技术特征:
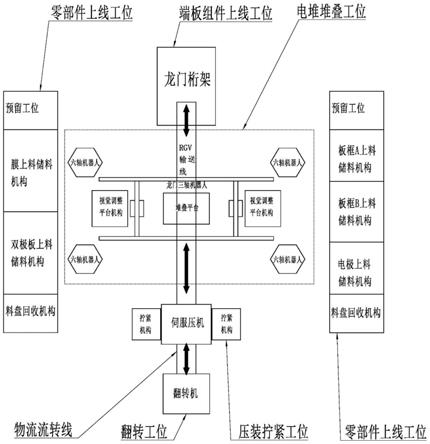
1.一种并联式电池堆自动堆叠生产线,包括物流流转主线和物流流转支线,所述物流流转主线上设置物流流转支线,其特征在于,所述物流流转主线起始段设置重型零部件上料工位一,所述物流流转主线末尾段设置翻转工位;所述物流流转支线包括物流流转支线一和物流流转支线二;所述物流流转支线一和物流流转支线二之间设置重型零部件上料工位二,所述物流流转支线一连接电池堆上料堆叠工位,同时所述电池堆上料堆叠工位分别设置在所述物流流转主线的两侧;所述物流流转支线二的后端两侧设置有压紧拧紧工位。2.根据权利要求1所述的一种并联式电池堆自动堆叠生产线,其特征在于:所述重型零部件上料工位二设置在电池堆上料堆叠工位后,且在所述重型零部件上料工位二的对面还设置有螺杆上料摆放工位。3.根据权利要求1所述的一种并联式电池堆自动堆叠生产线,其特征在于:所述电池堆上料堆叠工位包括双料板上料工位、电堆堆叠工位、膜上位工位以及板框上料工位和电极上料工位,所述电池堆上料堆叠工位内部工位之间用六轴机器人传输,其中,所述板框上料工位和电极上料工位采用双工位设置。4.根据权利要求1-3任一所述的一种并联式电池堆自动堆叠生产线,其特征在于:所述物流流转支线横穿所述物流流转主线。5.一种并联式电池堆自动堆叠工艺方法,其特征在于:所述工艺方法应用于权利要求1-4任一所述的并联式电池堆自动堆叠生产线,其中,所述工艺方法包括以下工序:重型零部件上料工序、电池单元堆叠工序、预穿螺杆工序、压装拧紧工序和翻转下线工序。6.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述重型零部件上料工序包括以下步骤:上、下端板组件套料按照指定的位置放置在带有定位治具的上料推车上进行定位,带有定位装置的上料小车将端板组件运输至三轴龙门架下端的上料台架上,上料小车运行放置到位后与定位装置进行锁紧定位,龙门架末端执行机构抓取下端板组件,并通过驱动机构运送至产线流转治具小车上方,然后放在治具小车上进行定位。7.根据权利要求6所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述下端板组件在重型零部件上料工位2进行操作,所述上端板组件在重型零部件上料工位1进行操作,所述下端板组件的上料方式与所述上端板组件的上料堆叠方式相同。8.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述电池单元堆叠工序包括:双极板、交换膜、电极及板框组件装在各自料盘内,上料小车将不同组件连同料盘从配货区运输至各自上料台架上,放置到位后料盘与定位装置进行锁紧定位,空料盘回流至料盘回收位置,由小车运回配货区。9.根据权利要求8所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述双极板、交换膜、电极及板框组件的上料、堆叠采用六轴机器人系统,其中交换膜与双极板共用一套机器人,电极与板框各用一套机器人;交换膜、双极板、电极、板框采用吸盘抓取上料堆
叠;电极采用伯努利吸盘进行上料,待料盘取料后,采用末端整形机构对碳毡进行整形处理,确保碳毡四周各压缩5mm,同时,采用料盘进行膜存储和膜垛料输送的过程中,所述交换膜需保证一定的温湿度。10.根据权利要求8所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述上料小车为双层设计,采用将齿轮齿条和导轨滑块直接集成在一起的方式进行导向和驱动;所述双层中的第一层为滑轨移动式公用周转小车,负责将第二层的堆叠上料小车在物流流转主线上进行物流输送;所述双层中第二层小车为堆叠治具小车,用于堆叠过程中和堆叠后各工位之间对产品的输送保护,第一层周转小车将第二层堆叠治具小车从上下端板堆叠工位处将完成下端板组件堆叠动作的堆叠治具小车运输至堆叠平台位置,第二层的堆叠治具小车自动进入堆叠升降平台上并完成自动定位。11.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述电池单元叠装工序采用“六轴机器人、随行ccd和真空吸盘组合的方式,按照堆叠要求的顺序进行电池堆堆叠;所述电池单元堆叠工位的电池堆堆叠过程中采用耦合升降的方式对堆叠过程中的堆叠治具小车进行自动升降,确保各堆叠六轴机器人在同一高度进行堆叠作业。