1.本发明涉及液流电池技术领域,具体涉及一种并联式电池堆自动堆叠生产线及其工艺方法。
背景技术:
2.随着“30-60碳达峰-碳中和”战略的提出,可再生能源将得到大力发展。由火电为代表的可再生能源将逐步被光伏风电为代表的的可再生能源替代,可再生能源将成为能源主力。近年来,以抽水蓄能、液流电池、飞轮、压缩空气、超级电容等为代表的各种储能技术得到普遍关注。铁-铬液流电池储能系统是一种新型安全的电化学储能系统。具有安全、环保、高效、使用寿命长、设计灵活等优点,在储能、智能电网建设等领域有广阔的应用前景。
3.液流电池的生产过程包含多个环节,物料流转工艺中的运输、上料、储料,堆叠工艺中的取料、码放、对齐、纠偏,压装拧紧工艺中的分步压装、保压、分布拧紧、穿螺栓,翻转下线工艺等,完成电池堆的组装流程。
4.与此同时,现有的液流电池零部件数量、种类多,零部件尺寸大,产品质量大,对堆叠过程的准确度要求高,需要边组装堆叠边进行人工调整,整个组装过程耗时长,人力需求高,导致产品成本居高不下。由于生产组装过程主要靠人工进行,生产工艺的机械化、自动化程度较低,导致电堆的加工生产效率低、质量一致性差等问题难以解决。目前市场上还不存在针对铁-铬液流电池的生产设备。在电网对大规模储能需求日益迫切的今天,市场急需一种高效可靠的液流电池的生产产线。
5.在现有的液流电池电池堆装配工艺中,电堆生产过程的大部分工序要由人工手动完成,加工工艺的机械化、自动化程度较低,导致了液流电池电堆的加工生产效率低、质量一致性差等问题。
技术实现要素:
6.针对现有液流电池电池堆的生产工艺存在的问题,本发明提出了一种采用并联式电池堆自动堆叠生产线及其工艺方法,皆为将实现高效高自动化的液流电池生产变为可能。
7.为实现上述目的,本发明提供如下技术方案:一种并联式电池堆自动堆叠生产线,包括物流流转主线和物流流转支线,所述物流流转主线上设置物流流转支线,所述物流流转主线起始段设置重型零部件上料工位一,所述物流流转主线末尾段设置翻转工位;
8.所述物流流转支线包括物流流转支线一和物流流转支线二;
9.所述物流流转支线一和物流流转支线二之间设置重型零部件上料工位二,所述物流流转支线一连接电池堆上料堆叠工位,同时所述电池堆上料堆叠工位分别设置在所述物流流转主线的两侧;
10.所述物流流转支线二的后端两侧设置有压紧拧紧工位。
11.优选的,所述重型零部件上料工位二设置在电池堆上料堆叠工位后,且在所述重
型零部件上料工位二的对面还设置有螺杆上料摆放工位。
12.优选的,所述电池堆上料堆叠工位包括双料板上料工位、电堆堆叠工位、膜上位工位以及板框上料工位和电极上料工位,所述电池堆上料堆叠工位内部工位之间用六轴机器人传输,其中,所述板框上料工位和电极上料工位采用双工位设置。
13.优选的,所述物流流转支线横穿所述物流流转主线。
14.本发明还提供了一种并联式电池堆自动堆叠工艺方法,所述工艺方法应用于上述所述的并联式电池堆自动堆叠生产线,其中,所述工艺方法包括以下工序:
15.重型零部件上料工序、电池单元堆叠工序、预穿螺杆工序、压装拧紧工序和翻转下线工序。
16.优选的,所述重型零部件上料工序包括以下步骤:
17.上、下端板组件套料按照指定的位置放置在带有定位治具的上料推车上进行定位,带有定位装置的上料小车将端板组件运输至三轴龙门架下端的上料台架上,上料小车运行放置到位后与定位装置进行锁紧定位,龙门架末端执行机构抓取下端板组件,并通过驱动机构运送至产线流转治具小车上方,然后放在治具小车上进行定位。
