩形,长度为15cm,宽度为8cm。
136.全固态电芯的制备方法,包括以下步骤:
137.(1)以li2tio3包覆ncm811为正极活性物质,li2tio3厚度为5nm,li6ps5cl为电解质,sp和cnt为导电剂,pvdf-lbg为粘结剂,正极活性物质、电解质、sp、cnt和粘结剂的质量比为86:10:1:1):然后使用环己酮溶解pvdf-lbg制备胶液,浆料固含量66%,将以上材料球磨匀浆,得到正极浆料,采用定制尺寸(8*15cm)间歇涂布(涂布间隙为1cm,预留极耳侧留白为5cm,另一侧留白为2cm)在涂炭铝箔的双面并进行烘干,70℃热辊压后得到正极片;
138.(2)将三甲苯和nbr混合制胶,得到混合胶液;将混合胶液与li6ps5cl按比例球磨混合制浆,其中胶固体与电解质质量比为3:97,得到电解质浆料,将电解质浆料涂布在上述步骤(1)的正极片的两侧表面上,100℃、15h烘干,60℃热辊压后正极活性层正上方膜厚度为45μm(后面等静压后会进一步降低),热辊压后备用,得到电解质膜103;
139.(3)取纳米硅、石墨、sn、cnt、sbr,按照质量比62:20:15:1:2,然后使用三甲苯溶解sbr,将胶液与其他组分的材料搅拌混合匀浆,得到负极浆料,采用定制尺寸(8.4*15.4cm)间歇涂布在上述步骤(2)的电解质膜103正上方,且在已涂正极活性层102的正上方,然后烘干,模切,此步模切,按照正极集流体尺寸,正极集流体尺寸最大为8.6*15.6cm,电解质膜103面积8.6*15.6cm,负极活性层104尺寸为8.4*15.4cm,正极活性层102尺寸8*15cm,以上包含双面涂布制备;
140.(4)将上述步骤(3)中的模切样品封装,在350mpa、80℃条件下,温等静压3min,施压2次,备用,此步处理后电解质膜进一步压实,厚度减到36μm;
141.(5)将含3μm厚的锂层202的锂铜复合带模切为8.4*15.4cm,与上述步骤(4)中的样
品叠片。
142.全固态电池的制备,包括:通过对上述电芯焊接、封装,完成制备电池,设计容量5ah。
143.实施例2
144.一种全固态电芯的制备方法,除将步骤(1)中的负极活性层、锂铜复合带尺寸变为8.2*15.2cm,正极集流体尺寸为8.3*15.3cm,其他条件同实施例1。
145.实施例3
146.一种全固态电芯的制备方法,除将步骤(1)中正极活性物质改为linbo3包覆,其他条件同实施例1。
147.实施例4
148.一种全固态电芯的制备方法,除将步骤(1)中正极活性物质改为li2zro3包覆,其他条件同实施例1。
149.实施例5
150.一种全固态电芯的制备方法,除将步骤(1)中正极层中的电解质换为li3ycl6,其他条件同实施例1。
151.实施例6
152.一种全固态电芯的制备方法,除将步骤(1)中正极层中的电解质换为li
10
gep2s
12
,其他条件同实施例1。
153.实施例7
154.一种全固态电芯的制备方法,除将步骤(1)中电解质膜的电解质换为li2s-p2s5,其他条件同实施例1。
155.实施例8
156.一种全固态电芯的制备方法,除将步骤(1)中电解质膜的电解质换为li
10
gep2s
12
,其他条件同实施例1。
157.实施例9
158.一种全固态电芯的制备方法,除将步骤(1)中负极活性层中的合金材料更换为ag,其他条件同实施例1。
159.实施例10
160.一种全固态电芯的制备方法,除将步骤(1)中负极活性层中的合金材料更换为mg,其他条件同实施例1。
161.实施例11
162.一种全固态电芯的制备方法,除锂铜复合带中的锂层202厚度分别为5μm,其他条件同实施例1。
163.实施例12
164.一种全固态电芯的制备方法,除温等静压的条件为:温度60℃,压强150mpa,保压时间15min,施压1次,其他条件同实施例1。
165.对比例1
166.本对比例使用与实施例1各层相同的材料配方,除负极层单独涂布模切,与电解质-正极片叠片组装,负极侧不含预锂层,其他条件同实施例1。
167.对比例2
168.本对比例使用与实施例1各层相同的材料配方,正极片采用传统的活正极活性层与正极集流体等尺寸结构,即正极片尺寸为8*15cm,负极活性层及铜锂复合带与电解质层面积为15.4*8.4cm,这样的结构由于正极片小于隔膜和负极片,会在正极隔膜接触边缘形成剪切力,其他条件同实施例1。
169.实验例
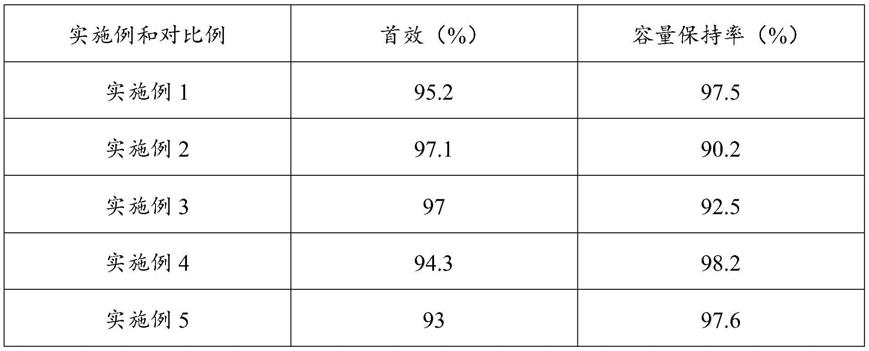
170.将实施例1-12和对比例1、2的电池在保压1mpa下,25℃,0.1c充放电,测定首效;在1c充电,0.33c放电,200次循环测定容量保持率,结果如表1所示。
171.表1电池性能测试结果
[0172][0173][0174]
由表1可知,本发明的方法得到的电芯具有优异的首效和容量保持率。可有效增加安时级大容量大面积全固态硫化物电芯的循环性能、安全性和成品率。
[0175]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,但本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技
术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。