1.本发明涉及物品输送装置。
背景技术:
2.一般而言,在组合计量装置中,安装有驱动料斗的驱动部的主体具有在水平方向上具有平面的顶板和安装有该驱动部的侧面。
3.例如,具有随着朝向垂直方向的下侧而向朝向主体的中心轴的方向连续而倾斜的侧面,该侧面与顶板连接(例如,参照专利文献1)。
4.现有技术文献
5.专利文献
6.专利文献1:日本特许第3670295号
技术实现要素:
7.发明所要解决的技术问题
8.一般而言,在组合计量装置中,设想顶板部及侧面通过焊接接合。因此,如上所述,在上述的侧面及顶板未垂直地重合的状态下进行接合的情况下,存在难以加工、制造成本变高这样的问题点。另外,存在因焊接而容易热变形且加工精度降低这样的问题点。
9.因此,本发明是鉴于上述课题而完成的,其目的在于提供一种物品输送装置,能够容易地进行顶板部及侧面的接合,并防止因接合引起的加工精度的降低。
10.用于解决问题的技术方案
11.一个实施方式所涉及的物品输送装置的主旨在于:该物品输送装置具有:料斗,在暂时收纳从外部投入的物品后,将所述物品向下游排出;驱动部,驱动所述料斗;以及主体,安装有所述驱动部,所述主体具有:顶板,在水平方向上具有平面;以及侧面,安装有所述驱动部,所述侧面具有:第一面,在垂直方向上竖立并与所述顶板连接;以及第二面,与所述第一面连续地形成,安装有所述驱动部,并随着朝向垂直方向的下侧而向朝向所述主体的中心轴的方向倾斜。
12.发明效果
13.根据本发明,能够提供一种物品输送装置,能够容易地进行基于焊接的顶板部及侧面的接合,并能够防止因该接合引起的加工精度的降低。
附图说明
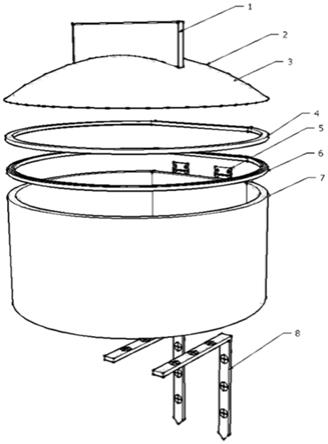
14.图1是表示一个实施方式所涉及的组合计量装置1的整体的一例的立体图。
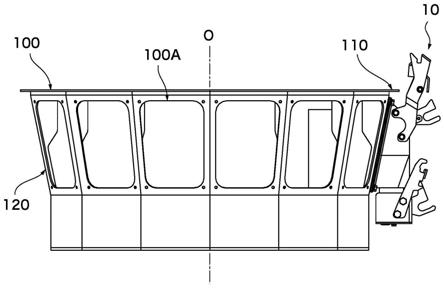
15.图2是用于对一个实施方式所涉及的组合计量装置1的主体100的结构的一例进行说明的图。
16.图3是用于对一个实施方式所涉及的组合计量装置1的主体100的结构的一例进行说明的图。
17.图4是用于对一个实施方式所涉及的组合计量装置1的主体100的结构的一例进行说明的图。
18.图5是用于对一个实施方式所涉及的组合计量装置1的驱动部10的结构的一例进行说明的图。
具体实施方式
19.以下,参照附图对本发明的优选实施方式详细地进行说明。此外,在以下的附图的记载中,对相同或类似的部分标注相同或类似的符号。但是,应该注意,附图是示意性的,各尺寸的比率等与现实的不同。因此,具体的尺寸等应参考以下的说明来判断。另外,附图相互之间也可以包含相互的尺寸的关系或比率不同的部分。在本说明书及附图中,通过对实质上具有相同的功能、构成的要素标注相同的符号,从而省略重复说明,另外,对于与本发明没有直接关系的要素,省略图示。
20.(第一实施方式)
21.以下,参照图1~图5,对在本发明的第一实施方式中作为具备输送部的物品输送装置的一例的组合计量装置1进行说明。
22.具体而言,在本实施方式中,如图1所示,以由圆形的滑槽80接受从配置为圆形的多个料斗60/70排出的物品并使所述物品集合的方式构成的组合计量装置1为例进行说明。
23.如图1所示,本实施方式所涉及的组合计量装置1具有分散工作台20、放射送料器30、流量限制部40、支承部50、储存料斗(pool hopper)60、计量料斗70、滑槽80、以及定时料斗90。
24.分散工作台10也可以构成为:在使从外部投入的物品分散的同时,向配置于分散工作台20的周围的多个放射送料器30供给。
25.多个放射送料器30分别构成为将从分散工作台20供给的物品输送到与各放射送料器30对应而设置的储存料斗60。
26.此外,在本实施方式中,分散工作台10、储存料斗60、计量料斗70、多个放射送料器30、滑槽80以及定时料斗90相当于用输送面接受被投入的物品并将接受的物品向下游输送的输送部。另外,在本实施方式中虽未图示,但在计量料斗70的下游且滑槽80的上游配置有助推料斗的情况下,该助推料斗也相当于输送部。
27.另外,各放射送料器30具有输送物品的输送路,在该输送路上配置有流量限制部40。流量限制部40构成为限制向储存料斗60输送的物品的流量。另外,支承部50构成为支承流量限制部40。
28.各储存料斗60构成为:对于从各放射送料器30供给的物品,向配置于各储存料斗60的下方的计量料斗70交接。
29.各计量料斗70构成为:取得从各储存料斗60交接并暂时滞留的物品的重量值。