18.优选的,所述下端板组件在重型零部件上料工位2进行操作,所述上端板组件在重型零部件上料工位1进行操作,所述下端板组件的上料方式与所述上端板组件的上料堆叠方式相同。
19.优选的,所述电池单元堆叠工序包括:
20.双极板、交换膜、电极及板框组件装在各自料盘内,上料小车将不同组件连同料盘从配货区运输至各自上料台架上,放置到位后料盘与定位装置进行锁紧定位,空料盘回流至料盘回收位置,由小车运回配货区。
21.优选的,所述双极板、交换膜、电极及板框组件的上料、堆叠采用六轴机器人系统,其中交换膜与双极板共用一套机器人,电极与板框各用一套机器人;交换膜、双极板、电极、板框采用吸盘抓取上料堆叠;电极采用伯努利吸盘进行上料,待料盘取料后,采用末端整形机构对碳毡进行整形处理,确保碳毡四周各压缩5mm,同时,采用料盘进行膜存储和膜垛料输送的过程中,所述交换膜需保证一定的温湿度。
22.优选的,所述上料小车为双层设计,采用将齿轮齿条和导轨滑块直接集成在一起的方式进行导向和驱动;
23.所述双层中的第一层为滑轨移动式公用周转小车,负责将第二层的堆叠上料小车在物流流转主线上进行物流输送;所述双层中第二层小车为堆叠治具小车,用于堆叠过程中和堆叠后各工位之间对产品的输送保护,第一层周转小车将第二层堆叠治具小车从上下端板堆叠工位处将完成下端板组件堆叠动作的堆叠治具小车运输至堆叠平台位置,第二层的堆叠治具小车自动进入堆叠升降平台上并完成自动定位。
24.优选的,所述电池单元叠装工序采用“六轴机器人、随行ccd和真空吸盘组合的方式,按照堆叠要求的顺序进行电池堆堆叠;所述电池单元堆叠工位的电池堆堆叠过程中采用耦合升降的方式对堆叠过程中的堆叠治具小车进行自动升降,确保各堆叠六轴机器人在同一高度进行堆叠作业。
25.优选的,在所述堆叠过程中,三轴机器人每完成一次板框堆叠后堆叠平台上的压爪交替对板框进行自动压紧,压紧力可调,多对压爪自动对称交替换手工作,确保电池堆在
堆叠过程中始终处于压紧状态;在电池堆堆叠完成后,堆叠治具小车上四角的电机驱动护角机构伸出,固定电池堆。
26.优选的,当堆叠作业过程中设备发生故障时,故障包括物料抓取失败或掉落,系统将及时停机并给出故障信号,排除故障后继续此前未完成的堆叠工作。
27.优选的,所述预穿螺杆工序包括:
28.将预装好的螺杆半成品组件按照指定位置放置在专用的螺杆存储货架上,上料小车将螺杆存储货架运输至螺杆上料工位,放置到位后螺杆存储货架与上料台架上的定位装置进行锁紧定位。
29.优选的,所述预穿螺杆工序还包括:
30.六轴机器人和ccd拍照定位螺杆存放架上的螺杆半成品组件,然后抓取螺杆半成品组件,并将抓取的螺杆从上往下穿入电池堆上端板组件的螺杆孔内,螺杆半成品组件不穿入下端板组件对应的孔中,在第一层周转小车运输的过程中挂在电池堆上。
31.优选的,所述压装拧紧工序包括:
32.齿轮齿条和导轨滑块直接集成在一起驱动第一层周转小车和堆叠治具小车将电池堆输送到系统分配的四柱液压机对应的分支位置,通过“动态通断滑触线”的供电方式将第二层堆叠治具小车转运至四柱液压压机内部待压装位置;顶升机构伸出,将电池堆托起,实现电池堆下端板底面与第二层堆叠治具小之间的脱离;第二层的堆叠治具小车退出四柱液压压机回到主物流线的第一层周转小车上;顶升机构下降,将电池堆放置在四柱液压压机底座上。
