1.本发明涉及汽车零部件技术领域,尤其涉及一种汽车发光软质包裹内饰件及生产工艺、生产设备。
背景技术:
2.随着汽车行业的发展,消费者对汽车的要求不仅仅局限在汽车的功能、外观,对汽车的内饰也有更高的要求。其中,目前一些汽车内饰门板或其他部位具有会发光的图案装饰,这些发光图案装饰一般有两种生产方法,其中第一种是直接在内饰门板上喷涂荧光涂料,另第二种是采用透明材料作为内饰门板,覆盖不需要透光的部位,在内饰门板的背面安装光源,光线从没有被覆盖的部位透出,形成发光图案装饰。但是,第一种生产方法生产的荧光涂料在日常使用时容易被磨损,质感较差。第二种生产方法只适用于硬质的塑料内饰门板,触感较硬,用户体验不好,若在内饰门板上增加较薄的透光表皮材料,虽然对透光效果影响不大,但触感还是较硬;若在内饰门板上增加较厚的表皮材料,则会遮挡大部分光线,发光图案装饰的效果不佳。因此,亟需一种使用触感好、发光效果好的发光汽车内饰。
技术实现要素:
3.本发明旨提供一种汽车发光软质包裹内饰件及生产工艺、生产设备,该汽车发光软质包裹内饰件具有能解决现有技术中发光内饰板触感硬、发光效果不佳的问题。
4.为了实现上述目的,本发明的技术方案为:
5.一种汽车发光软质包裹内饰件的生产工艺,其包括以下步骤:
6.s1、将透光表皮叠放在透光填充层上,利用焊头焊压所述透光表皮,以在所述透光表皮和透光填充层上形成凹陷图案,得到局部透光软质表皮;
7.s2、将步骤s1所得的局部透光软质表皮与透光基层进行包裹;
8.s3、在所述透光基层背面安装发光组件,所述发光组件与所述透光图案位置对应。
9.在上述的生产工艺中,在所述步骤s1之前,还包括步骤s0,步骤s0具体为:
10.在所述透光表皮的背面贴附或喷涂遮罩层,所述遮罩层上具有若干镂空,所述镂空形成透光图案,所述凹陷图案与所述透光图案形状相同且位置对应。
11.进一步地,在步骤s0中,所述喷涂遮罩层具体为:
12.在所述透光表皮上叠放遮挡工件后向透光表皮喷涂遮光涂料。
13.优选地,在步骤s1中,所述焊头为超声波焊头,该超声波焊头压紧所述透光表皮和透光填充层以使透光填充层震动摩擦生热产生熔融效果,与透光表皮粘连。
14.进一步地,所述超声波焊接头的工作气压为5-10mpa,超声频率为30-40khz,熔接时间为3-8秒,焊接深度为1-2mm。
15.优选地,在步骤s1中,所述透光表皮为一种现有可透光的人造pvc革材料。
16.优选地,在步骤s1中,所述透光填充层为一种由若干线型材料组成的低密度三维织物。
17.优选地,在步骤s2中,所述透光基层由透明塑料制成。
18.本发明还提供一种汽车发光软质包裹内饰件的生产设备,其应用于上述的生产工艺;
19.所述生产设备包括操作平台、喷涂装置和超声波焊头;
20.所述操作平台上设置有多个定位结构,所述喷涂装置和超声波焊头设置在所述操作平台的上方。
21.本发明该提供一种汽车发光软质包裹内饰件,其由上述的生产工艺生产;
22.所述汽车发光软质包裹内饰件包括由外至内依次连接的透光表皮、透光填充层、透光基层和发光组件;
23.所述透光表皮的背面设置有遮罩层,所述遮罩层上具有透光图案;
24.所述透光表皮上具有向透光基层方向凹陷的第一凹陷图案;
25.所述透光填充层具有向透光基层方向凹陷的第二凹陷图案;
26.所述第一凹陷图案、第二凹陷图案、透光图案形状相同且位置对应,所述发光组件与所述透光图案位置对应。
27.与现有技术相比,本发明的汽车发光软质包裹内饰件生产工艺采用超声波焊接,使透光表皮和透光填充层上形成较薄的透光区,达到精准透光的效果,在不需要透光的位置保持柔软的触感。同时通过超声波焊接将透光表皮和透光填充层粘连在一起,无需增加粘接剂和处理工序粘接透光表皮和透光填充层。本发明的汽车发光软质包裹内饰件不仅具有精准发光的效果,还具有柔软的触感,满足消费者对于汽车内饰件的多种需求。
附图说明
28.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
29.图1是本发明的汽车发光软质包裹内饰件的结构示意图;
30.图2是本发明的汽车发光软质包裹内饰件的生产工艺的流程图;
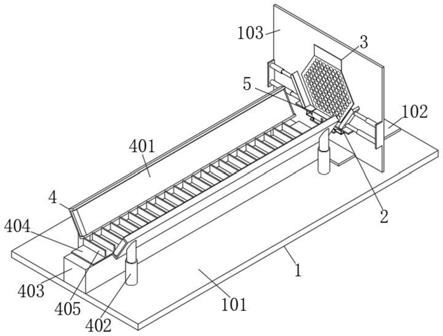
31.图3是本发明的汽车发光软质包裹内饰件的生产设备结构示意图。
32.其中,1、透光表皮,11、第一凹陷图案,2、透光填充层,21、第二凹陷图案,3、透光基层,4、发光组件,5、遮罩层,51、透光图案,6、操作平台,61、定位柱,7、定位孔。
具体实施方式
33.下面结合图1-3对本发明提供的技术方案进行更为详细的阐述。
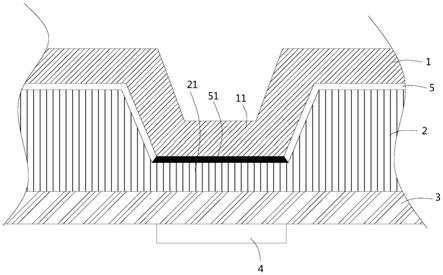
34.如图1所示,本发明的汽车发光软质包裹内饰件,其包括由外至内依次连接的透光表皮1、透光填充层2、透光基层3和发光组件4;