30.在此,控制部(未图示)构成为:从由各计量料斗取得的重量值的组合中,选择在规定的容许范围内且最接近目标值的组合,将暂时滞留的物品从与该组合对应的计量料斗70排出到配置于该计量料斗70的下方的滑槽80。
31.滑槽80构成为将从各计量料斗70排出的物品供给到定时料斗90。
32.定时料斗90构成为将由滑槽供给的物品供给到例如设置于输送装置1的后段的制
袋包装机等。
33.在本实施方式中,储存料斗60相当于在暂时收纳从外部投入的物品后,将该物品向下游排出的第一料斗,计量料斗70相当于在暂时收纳从储存料斗60排出的物品后,将该物品向下游排出的第二料斗,虽然对上述内容进行说明,但本发明并不限定于该情况。
34.另外,如图2及图3所示,本实施方式所涉及的组合计量装置1还具有驱动储存料斗60及计量料斗70的驱动部10、安装有驱动部10的主体100。
35.在此,如图2及图3所示,主体100具有在水平方向上具有平面的顶板110和安装有驱动部10的侧面120。
36.另外,如图3及图4所示,侧面120具有第一面120a和第二面120b。
37.在此,如图3及图4所示,第一面120a在垂直方向上竖立,并与顶板110连接。
38.另一方面,如图3及图4所示,第二面120b与第一面120a连续而形成,安装有驱动部10,并随着朝向垂直方向的下侧而向朝向主体的中心轴o(参照图1)的方向倾斜。
39.这样,第二面120b随着朝向垂直方向的下侧而倾斜,因此向第二面120b的附着物沿着第二面120b滑落或落下。因此,能够提高组合计量装置1的卫生性。另外,通过使第二面120b以上述方式倾斜,驱动部10的安装面也能够倾斜。因此,驱动部10的上表面也能够联动地倾斜,能够减少滞留在该上表面的部件。
40.另外,如图2所示,在第二面120b形成有开口100a。驱动部10构成为在从主体100的外侧朝向内侧的方向上插入开口100a而安装于主体100。
41.根据该构成,如图4所示,(1)在能够提高第二面120b上的卫生性的同时,(2)能够在顶板110及第一面120a垂直的状态下将两者焊接,加工变得容易,并能够削减成本。另外,也能够提高加工精度。
42.如图5所示,驱动部10具有驱动储存料斗60的第一电机14、驱动计量料斗70的第二电机13、检测收纳于计量料斗70中的物品的重量的负载传感器12。
43.在此,如图5所示,第一电机14、第二电机13以及负载传感器12以在上下方向u/l上排列的状态而配置。在图5的例子中,从上侧u起,以第二电机13、负载传感器12以及第一电机14依次排列的状态配置。即,第二电机13配置于比负载传感器12靠上侧u,负载传感器12配置于比第一电机14靠上侧u。
44.在此,第一电机14、第二电机13以及负载传感器12中的至少配置于最下侧l的部件相对于其他部件向主体100的内侧i偏移而配置。在图5的示例中,第一电机14相对于第二电机13及负载传感器12向主体100的内侧i偏移而配置。
45.在该组合计量装置1中,配置于比设置于主体100的侧面的开口100a靠内侧i的驱动部10的部件(内部部件)的高度方向的尺寸比该开口10a的高度方向的尺寸大。因此,通过使驱动部10相对于主体100的开口100a倾斜而将内部部件插入开口100a,能够将驱动部10安装于主体100的侧面。
46.即,根据上述的构成,因为能够减小开口100a的高度方向的尺寸,所以能够提高防水性。
47.另外,根据上述的构成,因为第一电机14没有配置在负载传感器12的正下方,所以第一电机14对负载传感器12的发热的影响变小,能够提高计量精度。
48.根据本实施方式,能够容易地进行基于焊接的顶板部及侧面的接合,能够防止因
该焊接引起的加工精度的降低。
49.使用上述的实施方式对本发明详细地进行了说明,对于本领域技术人员来说,显然本发明不限于本说明书中说明的实施方式。本发明可以在不脱离由请求保护的范围的记载所决定的本发明的主旨以及范围的情况下,作为修正以及变更方式来实施。因此,本说明书的记载以例示说明为目的,对本发明没有任何限制的意思。
50.附图标记说明
51.1:组合计量装置(物品输送装置)
52.10:驱动部
53.12:负载传感器
54.13:第二电机
55.14:第一电机
56.20:分散工作台
57.30:放射送料器
58.40:流量限制部
59.50:支承部
60.60:储存料斗70:计量料斗80:滑槽90:定时料斗100:主体100a:开口110:顶板120:侧面120a:第一面120b:第二面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。