33.优选的,所述压装拧紧工序还包括:
34.启动四柱液压压机,开启压装电堆,电池堆的压紧分三个阶段进行,每压一段保压一段时间,在第三次施压时压力达到设定压装力,其中,下压过程中,螺杆组件在导向装置的引导下自动穿入下端板组件对应的配合孔中,然后直线电机驱动的智能电批根据工艺要求,安装并锁紧上螺母组件;
35.上层治具小车进入四柱液压压机,将装配完毕的电池堆自动运输至翻转工位。
36.优选的,所述翻转下线工序包括:
37.双层治具小车将电池堆运输至待翻转位置处,翻转机起落装置升起,治具小车退出返回,翻转机将电池堆翻转90度,然后人工操作叉车或agv小车从翻转机上取出电池堆,根据需求转运到指定位置以便后续工艺作业,采用叉车下线时在翻转机上预置空托盘,如果采用agv小车下线,则需考虑翻转后,带托盘的agv小车能够进入电池堆下方并进行顶起、运离操作。
38.本发明的技术效果和优点:
39.本发明提出了一种采用并联式组线工艺方式的铁-铬液流电池电池堆组装生产线,皆为将实现高效高自动化的液流电池生产变为可能。本发明提出的全新的自动化电池堆生产线,可实现对电池堆生产工艺的全面开发和验证,可达到填补市场空白的效果。该电池堆的自动化生产线涵盖了从物料上线到成品下线的全部生产工艺流程,自动化程度高,解决了以往人工生产的效率低、产品质量一致性差等问题,实现了电堆的批量化生产的难题。
附图说明
40.图1示出了本发明的电池堆装配顺序图;
41.图2示出了本发明的电池堆组装工艺流程图;
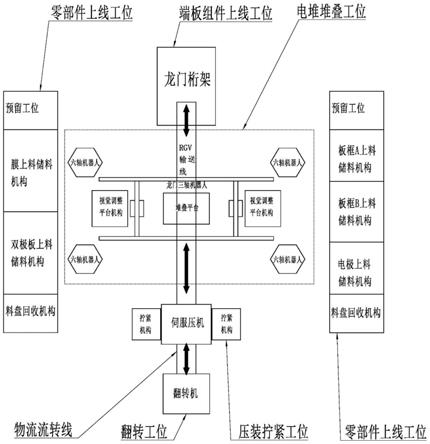
42.图3示出了本发明的自动堆叠生产线的示意图。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.现有技术中,电池堆的装配作业主要是将多种板状、片状、膜状以及端板等组件按照固定的次序和位置一层一层反复向上叠装,最后压紧并用螺栓连接固定。电池堆的装配作业主要是将各种片状组件按照固定的次序和位置一层一层反复向上叠装,最后压紧并用螺栓连接固定。
45.电池堆各种组件由下至上的码垛顺序为:下端板组件、电池单元和上端板组件。其中,依次叠放铺装上述零部件,装配顺序如图1所示,所述下端板组件依次包括下端板、外侧保温板、保温板隔板、内侧保温板、正极集流板框、正极集流板(双极板侧朝上)。所述电池单元依次包括正极板框(双极板侧朝下)、电极、膜、负极板框(膜侧朝下)、电极、双极膜
……
(共100组)。所述上端板组件依次包括负极集流板框、负极集流板(双极板侧朝下)、内侧保温板、保温板隔板、外侧保温板、上端板。
46.在本实施例中,电池堆的总装拟采用自动化流水线,装配操作以机械手为主,压紧拟采用自动控制的四柱液压压机,翻转工序采用自动控制的液压翻转机,工位间采用自动流转托盘(rgv)传送。
47.电池堆组装工艺是为了实现电堆产品的堆叠压装功能的工艺流程。通过预处理线的合格物料分别输送到装配产线对应上料位的料盒内备料,然后通过不同形式的机构将物料按照规定的工艺要求进行检测、定位、堆叠、压装、拧螺钉等工序组成电堆产品待检,完成组装段全部工艺。工艺流程如图2所示,从原料仓库中叉车转运双极板、交换膜、电极及板框组件,所述原料仓库包括物料预处理检测设备和端板、保温板、螺杆物料等组价。所述组装产线包括人工辅助下端板组件上线、全自动堆叠工位、人工辅助上端板组件上线、全自动压装拧螺栓工位、翻转下线工位所述全自动堆叠工位包括双极板和膜的堆叠,以及板框1和板框2以及电极的堆叠。所述双极板和膜使用叉车转运,并通过六轴机械手和直线电机输送到全自动堆叠工位上;所述板框一和板框二以及通过使用叉车转运,并通过六轴机械手和直线电机输送到全自动堆叠工位上。