35.所述透光表皮1的背面设置有遮罩层5,所述遮罩层上具有透光图案51;
36.所述透光表皮1上具有向透光基层3方向凹陷的第一凹陷图案11;
37.所述透光填充层2具有向透光基层3方向凹陷的第二凹陷图案21;
38.所述第一凹陷图案11、第二凹陷图案21、透光图案51形状相同且位置对应,所述发光组件4与所述透光图案51位置对应。
39.由于透光图案51正对的透光表皮1和透光填充层2的位置为凹陷的第一凹陷图案
11和第二凹陷图案21,透光表皮1和透光填充层2上正对透光图案51的位置较薄,光线需要穿透的距离较短,因此透光效果较好。而透光表皮1和透光填充层1上没有凹陷的部位由于透光填充层2的存在而使用户触摸、焊压透光表皮1的时候具有柔软的触感。遮罩层5的存在使得光线不会发散到透光图案51以外的位置,确保本发明的汽车发光软质包裹内饰件具有精准发光的效果。
40.在上述的内饰发光软质表皮中,所述透光表皮为一种现有可透光的人造pvc革材料。所述透光填充层为一种由若干线型材料组成的低密度三维织物。所述透光基层由透明塑料制成,如透明亚克力、透明pc、透明pp、透明树脂等。
41.为确保透光填充层的透光性,上述三维织物的主体部分由多根丝线排列、连接形成,该主体部分的前后两面连接有较薄的织物层,丝线垂直于所述织物层排列以使更多的光线能穿过上述主体部分。相比于传统的聚氨酯海绵,上述三维织物的透光性更好。
42.所述发光组件可选为灯珠、led灯带等光源,优选为led灯带。
43.其中,如图2所示,生产上述汽车发光软质包裹内饰件需要用到以下工艺:
44.步骤s0:在透光表皮的背面贴附或喷涂遮罩层,所述遮罩层上具有若干镂空,所述镂空形成透光图案;
45.步骤s1:将透光表皮叠放在透光填充层上,利用焊头焊压所述透光表皮,以在所述透光表皮和透光填充层上形成凹陷图案,得到局部透光软质表皮;所述凹陷图案与所述透光图案形状相同且位置对应;
46.步骤s2:将步骤s1所得的局部透光软质表皮与透光基层进行包裹;
47.步骤s3:在所述透光基层背面安装发光组件,所述发光组件与所述透光图案位置对应。
48.在步骤s0中,所述遮罩层可以是预制好的具有镂空的遮光膜,也可以通过局部遮盖喷涂的方式在表皮上喷涂,以获得上述遮罩层。喷涂工艺可选为丝网印刷,或使用特制的遮挡工件对不需要喷涂的透光图案进行遮挡后进行喷涂。
49.在步骤s1中,所述焊头为形状与透光图案相同的超声波焊头,该超声波焊头压紧所述透光表皮和透光填充层以使透光填充层震动摩擦生热产生熔融效果,与透光表皮粘连。采用超声波焊接,使透光表皮和透光填充层上形成较薄的透光区,达到精准透光的效果,在不需要透光的位置保持柔软的触感。同时通过超声波焊接将透光表皮和透光填充层粘连在一起,无需增加粘接剂和处理工序粘接透光表皮和透光填充层。
50.在上述超声波焊接过程中,如果焊接深度过大,则会导致局部透光软质表皮的表面有明显的凹凸感,如果焊接深度过小,则局部透光效果不佳。因此,所述超声波焊接头的工作气压为5-10mpa,超声频率为30-40khz,熔接时间为3-8秒,焊接深度为1-2mm。作为一种优选方案,所述超声波焊接头的工作气压为6mpa,超声频率为35khz,熔接时间为5秒,焊接深度为1.5mm。
51.为了实施上述生产工艺,本发明还提供一种汽车发光软质包裹内饰件的生产设备,其包括操作平台、喷涂装置和超声波焊头;所述操作平台上设置有多个定位结构,所述喷涂装置和超声波焊头设置在所述操作平台的上方。
52.具体地,如图3所示,透光表皮1、透光填充层2与操作平台6的安装示意图,所述定位结构可以是定位柱61,所述定位柱61用于与透光表皮1、透光填充层2上的定位孔7插接配
合,以使对透光表皮1和透光填充层2起定位和固定的作用,避免其在焊接时受力而发生偏移。
53.综上,本发明的汽车发光软质包裹内饰件的生产工艺步骤少,操作难度低,根据该生产工艺生产出来的汽车发光软质包裹内饰件同时兼具精准发光和触感柔软的特点。
54.在本发明的描述中,需要理解的是,术语“竖向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
55.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本发明和简化描述,如没有另外声明,所述词语并没有特殊的含义。
56.本发明并不局限于所述实施方式,如果对本发明的各种改动或变形不脱离本发明的精神和范围,倘若这些改动和变形属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变形。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。