12.根据权利要求11所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:在所述堆叠过程中,三轴机器人每完成一次板框堆叠后堆叠平台上的压爪交替对板框进行自动压紧,压紧力可调,多对压爪自动对称交替换手工作,确保电池堆在堆叠过程中始终处于压紧状态;在电池堆堆叠完成后,堆叠治具小车上四角的电机驱动护角机构伸出,固定电池堆。13.根据权利要求11所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:当堆叠作业过程中设备发生故障时,故障包括物料抓取失败或掉落,系统将及时停机并给出故障信号,排除故障后继续此前未完成的堆叠工作。14.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述预穿螺杆工序包括:将预装好的螺杆半成品组件按照指定位置放置在专用的螺杆存储货架上,上料小车将螺杆存储货架运输至螺杆上料工位,放置到位后螺杆存储货架与上料台架上的定位装置进行锁紧定位。15.根据权利要求14所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述预穿螺杆工序还包括:六轴机器人和ccd拍照定位螺杆存放架上的螺杆半成品组件,然后抓取螺杆半成品组件,并将抓取的螺杆从上往下穿入电池堆上端板组件的螺杆孔内,螺杆半成品组件不穿入下端板组件对应的孔中,在第一层周转小车运输的过程中挂在电池堆上。16.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述压装拧紧工序包括:齿轮齿条和导轨滑块直接集成在一起驱动第一层周转小车和堆叠治具小车将电池堆输送到系统分配的四柱液压机对应的分支位置,通过“动态通断滑触线”的供电方式将第二层堆叠治具小车转运至四柱液压压机内部待压装位置;顶升机构伸出,将电池堆托起,实现
电池堆下端板底面与第二层堆叠治具小之间的脱离;第二层的堆叠治具小车退出四柱液压压机回到主物流线的第一层周转小车上;顶升机构下降,将电池堆放置在四柱液压压机底座上。17.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述压装拧紧工序还包括:启动四柱液压压机,开启压装电堆,电池堆的压紧分三个阶段进行,每压一段保压一段时间,在第三次施压时压力达到设定压装力,其中,下压过程中,螺杆组件在导向装置的引导下自动穿入下端板组件对应的配合孔中,然后直线电机驱动的智能电批根据工艺要求,安装并锁紧上螺母组件;上层治具小车进入四柱液压压机,将装配完毕的电池堆自动运输至翻转工位。18.根据权利要求5所述的一种并联式电池堆自动堆叠工艺方法,其特征在于:所述翻转下线工序包括:双层治具小车将电池堆运输至待翻转位置处,翻转机起落装置升起,治具小车退出返回,翻转机将电池堆翻转90度,然后人工操作叉车或agv小车从翻转机上取出电池堆,根据需求转运到指定位置以便后续工艺作业,采用叉车下线时在翻转机上预置空托盘,如果采用agv小车下线,则需考虑翻转后,带托盘的agv小车能够进入电池堆下方并进行顶起、运离操作。
技术总结
本发明公开了一种并联式电池堆自动堆叠生产线及其工艺方法,其包括物流流转主线起始段设置重型零部件上料工位一,物流流转主线末尾段设置翻转工位;物流流转支线包括物流流转支线一和物流流转支线二;物流流转支线一和物流流转支线二之间设置重型零部件上料工位二,物流流转支线一连接电池堆上料堆叠工位,同时电池堆上料堆叠工位分别设置在所述物流流转主线的两侧;物流流转支线二的后端两侧设置有压紧拧紧工位。本发明提供了一种采用并联式组线的铁-铬液流电池电池堆组装生产线,可实现高自动化的液流电池的批量生产,降低人工成本和降低人员伤害,提高产品质量和一致性,实现对铁-铬液流电池电池堆生产工艺的全面开发和验证。验证。验证。
技术研发人员:刘雨涵 杨林 项俊帆 李晓蒙 李昂 江小松
受保护的技术使用者:北京和瑞储能科技有限公司
技术研发日:2022.01.28
技术公布日:2022/5/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。