48.为了解决上述问题,实现自动化的技术效果。本发明提供了一种并联式电池堆自动堆叠生产线,具体如图3所示,所述生产线包括物流流转主线和物流流转支线,所述物流流转主线上设置物流流转支线,
49.所述物流流转主线起始段设置重型零部件上料工位一,所述物流流转主线末尾段设置翻转工位;
50.所述物流流转支线包括物流流转支线一和物流流转支线二;
51.所述物流流转支线一和物流流转支线二之间设置重型零部件上料工位二,所述物流流转支线一连接电池堆上料堆叠工位,同时所述电池堆上料堆叠工位分别设置在所述物流流转主线的两侧;
52.所述物流流转支线二的后端两侧设置有压紧拧紧工位。
53.具体点,所述重型零部件上料工位二设置在电池堆上料堆叠工位后,且在所述重型零部件上料工位二的对面还设置有螺杆上料摆放工位。在两所述电池堆上料堆叠工位之间用物流流转支线连接,所述电池堆上料堆叠工位包括双料板上料工位、电堆堆叠工位、膜上位工位以及板框上料工位和电极上料工位,所述电池堆上料堆叠工位内部工位之间用六轴机器人传输,其中,所述板框上料工位和电极上料工位采用双工位设置。所述物流流转支线横穿所述物流流转主线。
54.具体地,电池堆装配流程为:铺装下端板组件
→
叠装组成电池单元的组件
→
叠装上端板组件
→
预置螺栓连接件
→
压紧
→
紧固螺栓连接件
→
电堆翻转
→
下线运往测试工序。
55.所述电池堆装配工艺:交换膜
→
双极板
→
板框
→
电极
→
上下端板组件自动抓取上料
→
自动堆叠
→
自动穿螺杆半成品组件
→
自动压紧
→
人工锁紧螺母组件
→
自动完成90度翻转
→
人工叉车下线(或agv自动下线)。
56.主要设备:端板组件的装配采用三轴龙门架,电池各组件的叠装采用六轴机器人,预穿螺杆采用六轴机器人,电池堆压紧采用专用的四柱伺服机,电池堆翻转采用液压翻转机,成品下线采用电瓶叉车。
57.线体选型:为保证装配线线体的承载能力,提高运输过程中的平稳性和工件定位的准确性,线上运输拟采用专用的滑轨移动式rgv小车,线体采用滑轨,各装配工位均设在主线体之外,通过转运小车实现工件横向移动进出各装配工位。
58.综上所述,本发明提供了一种采用并联式的铁-铬液流电池电池堆自动堆叠生产线,线体包括:端板组件装配工位、电池单元堆叠工位、预穿螺杆工位、压装拧紧工位、翻转下线工位组成。电池堆的总装采用自动化流水线,装配操作以机械手为主,压紧拟采用自动控制的四柱液压机,翻转工序采用自动控制的液压翻转机,工位间采用自动流转托盘(rgv)传送。
59.自动组装生产线包括机械手、四柱液压机、液压翻转机和自动流转托盘。其中,所述自动组装生产线包括:端板组件装配工位,端板组件上线装配采用三轴龙门架自动完成;电池单元叠加工位,叠装作业采用六轴机器人系统自动完成;预穿螺杆工位,预穿螺杆作业采用六轴机器人自动完成;压紧、连接工位,电池堆的压装采用专用的四柱液压机和翻转下线工位,电池堆翻转采用液压翻转机自动完成;成品下线采用电瓶叉车。
60.目前市场尚不存在与现有技术特征类似的产线工艺和设备,本发明填补了行业空白,其包含的全部针对铁-铬液流电池电池堆的组装工艺均为本专利的保护范围。
61.本发明还提供一种并联式电池堆自动堆叠工艺方法,按照装配内容和装配次序,拟设置以下五种工序,分别为重型零部件上料工序、电池单元堆叠工序、预穿螺杆工序、压装拧紧工序和翻转下线工序。
62.工序1:重型零部件上料工序
63.上下端板组件上线装配作业采用三轴龙门架自动完成。
64.上下端板组件套料按照指定的位置放置在定位治具上进行定位(该项作业在线外
完成);带有定位治具的agv小车将端板组件连同治具运输至三轴龙门架下端的上料台架上,放置到位后治具与定位装置进行锁紧定位;龙门架末端执行机构抓取下端板组件,并通过驱动机构运送至治具小车上方,然后放在治具小车上进行定位,至此完成下端板组件的上料定位。
65.上端板组件的上料方式与上述下端板组件的上料堆叠方式相同。具体地,所述下端板组件在重型零部件上料工位2进行操作,所述上端板组件在重型零部件上料工位1进行操作,所述下端板组件的上料方式与所述上端板组件的上料堆叠方式相同。
66.工序2:电池单元叠装工序
67.双极板、交换膜、电极及板框等组件的叠装作业采用六轴机器人系统自动完成。
68.双极板、交换膜、电极及板框等组件装在各自料盘内,agv小车将不同组件连同料盘从配货区运输至各自上料台架上,放置到位后料盘与定位装置进行锁紧定位。空料盘由agv小车运回配货区。
69.组件的上料、堆叠采用六轴机器人系统,其中交换膜与双极板共用一套机器人,电极与板框各用一套机器人;交换膜、双极板、电极、板框采用吸盘抓取上料堆叠;电极拟采用“伯努利抓手”进行上料,从料盘取料后,采用末端整形机构对碳毡进行整形处理,确保碳毡四周各压缩5mm左右,便于堆叠时顺利放入板框中;膜、双极板、碳毡、板框抓取前,使用机器人上的随行ccd从料盘中分别对各种待抓取的物料进行定位;膜、双极板、碳毡、板框堆叠前,使用固定位置上的ccd从底部分别对各待堆叠的物料进行精确定位,便于精确堆叠。
70.采用料盘进行膜存储和膜垛料输送的过程中,膜需保证一定的温湿度。
71.治具小车为双层设计,均采用将齿轮齿条和导轨滑块直接集成在一起的方式进行导向和驱动。第一层(下面一层)为滑轨移动式公用周转小车,负责将第二层(上面一层)的堆叠治具小车在“下端板组件堆叠工位—电池堆堆叠工位—自动穿螺杆工位—上端板组件堆叠工位—四柱液压压机工位—翻转工位”之间的物流输送。第二层小车为堆叠治具小车,采用“左右分体式设计 主从伺服同步耦合控制”的方式,用于堆叠过程中和堆叠后各工位之间对产品的输送保护,采用“动态通断滑触线”的方式进行。第一层周转小车将第二层堆叠治具小车从上下端板堆叠工位处将完成下端板组件堆叠动作的堆叠治具小车运输至堆叠平台位置,第二层的堆叠治具小车通过将齿轮齿条和导轨滑块直接集成在一起的方式自动进入堆叠升降平台上并完成自动定位。
72.采用“六轴机器人 随行ccd 真空吸盘”的方式,按照堆叠要求的顺序进行电池堆堆叠。
73.采用耦合升降的方式对堆叠过程中的堆叠治具小车进行自动升降,确保各堆叠六轴机器人在同一高度进行堆叠作业。
74.每完成一次板框堆叠后堆叠平台上的压爪对板框进行自动压紧,压紧力可调,多对压爪自动对称交替换手工作,确保电池堆在堆叠过程中始终处于压紧状态,避免变形或堆叠精度丢失。
75.电池堆堆叠完成后,堆叠治具小车上四角的电机驱动护角机构伸出,避免电池堆在堆叠位与其他工位之间运输过程中电池堆的倾斜。
76.至此完成电池堆的自动堆叠功能,采用第一层的周转小车将第二层的堆叠治具小车运输至穿螺杆工位。
77.堆叠过程中设备发生故障时(包括物料抓取失败或掉落),系统将及时停机并给出故障信号,排除故障后应能够继续此前未完成的堆叠工作。
78.工序3:预穿螺杆工序
79.预穿螺杆作业采用六轴机器人自动完成。
80.将预装好的螺杆半成品组件按照指定位置放置在专用的螺杆存储货架上(该项作业在线外完成);上料小车将螺杆存储货架运输至螺杆上料工位,放置到位后螺杆存储货架与上料台架上的定位装置进行锁紧定位。
81.六轴机器人 ccd拍照定位螺杆存放架上的螺杆半成品组件,然后抓取螺杆半成品组件,并将抓取的螺杆从上往下穿入电池堆上端板组件的螺杆孔内。螺杆半成品组件不穿入下端板组件对应的孔中,在第一层周转小车运输的过程中挂在电池堆上。
82.考虑产品中采用双头锁螺母组件的方式锁紧电池堆产品,为实现自动穿螺杆和人工锁紧下端螺母组件,须将上下端板上的螺栓孔改为方形孔,螺杆对应位置为方形结构,避免压装工位处人工锁紧下端螺母组件过程中螺杆旋转。
83.工序4:压装拧紧工序
84.电池堆的压装采用专用的四柱液压机,液压机额定压力800kpa。
85.采用“超重载滑轨滑块 齿轮齿条”驱动第一层周转小车和堆叠治具小车将电池堆输送到系统分配的四柱液压机对应的分支位置,通过“动态通断滑触线”的方式将第二层堆叠治具小车转运至顶升机构上;顶升机构通过底部的“超重载滑轨滑块 齿轮齿条”机构将第二层的堆叠治具小车输送到压机内部待压装位置;顶升机构下降,使电池堆与压机的下台面接触,实现电池堆下端板底面与第二层堆叠治具小之间的脱离;顶升机构驱动第二层的堆叠治具小车退出压机。
86.启动四柱液压压机,开始压装电堆。电池堆的压紧分三个阶段进行,每压一段保压约半个小时,以便受压后的密封垫有一个舒缓变形的过程,保证密封效果,第三次施压时压力达到600kpa。下压过程中,螺杆组件在导向装置的引导下自动穿入下端板组件对应的配合孔中,然后人工操作根据工艺要求安装并锁紧下端螺母组件,螺母拧紧采用电动定扭矩扳手。顶升机构进入四柱液压压机,将装配完毕的电池堆自动运输至翻转工位。
87.工序5:翻转下线工序
88.电池堆翻转采用液压翻转机自动完成,成品下线采用电瓶叉车。
89.双层治具小车将电池堆运输至待翻转位置处,翻转机起落装置升起,治具小车退出返回,翻转机将电池堆翻转90度,然后人工操作叉车(也可以采用agv小车)从翻转机上取出电池堆,根据需求转运到指定位置以便后续工艺作业。采用叉车下线时需要在翻转机上预置空托盘。如果采用agv小车下线,则需考虑翻转后,带托盘的agv小车能够进入电池堆下方并进行顶起、运离操作。
90.本发明提供了一种采用并联式组线工艺方式的铁-铬液流电池电池堆组装生产线,可实现高自动化的液流电池的批量生产,降低人工成本和降低人员伤害,提高产品质量和一致性,实现对铁-铬液流电池电池堆生产工艺的全面开发和验证。
91.目前市场中尚无铁-铬液流电池电池堆的批量生产工艺,本发明提出的全新的自动化电池堆生产线,可实现对电池堆生产工艺的全面开发和验证,可达到填补市场空白的效果。
92.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。